Способ восстановления посадочных мест под подшипники
Номер инновационного патента: 28908
Опубликовано: 15.09.2014
Авторы: Киселев Александр Леонидович, Конкин Вячеслав Александрович, Киселев Леонид Александрович
Формула / Реферат
РЕФЕРАТ
ИЗОБРЕТЕНИЕ ОТНОСИТСЯ К ОБЛАСТИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ,ПРЕИМУЩЕСТВЕННО К ВОССТАНОВЛЕНИЮ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ПОСАДОЧНЫХ МЕСТ И МОЖЕТ БЫТЬ ИСПОЛЬЗОВАНО В МАШИНОСТРОЕНИИ И ДРУГИХ ОБЛАСТЯХ ПРОМЫШЛЕННОСТИ, В ЧАСТНОСТИ НА РЕМОНТНЫХ ЗАВОДАХ.
ТЕХНИЧЕСКИМ РЕЗУЛЬТАТОМ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ ЯВЛЯЕТСЯ СНИЖЕНИЕ СЕБЕСТОИМОСТИ ВОССТАНОВЛЕНИЯ И ПОВЫШЕНИЯ КАЧЕСТВАП ВОССТАНАВЛИВАЕМЫХ ПОВЕРХНОСТЕЙ, А ТАКЖЕ УПРОЩЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ОСНАЩЕННОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ.
ТЕХНИЧЕСКИЙ РЕЗУЛЬТАТ ДОСТИГАЕТСЯ ТЕМ, ЧТО ПРЕДВАРИТЕЛЬНО ПЕРЕД ВОССТАНОВЛЕНИЕМ НА СТЫКУЕМЫХ ПОВЕРХНОСТЯХ ОСНОВАНИЯ И КРЫШКИ СНИМАЮТ СЛОИ МЕТАЛЛА ПОЗВОЛЯЮЩИМИ В ПРОЦЕССЕ СБОРКИ И ПОСЛЕДУЮЩЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ОБЕСПЕЧИТЬ ИХ НОРМАТИВНЫЙ ГЕОМЕТРИЧЕСКИЙ РАЗМЕР ПОД ПОДШИПНИКИ С ВОЗМОЖНОСТЬЮ ИСКЛЮЧЕНИЯ ЧЕРНОТЫ В ЗОНЕ РАЗЪЕМА ОСНОВАНИЯ И КРЫШКИ В ПРОЦЕССЕ ФИНИШНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НАНОСЯТ ПО ЭТОЙ ЗОНЕ ПОКРЫТИЕ ИЛИ УСТАНАВЛИВАЮТ И ЖЕСТКО ЗАКРЕПЛЯЮТ ПЛАСТИНЫ.
Текст
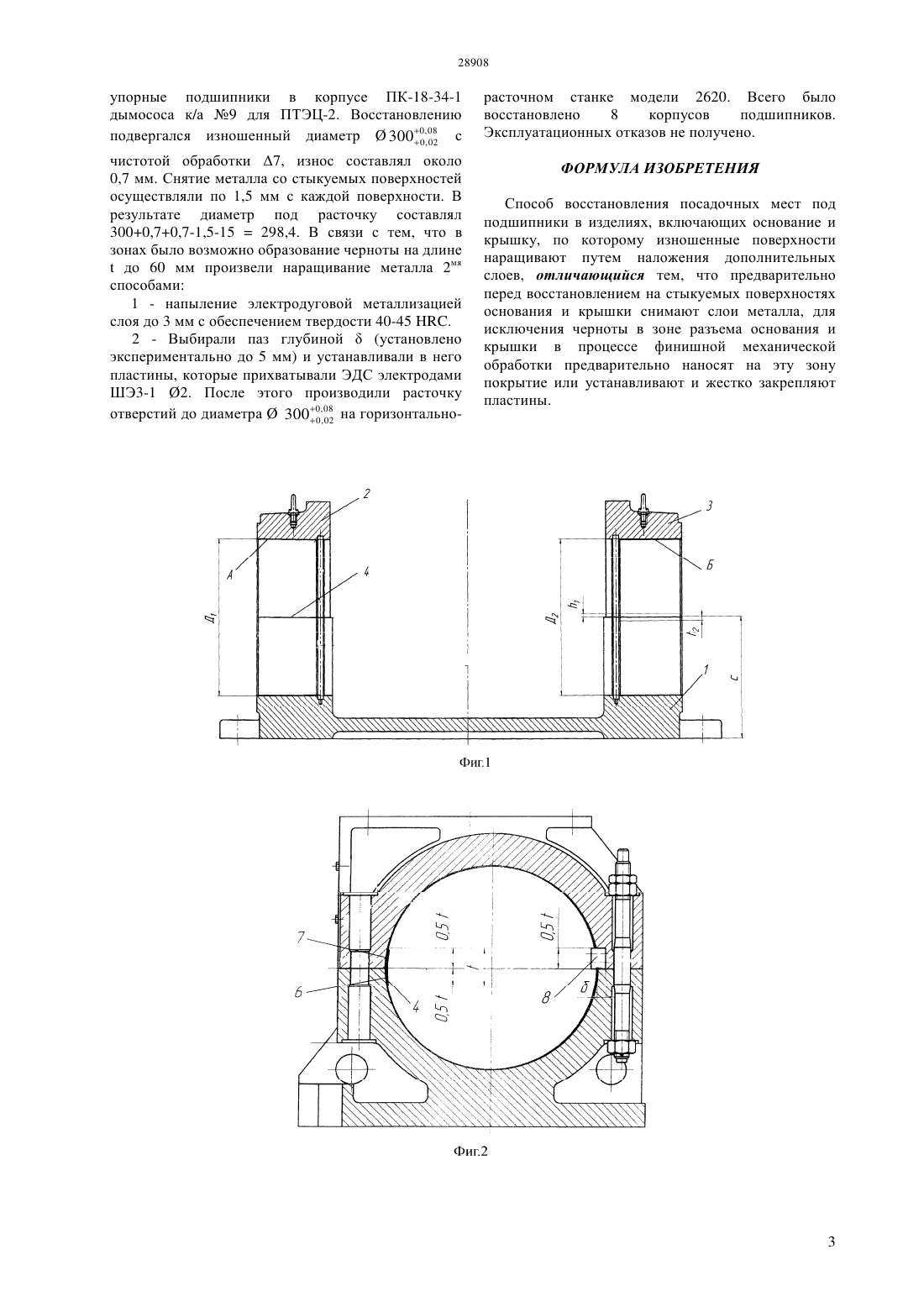
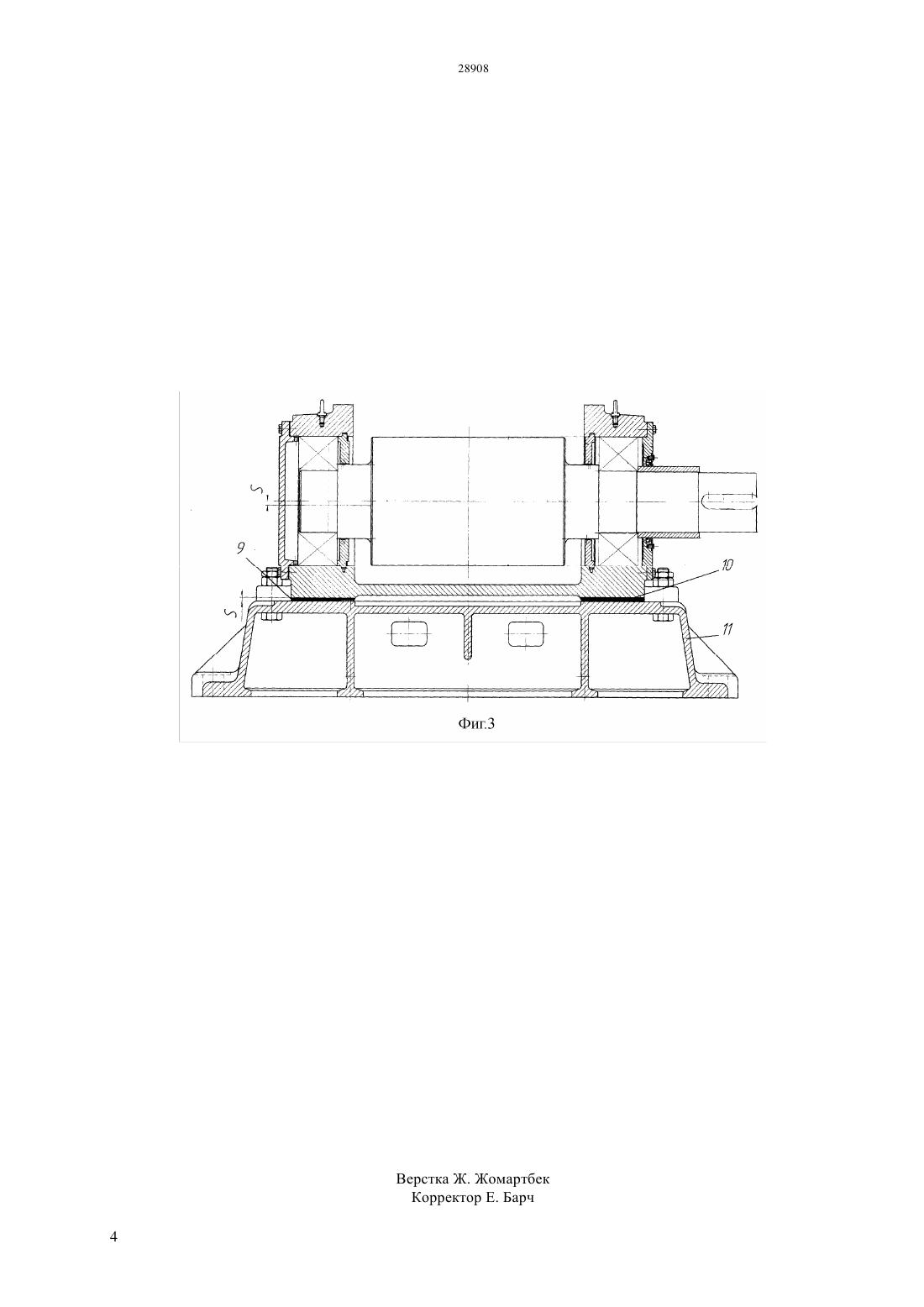
(51) 23 9/04 (2006.01) 23 6/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ Техническим результатом настоящего изобретения является снижение себестоимости восстановления и повышения качества восстанавливаемых поверхностей,а также упрощение технологического процесса и оснащенности механической обработки. Технический результат достигается тем, что предварительно перед восстановлением на стыкуемых поверхностях основания и крышки снимают слои металла дозволяющими в процессе сборки и последующей механической обработки посадочных мест обеспечить их нормативный геометрический размер под подшипники с возможностью исключения черноты в зоне разъема основания и крышки в процессе финишной механической обработки наносят по этой зоне покрытие или устанавливают и жестко закрепляют пластины.(72) Киселев Леонид Александрович Киселев Александр Леонидович Конкин Вячеслав Александрович(54) СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНЫХ МЕСТ ПОД ПОДШИПНИКИ(57) Изобретение относится к области ремонтновосстановительных работ, преимущественно к восстановлению геометрических размеров посадочных мест и может быть использовано в машиностроении и других областях промышленности, в частности на ремонтных заводах. Изобретение относится к области ремонтновосстановительных работ, преимущественно к восстановлению геометрических размеров посадочных мест под подшипники и может быть использовано в машиностроении и других областях промышленности в частности на ремонтных заводах. Известен способ ремонта и восстановления изношенных деталей методом наплавки и последующей их механической обработкой (Ремонт и восстановление изношенных деталей методом наплавки // ПРОМЫШЛЕННЫЙ КАЗАХСТАН,2010, 10) По известному способу восстановление изношенных поверхностей деталей осуществляют путем наплавки поверхностей до заданных размеров с учетом припуска на механическую обработку. В зависимости от типа материала деталей их подвергают предварительному нагреву и соответственно последующей термообработке с возможностью снятия остаточных напряжений и твердости для обеспечения условий для финишной обработки поверхности. Основным недостатком известного способа является сложность технологического процесса при восстановлении деталей из чугунных заготовок. Кроме того,обработка деталей после наплавки механическим способом требует специального инструмента и оснастки, что связанно со значительными затратами,ведущими к повышению себестоимости изделий. Известен также способ восстановления сваркой крупногабаритных деталей без предварительного нагрева и последующей термообработки (см. разработки ООО Надежность Плюс - раздел технология наплавки отверстий. -,. 12.11.2013) Недостатком известного способа восстановления деталей являются присущие недостатки вышеприведенному способу, кроме того по известному способу невозможно произвести мехобработку восстанавливаемых отверстий за одну установку. Переналадка изделия при мехобработке отверстий не позволяет гарантировать высокую точность обеспечения соосности отверстий. Прототипом настоящего изобретения является способ восстановления и изготовления изделий,изложенный в технологическом проекте по изготовлению, восстановлению и упрочнению внутренних рабочих поверхностей изделий(Киселев Л.А.,Савинкин В.В. СПОСОБ ВОССТАНОВЛЕНИЯ И ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ .// Вестник СибАди, 2009, 2 (1 2). ОМСК, ОМСКИЙ АВТОДОРОЖНЫЙ ИНСТИТУТ,2007 г.). Существенным недостатком известного способа является сложность напыления слоев в связи с высокой, как правило, твердостью покрытия. Кроме того процесс восстановления требует сложной оснащенности как при напылении, так и при механической обработке нарощенных слоев. Техническим результатом настоящего изобретения является снижение себестоимости восстановления и повышение качества восстанавливаемых поверхностей,а также 2 упрощение технологического процесса,и оснащенности механической обработки. Технический результат предлагаемого решения достигается тем, что предварительно перед восстановлением на стыкуемых поверхностях основания и крышки снимают слои металла,позволяющими в процессе сборки и последующей механической обработки посадочных мест обеспечить их нормативный геометрический размер под подшипники, при этом с возможностью исключения черноты в зоне разъема основания и крышки в процессе финишной механической обработки наносят по этой зоне покрытие или по крайне мере устанавливают и жестко закрепляют пластины. Сущность изобретения поясняется чертежами. На фиг.1 представлен общий вид изделий, в котором восстанавливают посадочные места под подшипники. На фиг.2 представлена схема и последовательность восстановления посадочных мест. На фиг.3 представлен вид изделия в сборе. Способ восстановления посадочных мест под подшипники по настоящему изобретению осуществляется следующим образом. В изделии,состоящем из основания 1 и крышек 2 и 3 (см. фиг.1) когда изношены в процессе эксплуатации поверхности А и Б, т.е. диаметры Д 1 и Д 2 становятся заниженными и соответственно подшипники устанавливают при их замене с прослаблением. Для обеспечения натяга или переходной посадки при установке подшипников по месту их установки с целью создания припуска под мех. обработку осуществляют в зоне стыковки крышек 2,3 и основания 1 снятие определенного слоя металлаи Д 2, позволяющего в процессе последующей сборки и механической обработки посадочных мест обеспечить нормативный геометрический размер диаметров соответственно Д 1 и Д 2 под подшипники. Ввиду того, что при снятии слоеви 2 при сборке крышек 2,3 с основанием 1 диаметры Д 1 и Д 2 получают неправильную форму, причем диаметры в апогее С получают заниженные размеры, а по плоскости разъема наоборот, после снятия слоев 1 и 2 и после сборки крышек 2,3 с основанием производят расточку отверстий для обеспечения нормативных размеров диаметров Д 1 и Д 2. Однако, в плоскостях разъема по диаметрам Д 1 и Д 2 припуска на обработку становится в основном недостаточно для исключения черноты. При обработке эти места наращивают путем напыления и наплавки соответственно слоев 6,7 или путем установки пластины 8. После этого осуществляют финишную обработку для получения требуемых значений диаметров Д 1 и Д 2. В связи с тем, что после окончательной мех. обработки центр (ось) отверстий смещается на величинуравную слоюснятого металла с основания 1 то изготавливают и устанавливают регулируемые прокладки 9, 10 между основанием 1 и остовом 11 изделия. Величину толщины прокладки задают равной толщине металла снятого с основания 1. По предложенному способу подвергали восстановлению посадочные места под опорно 28908 упорные подшипники в корпусе ПК-18-34-1 дымососа к/а 9 для ПТЭЦ-2. Восстановлению подвергался изношенный диаметр 300008 с 0 02 чистотой обработки 7, износ составлял около 0,7 мм. Снятие металла со стыкуемых поверхностей осуществляли по 1,5 мм с каждой поверхности. В результате диаметр под расточку составлял 3000,70,7-1,5-15298,4. В связи с тем, что в зонах было возможно образование черноты на длинедо 60 мм произвели наращивание металла 2 мя способами 1 - напыление электродуговой металлизацией слоя до 3 мм с обеспечением твердости 40-45 . 2 - Выбирали паз глубиной(установлено экспериментально до 5 мм) и устанавливали в него пластины, которые прихватывали ЭДС электродами ШЭ 3-1 2. После этого производили расточку отверстий до диаметра 300008 на горизонтально 0 02 расточном станке модели 2620. Всего было восстановлено 8 корпусов подшипников. Эксплуатационных отказов не получено. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ восстановления посадочных мест под подшипники в изделиях, включающих основание и крышку, по которому изношенные поверхности наращивают путем наложения дополнительных слоев, отличающийся тем, что предварительно перед восстановлением на стыкуемых поверхностях основания и крышки снимают слои металла, для исключения черноты в зоне разъема основания и крышки в процессе финишной механической обработки предварительно наносят на эту зону покрытие или устанавливают и жестко закрепляют пластины.
МПК / Метки
Метки: способ, восстановления, мест, посадочных, подшипники
Код ссылки
<a href="https://kz.patents.su/4-ip28908-sposob-vosstanovleniya-posadochnyh-mest-pod-podshipniki.html" rel="bookmark" title="База патентов Казахстана">Способ восстановления посадочных мест под подшипники</a>
Предыдущий патент: Способ получения изделий из порошка бериллия
Следующий патент: Способ контроля герметичности системы питания дизельного двигателя топливом и воздухом и устройство для его осуществления
Случайный патент: Фильтровальная установка для очистки воды