Способ поверхностного упрочнения стальных деталей
Номер инновационного патента: 27058
Опубликовано: 14.06.2013
Авторы: Скаков Мажын Канапинович, Рахадилов Бауыржан Корабаевич
Формула / Реферат
Изобретение относится к химико-термической обработке стальных деталей и может найти применение в машиностроении, приборостроении и других областях техники. Задача, решаемая изобретением, заключается в улучшении технических характеристик упрочняемого изделия, повышении производительности и качества упрочняющей обработки с одновременным снижением затрат на ее осуществление. Технический результат, от использования изобретения, заключается в повышении технических характеристик деталей путем получения равномерной глубины диффузионного слоя и микротвердости и снижении энергоемкости, трудоемкости процесса. Предложен способ поверхностного упрочнения стальных деталей, включающий химико-термическую обработку путем подачи на обрабатываемую часть детали струи электролита, содержащего насыщающий компонент, нагрева до температуры насыщения, выдержку и закалку, отличающийся тем, что, химико-термическую обработку осуществляют в катодном режиме двухступенчатым электролитным нагревом: на первой ступени при напряжении 320 В, на второй - 180 В, при этом обрабатываемую часть детали погружают в электролит на глубину 5-8 мм с одновременной подачей струи электролита на обрабатываемую зону детали.
Текст
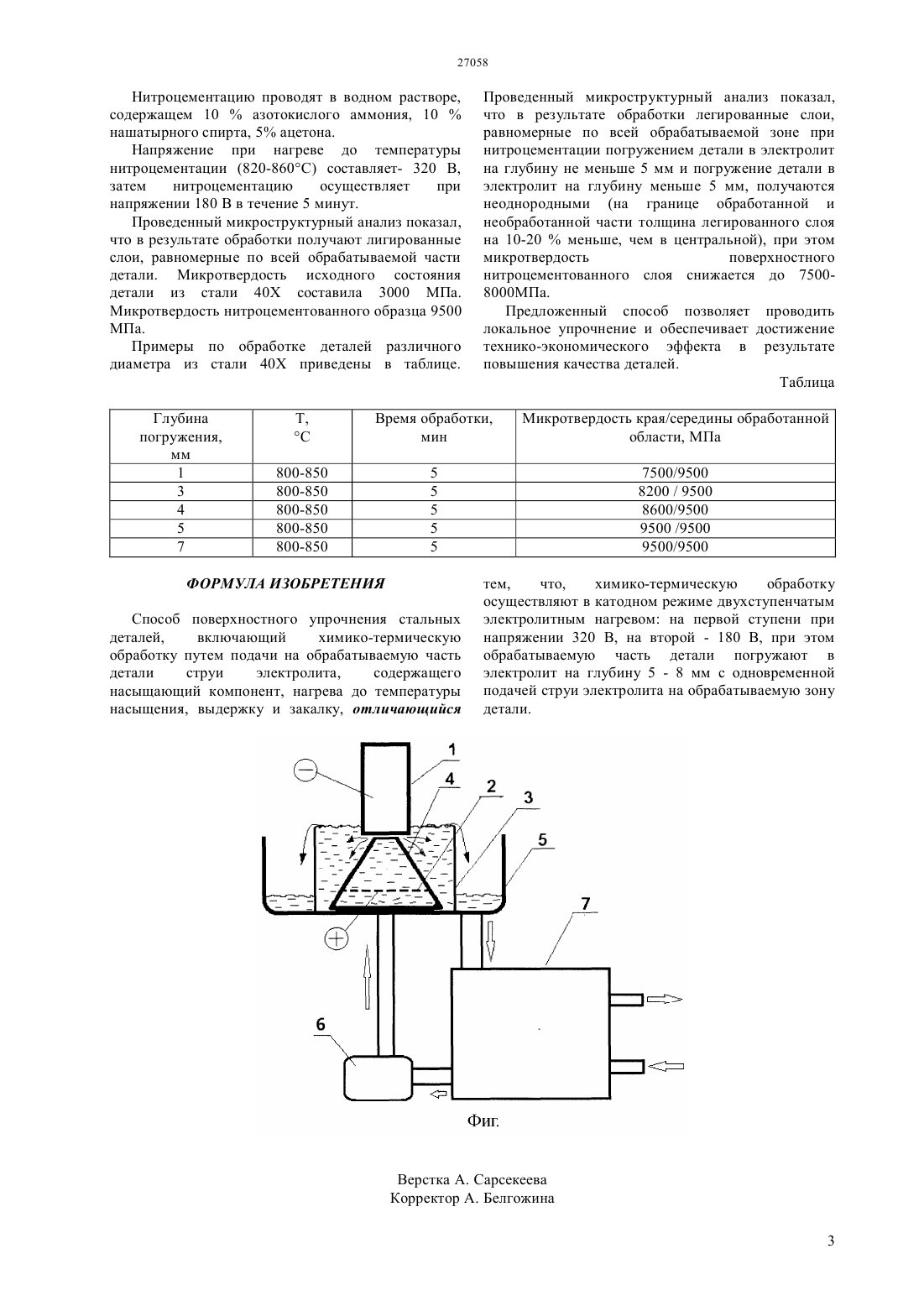
(51) 23 8/22 (2006.01) 21 1/06 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ упрочняющей обработки с одновременным снижением затрат на ее осуществление. Технический результат,от использования изобретения, заключается в повышении технических характеристик деталей путем получения равномерной глубины диффузионного слоя и микротвердости и снижении энергоемкости,трудоемкости процесса. Предложен способ поверхностного упрочнения стальных деталей,включающий химико-термическую обработку путем подачи на обрабатываемую часть детали струи электролита, содержащего насыщающий компонент,нагрева до температуры насыщения, выдержку и закалку, отличающийся тем, что, химикотермическую обработку осуществляют в катодном режиме двухступенчатым электролитным нагревом на первой ступени при напряжении 320 В, на второй- 180 В, при этом обрабатываемую часть детали погружают в электролит на глубину 5-8 мм с одновременной подачей струи электролита на обрабатываемую зону детали.(72) Скаков Мажын Канапинович Рахадилов Бауыржан Корабаевич(73) Республиканское государственное казенное предприятие Восточно-Казахстанский государственный технический университет им. Д.Серикбаева Министерства образования и науки Республики Казахстан(54) СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ(57) Изобретение относится к химико-термической обработке стальных деталей и может найти применение в машиностроении, приборостроении и других областях техники. Задача, решаемая изобретением,заключается в улучшении технических характеристик упрочняемого изделия,повышении производительности и качества Изобретение относится к химико-термической обработке стальных деталей и может найти применение в машиностроении, приборостроении и других областях техники. Известен способ поверхностного упрочнения стальных деталей,включающей химикотермическую обработку при электролитном нагреве(см. Лазаренко Б.Р. и др. Химико-термическая обработка металлов электрическим током в электролите при анодном процессе. Новое в электрической размерной обработке металлов. Кишинев, Штиинца, 1972, с.198-199.). Недостатком этого способа является сложность осуществления локальной химико-термической обработки стальных деталей, ограниченность упрочненного участка, а также низкие качества упрочненного слоя. При этом нагретый участок детали, не соприкасающийся со струей электролита,окисляется на воздухе, и чем больше он находится на воздухе, тем больше толщина окисной пленки,затрудняющей диффузионные процессы. Наиболее близким предложенному по технической сущности и достигаемому результату является способ поверхностного упрочнения стальных деталей,включающий химикотермическую обработку пулем подачи на обрабатываемую часть детали струи электролита,содержащего насыщающий компонент, нагрева до температуры насыщения, выдержку и закалку струей раствора. При этом в начале выдержки осуществляют вращение детали с линейной скоростью (2-5)10-3 м/с, а в конце со скоростью (1024)10-3 м/с. (см. Патент РФ 1129269, кл. С 23 С 9/10, оп. 1984 г). Недостатком данного способа является низкая производительность и качество упрочняющей обработки, а также высокая энергоемкость и трудоемкость процесса упрочнения. Задача, решаемая изобретением, заключается в улучшении технических характеристик упрочняемого изделия,повышении производительности и качества упрочняющей обработки с одновременным снижением затрат на ее осуществление. Технический результат, от использования изобретения, заключается в повышении технических характеристик деталей путем получения равномерной глубины диффузионного слоя и микротвердости и снижении энергоемкости,трудоемкости процесса. Сущность изобретения заключается в следующем предложен способ поверхностного упрочнения стальных деталей, включающий химико-термическую обработку путем подачи на обрабатываемую часть детали струи электролита,содержащего насыщающий компонент, нагрева до температуры насыщения, выдержку и закалку,отличающийся тем, что, химико-термическую обработку осуществляют в катодном режиме двухступенчатым электролитным нагревом на первой ступени при напряжении 320 В, на второй 180 В, при этом обрабатываемую часть детали погружают в электролит на глубину 5-8 мм с 2 одновременной подачей струи электролита на обрабатываемую зону детали. На фигуре схематически приведен технический процесс упрочнения стальных деталей, где изображены упрочняемая деталь (катод) 1, анод из нержавеющей стали 2, рабочая камера - ванна 3 с электролитом,внутри которой расположена конусообразная направляющая перегородка - сопло 4 для зонной обработки, поддон 5, насос 6,теплообменник 7. Стрелками показаны направления движения электролита и воды в теплообменнике. После рабочей камеры электролит поступает в поддон 3, представляющий собой наружную камеру,диаметром 400 мм и высотой 100 мм. Подача обрабатываемой части детали под струю электролита, выходящую из сопла, осуществлялась с помощью шестеренчатой передачи. Скорость подачи электролита (расход) составляла 4 л/мин. Скорость подачи охлаждающей проточной воды в теплообменник составляла 6 л/мин. Принятые параметры охлаждения электролита позволяли ограничить температуру его разогрева в пределах 30-40 С при нагреве образцов до температуры 820860 С. Сопло 4, расположенное внутри ванны,представляет собой конусообразный сосуд с верхним диаметром 25 мм, нижним диаметром 150 мм и высотой 100 мм с переливом электролита через край. Внутри сопла 4 расположен анод из нержавеющей стали 12 Х 18 Н 10 Т с отверстиями для подачи электролита. Изобретение осуществляется следующим образом обрабатываемая часть детали подается в рабочую камеру-ванну 3, в струю электролита,выходящую из сопла 4. Электролит, содержащий насыщающий компонент из теплообменника 7 подается насосом 6 в сопло 4, а потом поступает на обрабатываемый участок детали, а использованный электролит подается в рабочую камеру - ванну 3. Из рабочей камеры-ванны 3 использованный электролит обратно подается в теплообменник 7. Упрочнение осуществляют в следующих режимах при нагреве - напряжение 320 В, сила тока 13540 А, при выдержке в течение 5-10 минут напряжение 180 В, сила тока 120-25 А. Катод(упрочняемая деталь) подается в струю электролита,с погружением в слой электролита на глубину 58 мм. Расстояние между упрочняемой детальюкатодом 1 и анодом 2 - 50-60 мм. Нагрев инструмента до температуры насыщения осуществляют в высоковольтном режиме. При высоковольтном режиме 260-320 В деталь нагревается с появлением на поверхности детали парогазовой оболочки дуговыми разрядами. Выдержку при температуре насыщения осуществляют в низковольтном режиме 160-190 В с появлением на поверхности детали парогазовой оболочки тлеющего разряда, а последующую закалку осуществляют в потоке охлажденного электролита. Пример. Обрабатывают вал из стали 40 Х диаметром 35 мм и длиной 80 мм. Упрочнению подвергают его центральную часть диаметром 25 мм. Нитроцементацию проводят в водном растворе,содержащем 10 азотокислого аммония, 10 нашатырного спирта, 5 ацетона. Напряжение при нагреве до температуры нитроцементации (820-860 С) составляет- 320 В,затем нитроцементацию осуществляет при напряжении 180 В в течение 5 минут. Проведенный микроструктурный анализ показал,что в результате обработки получают лигированные слои, равномерные по всей обрабатываемой части детали. Микротвердость исходного состояния детали из стали 40 Х составила 3000 МПа. Микротвердость нитроцементованного образца 9500 МПа. Примеры по обработке деталей различного диаметра из стали 40 Х приведены в таблице. Глубина погружения,мм 1 3 4 5 7 Проведенный микроструктурный анализ показал,что в результате обработки легированные слои,равномерные по всей обрабатываемой зоне при нитроцементации погружением детали в электролит на глубину не меньше 5 мм и погружение детали в электролит на глубину меньше 5 мм, получаются неоднородными (на границе обработанной и необработанной части толщина легированного слоя на 10-20 меньше, чем в центральной), при этом микротвердость поверхностного нитроцементованного слоя снижается до 75008000 МПа. Предложенный способ позволяет проводить локальное упрочнение и обеспечивает достижение технико-экономического эффекта в результате повышения качества деталей. Таблица ФОРМУЛА ИЗОБРЕТЕНИЯ Способ поверхностного упрочнения стальных деталей,включающий химико-термическую обработку путем подачи на обрабатываемую часть детали струи электролита,содержащего насыщающий компонент, нагрева до температуры насыщения, выдержку и закалку, отличающийся тем,что,химико-термическую обработку осуществляют в катодном режиме двухступенчатым электролитным нагревом на первой ступени при напряжении 320 В, на второй - 180 В, при этом обрабатываемую часть детали погружают в электролит на глубину 5 - 8 мм с одновременной подачей струи электролита на обрабатываемую зону детали.
МПК / Метки
Метки: деталей, упрочнения, стальных, способ, поверхностного
Код ссылки
<a href="https://kz.patents.su/3-ip27058-sposob-poverhnostnogo-uprochneniya-stalnyh-detalejj.html" rel="bookmark" title="База патентов Казахстана">Способ поверхностного упрочнения стальных деталей</a>
Способ электролитно-плазменного упрочнения деталей бурового долота
Номер инновационного патента: 23178
Опубликовано: 15.11.2010
Авторы: Погребняк Александр Дмитриевич, Кылышканов Манарбек Калымович, Комбаев Куат Курганович
Метки: деталей, способ, долота, бурового, электролитно-плазменного, упрочнения
Формула / Реферат:
Изобретение относится к области машиностроения и может быть использовано при изготовлении деталей бурового инструмента. Задача, решаемая изобретением, заключается в упрощении процесса упрочнения, улучшении технических характеристик упрочняемого изделия. Технический результат изобретения заключается в повышении износостойкости рабочих поверхностей обрабатываемых деталей (твердость достигает до 64 HRC, а сердцевина остается более пластичной и...
Способ и устройство термомеханического упрочнения стальных колес
Номер инновационного патента: 24102
Опубликовано: 15.06.2011
Авторы: Суюндиков Мерхат Мадениевич, Сержанов Радул Идаятович, Быков Петр Олегович, Романов Николай Александрович, Нарбутин Бауыржан Мамыржанович, Богомолов Алексей Витальевич
МПК: C21D 9/34
Метки: способ, устройство, колес, стальных, упрочнения, термомеханического
Формула / Реферат:
Изобретение относится к металлургии и машиностроению и направлено на совершенствование термической обработки стальных колес.Техническим результатом изобретения является повышение механических свойств закаливаемого колеса, путем достижения эффекта термомеханической обработки, за счет обеспечения дополнительного прижатия колеса приводными роликами с помощью гидроцилиндров, при которой подавляется развитие рекристаллизационных процессов и создается...
Способ обработки деталей из легированной стали
Номер инновационного патента: 26920
Опубликовано: 15.05.2013
Авторы: Скаков Мажын Канапинович, Журерова Лайла Гылыммедденовна
МПК: C23C 8/32
Метки: стали, деталей, способ, легированной, обработки
Формула / Реферат:
Изобретение относится к химико-термической обработке стальных изделий и может быть использовано для упрочнения деталей машин из легированных сталей, работающих в условиях повышенного износа. Задача, решаемая изобретением, заключается в повышении качества упрочняющей обработки с одновременным снижением затрат на ее осуществление. Технический результат, от использования изобретения, заключается в снижении трудоемкости процесса упрочнения за счет...
Способ упрочнения низкоуглеродистых сталей
Номер инновационного патента: 25668
Опубликовано: 16.04.2012
Авторы: Смирнов Вячеслав Викторович, Скаков Мажын Канапинович, Парунин Сергей Вячеславович, Сапатаев Ержан Ернатулы, Кылышканов Манарбек Калымович
МПК: C21D 1/78
Метки: способ, сталей, упрочнения, низкоуглеродистых
Формула / Реферат:
Изобретение относится к области машиностроения и может быть использовано при изготовлении деталей бурового инструмента. Задача, решаемая изобретением, заключается в снижении расхода электроэнергии. Технический результат от использования изобретения заключается в улучшении износостойкости рабочих поверхностей обрабатываемых деталей и снижение температуры нагрева. Сущность изобретения заключается в следующем. Предложен способ упрочнения...
Способ упрочнения стальных изделий
Номер предварительного патента: 9840
Опубликовано: 15.01.2001
Авторы: Кульсеитов Женис Оразханович, Погребняк Александр Дмитриевич, Валяев Александр Никифорович, Тулебаев Алмас Кашкенович, Купчишин Анатолий Иванович, Кылышканов Манарбек Калымович, Валяев Алексей Александрович, Михалев Александр Дмитриевич, Плотников Сергей Викторович
МПК: C21D 1/09, C23C 10/60
Метки: стальных, способ, упрочнения, изделий
Формула / Реферат:
Изобретение относится к радиационной обработке инструментальных и конструкционных сталей и изделий из них высокоинтенсивными потоками энергии. Оно может быть использовано при производстве режущего и штампового инструмента в машиностроении, получении металлических материалов для конструкций, работающих при повышенных механических нагрузках в химической и металлургической промышленности, ядерной энергетике и других производствах.Технический...
Предыдущий патент: Способ газопламенного напыления металлических порошков и устройство для его осуществления
Следующий патент: Рабочий орган для разрушения льда на автодорогах
Случайный патент: Способ профилактики, облегчения и/или лечения ВИЧ-ассоциированной диареи