Способ упрочнения поверхностного слоя деталей из конструкционной стали
Номер инновационного патента: 29976
Опубликовано: 15.06.2015
Авторы: Ерыгина Людмила Александровна, Котов Владимир Михайлович, Скаков Мажын Канапинович
Текст
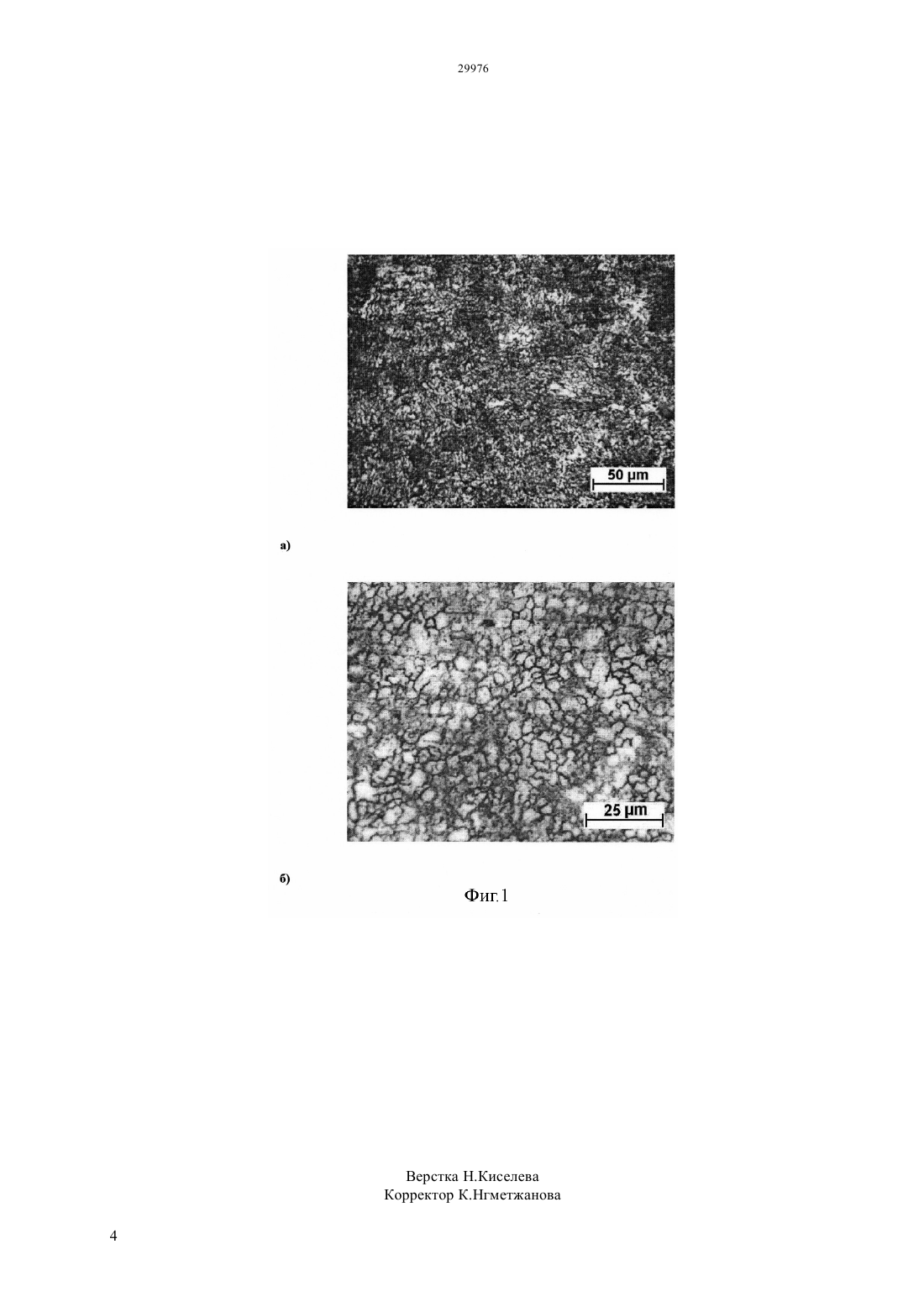
(51) 23 8/32 (2006.01) МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Отличием является то, что проводится предварительный нагрев детали, насыщение поверхности детали азотом проводят при напряжении между анодом и катодом равным 170 В при температуре 700-750 С в течение 3-7 мин в электролите, содержащем 30 карбамида, 15 соды и 55 воды, а закалку проводят в потоке охлажденного электролита. Техническим результатом является получение на поверхности деталей модифицированного слоя с микротвердостью в 2,5 раза большей по сравнению с исходным значением- увеличение износостойкости поверхностного слоя в 1,5 раза по сравнению с необработанным изделием- снижение затрат на процесс упрочнения в 1,2 раза за счет использования более дешевого и экологичного сырья (карбамид, кальцинированная сода, вода)- увеличение качества электролита на 40 и длительности использования в 1,5 раза, а также уменьшение выбросов в окружающую среду опасных веществ.(72) Скаков Мажын Канапинович Котов Владимир Михайлович Ерыгина Людмила Александровна(73) Республиканское государственное предприятие на праве хозяйственного ведения Национальный ядерный центр Республики Казахстан Комитета по атомной энергии Министерства индустрии и новых технологий Республики Казахстан(54) СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ(57) Изобретение относится к области машиностроения, а именно к способам упрочнения поверхностного слоя изделий из конструкционных сталей с повышением твердости и износостойкости. Способ поверхностного упрочнения деталей из конструкционной стали, включающий насыщение поверхности детали азотом в электролите из водного раствора в катодном режиме при плотности тока 2,2 А/см 2, последующие закалку и отпуск. Изобретение относится к области машиностроения, а именно к способам упрочнения поверхностного слоя изделий из конструкционных сталей с повышением твердости и износостойкости. Известен способ упрочнения деталей из конструкционных сталей, включающий черновую механическую обработку, стабилизирующий отпуск,окончательную механическую обработку и двухступенчатое газовое азотирование с выдержкой в атмосфере аммиака сначала при температуре 510-515 С, затем при 540-545 С, последующее охлаждение,окончательную двукратную механическую обработку с промежуточным и окончательным отпуском в селитровой ванне при температуре 520-540 С в течение 0,25-0,5 ч, причем двухступенчатое газовое азотирование деталей проводят в постоянном магнитном поле напряженностью 100-150 Э в течение 1-2 ч с последующим охлаждением со скоростью 2030 С/мин Патент РФ 2250273, МПК С 23 С 8/26. опубл. 20.04.2005 г. Двухступенчатое газовое азотирование обеспечивает повышение поверхностной твердости,равномерность диффузионного слоя,а последующий двукратный отпуск приводит к уменьшению хрупкости слоя. Недостатком известного способа является использование аммиака и селитры, вредных для окружающей среды, сложность предварительной подготовки деталей, длительность и трудоемкость процесса, а также необходимость использования магнитного поля. Известен способ упрочнения стальных изделий,включающий предварительный нагрев изделий в вакууме, основную обработку поверхности в атмосфере азота потоком ускоренных электронов,создаваемых электронной пушкой, поступающих на деталь (катод), поток электронов повышенной плотности формируют в прикатодной области с помощью вспомогательного анода, а скорость движения электронов устанавливают с помощью вспомогательного анода,подключенного к собственному источнику питания Патент РФ 2413784, МПК С 23 С 8/36, опубл. 10.03.2011 г. К особенностям данного метода следует отнести высокую технологичность и экологическую чистоту процесса. Недостатками известного способа является высокая энергоемкость и длительность процесса, а также сложность используемого оборудования,связанная с необходимостью в дополнительном источнике питания. Наиболее близким техническим решением к предлагаемому решению,является способ упрочнения деталей из легированной стали,включающий одновременное насыщение поверхности детали азотом и углеродом(нитроцементацию), закалку и отпуск, при этом нитроцементацию проводят при температуре 750-850 С в течение 5-15 мин в электролите из водного раствора, содержащем 10 хлорида аммония и 10 глицерина с одновременной закалкой Инновационный патент РК 26920, МПК С 23 С 8/32, опубл. 15.05.2013 г. Преимуществом данного способа является значительное улучшение процессов упрочнения стальных деталей,а также возможность автоматизации производственного процесса. Недостатком известного решения является возможность возникновения закалочных трещин,высокая себестоимость процесса обработки, а также использование экологически опасного хлорида аммония. Задачей, стоящей перед изобретением, является повышение твердости, прочности, износостойкости поверхности стальных деталей с одновременным снижением затрат на технологический процесс при использовании достаточно экологически чистого сырья в процессе обработки. Поставленная задача решается следующим способом способ упрочнения деталей из легированной стали, включающий насыщение поверхности детали азотом, закалку и отпуск, насыщение поверхности детали азотом проводят в электролите из водного раствора при заданной температуре в течение заданного времени, отличается тем, что насыщение поверхности детали азотом проводят при температуре 700-750 С в течение 3-7 мин в электролите, содержащем 30 карбамида и 15 кальцинированной соды, а после насыщения поверхности азотом проводят закалку в потоке охлажденного электролита. Возможность осуществления предлагаемого решения была доказана в ходе экспериментов со сталью 34 ХН 1 М. Использовались образцы размером 30307 мм 3. Образцы после механической шлифовки и полировки с использованием алмазных паст обезжиривали этиловым спиртом. После этого обрабатываемую деталь, используя в качестве катода, погружали в электролитную ванну для проведения азотирования. Электролитная ванна охлаждалась водой. Анод, имеющий форму диска диаметром 50 мм, толщиной 2 мм изготавливали из нержавеющей стали 12 Х 18 Н 10 Т. Расстояние между анодом и катодом устанавливали равным 50-60 мм. Электролит подавался при помощи водяного насоса. Скорость подачи электролита составляла 4 л/мин. Скорость подачи охлаждающей воды электролитной ванны составляла 6 л/мин, что позволяло выдерживать температуру нагрева электролита в пределах 30-40 С. Электролитом служил водный раствор 30 карбамида (С 3 Н 8 О 3) и 15 карбоната натрия (а 2 СО 3). Источник питания - выпрямитель,дающий на выходе 360 В/60 А постоянного тока. Упрочнение осуществляли в следующих режимах при нагреве - напряжение 320 В, плотность тока 3,3 А/см 2, при выдержке 3-7 мин напряжение 170 В,плотность тока 2,2 А/см 2. Выбор температуры азотирования определяется требованиями к толщине и твердости слоя Суминов И.В., Белкин П.И.,Эпельфельд А.В. и др. Плазменноэлектролитическое модифицирование поверхности металлов и сплавов. Москва Техносфера, 2011. с.464. Возникновение плазмы между двумя твердыми электродами, находящимися в жидком электролите,возможно при превышении площади анода над площадью катода. При увеличении напряжения у поверхности катода возникает светящаяся плазменная оболочка. Ток, плазменной оболочки может нагреть катод от 100 С до температуры плавления материала. При выключении напряжения происходит резкий спад температуры детали из-за охлаждения е жидким электролитом. Азотирование проводили нагревом плазмой в течение 3-7 мин при температуре 700 С и 750 С, после чего осуществляли закалку в потоке охлажденного электролита. Механические испытания на микротвердость проводили на установке ПМТ-3 ГОСТ 9450-76 Измерение микротвердости вдавливанием алмазных наконечников. Исходная микротвердость поверхности стали 34 ХН 1 М, имеет значение 2622 МПа. После обработки микротвердость повысилась до 6103 МПа. Износостойкость при этом увеличилась в 1,5 раза. Результаты оптической микроскопии на 1 показали, что после обработки стали 34 ХН 1 М, имеющей в исходном состоянии ферритно-перлитную структуру (фиг.1 а), микроструктура поверхности представляет собой модифицированный,нетравящийся нитридный слой. (фиг.1 б). Технический результат от использования изобретения заключается в снижении затрат на процесс упрочнения за счет использования более дешевого и экологически чистого сырья (карбамид,кальцинированная сода, вода) с одновременным увеличением времени использования электролита,получении на поверхности деталей модифицированного слоя,обеспечивающего повышение твердости,износостойкости, достижении в процессе электролитно-плазменного упрочнения равномерного распределения в поверхностном слое всех фаз, легированных азотом,что улучшает эксплуатационные свойства деталей. Эксперименты со сталью 34 ХН 1 М подтвердили решение поставленной перед изобретением задачи со следующим техническим результатом получение на поверхности деталей модифицированного слоя с микротвердостью в 2,5 раза большей по сравнению с исходным значением- увеличение износостойкости поверхностного слоя в 1,5 раза по сравнению с необработанным изделием- снижение затрат на процесс упрочнения в 1,2 раза за счет использования более дешевого и экологичного сырья (карбамид, кальцинированная сода, вода)- увеличение качества электролита на 40 и длительности использования в 1,5 раза, а также уменьшение выбросов в окружающую среду опасных веществ. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ поверхностного упрочнения деталей из конструкционной стали, включающий насыщение поверхности детали азотом в электролите из водного раствора в катодном режиме при заданной температуре в течение заданного времени,последующие закалку и отпуск, отличающийся тем, что проводят предварительный нагрев детали,насыщение поверхности детали азотом при напряжении между анодом и катодом равным 170 В,плотности тока 2,2 А/см 2 и температуре 700-750 С в течение 3-7 минут в электролите, содержащем 30 карбамида, 15 соды и 55 воды, а закалку проводят в потоке охлажденного электролита.
МПК / Метки
МПК: C23C 8/32
Метки: поверхностного, упрочнения, стали, слоя, конструкционной, деталей, способ
Код ссылки
<a href="https://kz.patents.su/4-ip29976-sposob-uprochneniya-poverhnostnogo-sloya-detalejj-iz-konstrukcionnojj-stali.html" rel="bookmark" title="База патентов Казахстана">Способ упрочнения поверхностного слоя деталей из конструкционной стали</a>
Способ поверхностного упрочнения стальных деталей
Номер инновационного патента: 27058
Опубликовано: 14.06.2013
Авторы: Рахадилов Бауыржан Корабаевич, Скаков Мажын Канапинович
Метки: упрочнения, деталей, поверхностного, способ, стальных
Формула / Реферат:
Изобретение относится к химико-термической обработке стальных деталей и может найти применение в машиностроении, приборостроении и других областях техники. Задача, решаемая изобретением, заключается в улучшении технических характеристик упрочняемого изделия, повышении производительности и качества упрочняющей обработки с одновременным снижением затрат на ее осуществление. Технический результат, от использования изобретения, заключается в...
Способ обработки деталей из легированной стали
Номер инновационного патента: 26920
Опубликовано: 15.05.2013
Авторы: Журерова Лайла Гылыммедденовна, Скаков Мажын Канапинович
МПК: C23C 8/32
Метки: стали, способ, деталей, обработки, легированной
Формула / Реферат:
Изобретение относится к химико-термической обработке стальных изделий и может быть использовано для упрочнения деталей машин из легированных сталей, работающих в условиях повышенного износа. Задача, решаемая изобретением, заключается в повышении качества упрочняющей обработки с одновременным снижением затрат на ее осуществление. Технический результат, от использования изобретения, заключается в снижении трудоемкости процесса упрочнения за счет...
Способ электролитно-плазменной цементации деталей из нержавеющей стали
Номер инновационного патента: 27171
Опубликовано: 15.07.2013
Авторы: Курбанбеков Шерзод Рустамбекович, Скаков Мажын Канапинович, Заманбекұлы Еркін
МПК: C23C 8/22
Метки: электролитно-плазменной, цементации, стали, нержавеющей, деталей, способ
Формула / Реферат:
Изобретение относится к металлургии, а именно к химико-термической обработке деталей из нержавеющих сталей, и может быть использовано для упрочнения поверхности деталей, работающих в условиях трения и износа.Задача, решаемая изобретением, заключается в повышении прочности поверхностных слоев и износостойкости деталей из нержавеющей стали.Технический результат, от использования изобретения, заключается в улучшении эксплуатационных характеристик...
Способ электролитно-плазменного упрочнения деталей бурового долота
Номер инновационного патента: 23178
Опубликовано: 15.11.2010
Авторы: Кылышканов Манарбек Калымович, Погребняк Александр Дмитриевич, Комбаев Куат Курганович
Метки: долота, электролитно-плазменного, способ, деталей, упрочнения, бурового
Формула / Реферат:
Изобретение относится к области машиностроения и может быть использовано при изготовлении деталей бурового инструмента. Задача, решаемая изобретением, заключается в упрощении процесса упрочнения, улучшении технических характеристик упрочняемого изделия. Технический результат изобретения заключается в повышении износостойкости рабочих поверхностей обрабатываемых деталей (твердость достигает до 64 HRC, а сердцевина остается более пластичной и...
Способ электролитно-плазменного упрочнения деталей и устройство для его осуществления
Номер инновационного патента: 27501
Опубликовано: 15.10.2013
Авторы: Рахадилов Бауыржан Корабаевич, Журерова Лайла Гылыммедденовна, Скаков Мажын Канапинович, Уазырханова Гулжаз Кенесхановна, Баятанова Ляйла Болаткановна, Жилкашинова Альмира Михайловна, Сапатаев Ержан Ернатулы, Курбанбеков Шерзод Рустамбекович
МПК: C25F 7/00, C25F 3/16, C25F 1/00...
Метки: электролитно-плазменного, устройство, осуществления, способ, упрочнения, деталей
Формула / Реферат:
Изобретение относится к области плазменной обработки изделий, в частности к способам и устройствам электролитно-плазменной обработки для плазменного упрочнения деталей. Задача, решаемая изобретением, заключается в упрощении обработки детали по заданным параметрам с одновременным снижением затрат на ее осуществление. Технический результат, от использования изобретения, заключается в формировании модифицированных слоев, обеспечивающих повышение...
Предыдущий патент: Сплав “Stomet – 3 KZ” для ортопедической стоматологии
Следующий патент: Система катодной защиты элементов опор участков высоковольтных линий электропередач
Случайный патент: Иммуногенная TLP композиция