Наплавочный сплав для газотермического нанесения и способ его получения
Номер инновационного патента: 27499
Опубликовано: 15.10.2013
Авторы: Сулейменов Эсен Нургалиевич, Шилов Геннадий Тимофеевич, Миронов Владимир Георгиевич, Бейсембетов Искандер Калыбекович, Кенжалиев Багдаулет Кенжалиевич
Формула / Реферат
Изобретение относится к металлургии, в частности к созданию материалов для наплавочных покрытий и может быть использовано для восстановления изношенных поверхностей деталей машин и механизмов методом газопорошковой наплавки.
Предлагается наплавочный сплав для газотермической наплавки, включающий железо, никель, хром, медь, ванадий, кремний, бор, углерод, титан, марганец и вольфрам. Способ приготовления наплавочного сплава включает подготовку шихты, приготовление из нее сплава путем механо-химического взаимодействия компонентов шихты, его диспергирование и рассев по фракциям, в грануляторе с добавлением органического связующего.
Текст
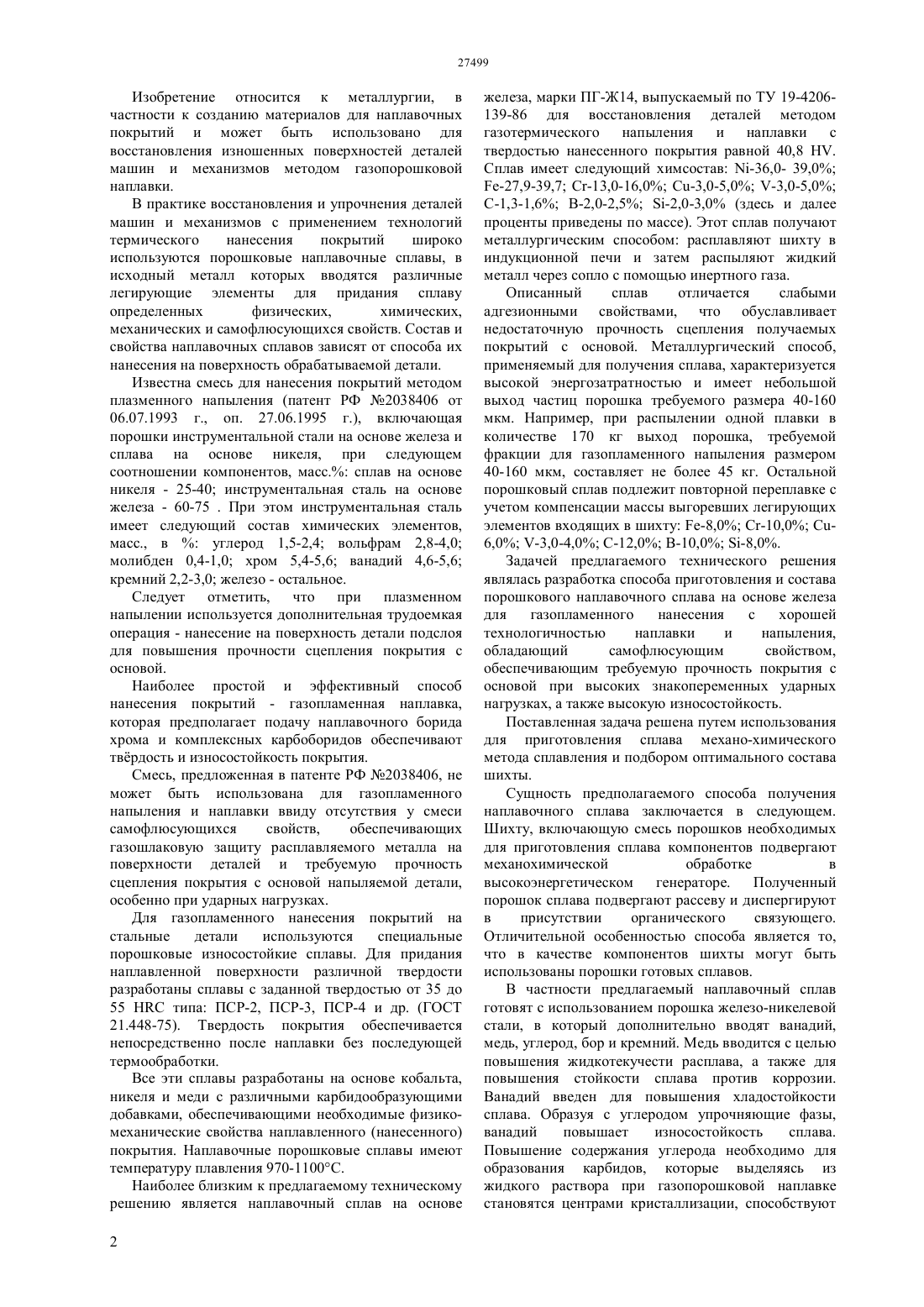
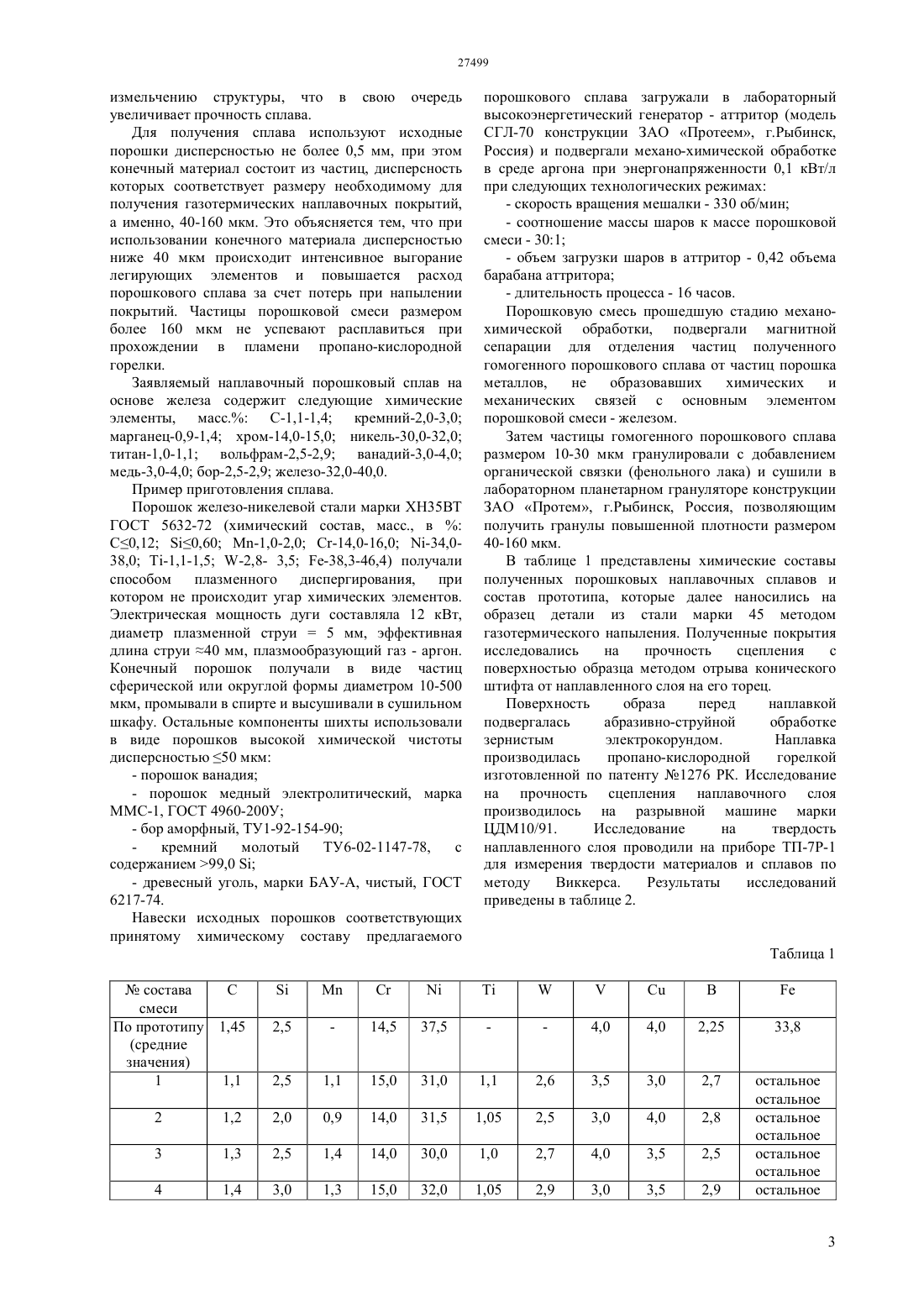
(51) 22 33/02 (2006.01) 22 1/00 (2006.01) 23 4/08 (2006.01) 22 38/08 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ покрытий и может быть использовано для восстановления изношенных поверхностей деталей машин и механизмов методом газопорошковой наплавки. Предлагается наплавочный сплав для газотермической наплавки, включающий железо,никель, хром, медь, ванадий, кремний, бор, углерод,титан, марганец и вольфрам. Способ приготовления наплавочного сплава включает подготовку шихты,приготовление из нее сплава путем механохимического взаимодействия компонентов шихты,его диспергирование и рассев по фракциям, в грануляторе с добавлением органического связующего.(72) Бейсембетов Искандер Калыбекович Кенжалиев Багдаулет Кенжалиевич Сулейменов Эсен Нургалиевич Миронов Владимир Георгиевич Шилов Геннадий Тимофеевич(73) Акционерное общество КазахстанскоБританский технический университет(56) Наплавочный сплав ПГ-Ж 14, выпускаемый по ТУ 19-4206-139-86(54) НАПЛАВОЧНЫЙ СПЛАВ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАНЕСЕНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ(57) Изобретение относится к металлургии, в частности к созданию материалов для наплавочных Изобретение относится к металлургии, в частности к созданию материалов для наплавочных покрытий и может быть использовано для восстановления изношенных поверхностей деталей машин и механизмов методом газопорошковой наплавки. В практике восстановления и упрочнения деталей машин и механизмов с применением технологий термического нанесения покрытий широко используются порошковые наплавочные сплавы, в исходный металл которых вводятся различные легирующие элементы для придания сплаву определенных физических,химических,механических и самофлюсующихся свойств. Состав и свойства наплавочных сплавов зависят от способа их нанесения на поверхность обрабатываемой детали. Известна смесь для нанесения покрытий методом плазменного напыления (патент РФ 2038406 от 06.07.1993 г., оп. 27.06.1995 г.), включающая порошки инструментальной стали на основе железа и сплава на основе никеля, при следующем соотношении компонентов, масс. сплав на основе никеля - 25-40 инструментальная сталь на основе железа - 60-75 . При этом инструментальная сталь имеет следующий состав химических элементов,масс., вуглерод 1,5-2,4 вольфрам 2,8-4,0 молибден 0,4-1,0 хром 5,4-5,6 ванадий 4,6-5,6 кремний 2,2-3,0 железо - остальное. Следует отметить, что при плазменном напылении используется дополнительная трудоемкая операция - нанесение на поверхность детали подслоя для повышения прочности сцепления покрытия с основой. Наиболее простой и эффективный способ нанесения покрытий - газопламенная наплавка,которая предполагает подачу наплавочного борида хрома и комплексных карбоборидов обеспечивают тврдость и износостойкость покрытия. Смесь, предложенная в патенте РФ 2038406, не может быть использована для газопламенного напыления и наплавки ввиду отсутствия у смеси самофлюсующихся свойств,обеспечивающих газошлаковую защиту расплавляемого металла на поверхности деталей и требуемую прочность сцепления покрытия с основой напыляемой детали,особенно при ударных нагрузках. Для газопламенного нанесения покрытий на стальные детали используются специальные порошковые износостойкие сплавы. Для придания наплавленной поверхности различной твердости разработаны сплавы с заданной твердостью от 35 до 55 типа ПСР-2, ПСР-3, ПСР-4 и др. (ГОСТ 21.448-75). Твердость покрытия обеспечивается непосредственно после наплавки без последующей термообработки. Все эти сплавы разработаны на основе кобальта,никеля и меди с различными карбидообразующими добавками, обеспечивающими необходимые физикомеханические свойства наплавленного (нанесенного) покрытия. Наплавочные порошковые сплавы имеют температуру плавления 970-1100 С. Наиболее близким к предлагаемому техническому решению является наплавочный сплав на основе 2 железа, марки ПГ-Ж 14, выпускаемый по ТУ 19-4206139-86 для восстановления деталей методом газотермического напыления и наплавки с твердостью нанесенного покрытия равной 40,8 . Сплав имеет следующий химсостав -36,0- 39,0-27,9-39,7 -13,0-16,0 -3,0-5,0 -3,0-5,0 С-1,3-1,6 В-2,0-2,5 -2,0-3,0 (здесь и далее проценты приведены по массе). Этот сплав получают металлургическим способом расплавляют шихту в индукционной печи и затем распыляют жидкий металл через сопло с помощью инертного газа. Описанный сплав отличается слабыми адгезионными свойствами, что обуславливает недостаточную прочность сцепления получаемых покрытий с основой. Металлургический способ,применяемый для получения сплава, характеризуется высокой энергозатратностью и имеет небольшой выход частиц порошка требуемого размера 40-160 мкм. Например, при распылении одной плавки в количестве 170 кг выход порошка, требуемой фракции для газопламенного напыления размером 40-160 мкм, составляет не более 45 кг. Остальной порошковый сплав подлежит повторной переплавке с учетом компенсации массы выгоревших легирующих элементов входящих в шихту -8,0 -10,0 6,0 -3,0-4,0 С-12,0 В-10,0 -8,0. Задачей предлагаемого технического решения являлась разработка способа приготовления и состава порошкового наплавочного сплава на основе железа для газопламенного нанесения с хорошей технологичностью наплавки и напыления,обладающий самофлюсующим свойством,обеспечивающим требуемую прочность покрытия с основой при высоких знакопеременных ударных нагрузках, а также высокую износостойкость. Поставленная задача решена путем использования для приготовления сплава механо-химического метода сплавления и подбором оптимального состава шихты. Сущность предполагаемого способа получения наплавочного сплава заключается в следующем. Шихту, включающую смесь порошков необходимых для приготовления сплава компонентов подвергают механохимической обработке в высокоэнергетическом генераторе. Полученный порошок сплава подвергают рассеву и диспергируют в присутствии органического связующего. Отличительной особенностью способа является то,что в качестве компонентов шихты могут быть использованы порошки готовых сплавов. В частности предлагаемый наплавочный сплав готовят с использованием порошка железо-никелевой стали, в который дополнительно вводят ванадий,медь, углерод, бор и кремний. Медь вводится с целью повышения жидкотекучести расплава, а также для повышения стойкости сплава против коррозии. Ванадий введен для повышения хладостойкости сплава. Образуя с углеродом упрочняющие фазы,ванадий повышает износостойкость сплава. Повышение содержания углерода необходимо для образования карбидов, которые выделяясь из жидкого раствора при газопорошковой наплавке становятся центрами кристаллизации, способствуют измельчению структуры, что в свою очередь увеличивает прочность сплава. Для получения сплава используют исходные порошки дисперсностью не более 0,5 мм, при этом конечный материал состоит из частиц, дисперсность которых соответствует размеру необходимому для получения газотермических наплавочных покрытий,а именно, 40-160 мкм. Это объясняется тем, что при использовании конечного материала дисперсностью ниже 40 мкм происходит интенсивное выгорание легирующих элементов и повышается расход порошкового сплава за счет потерь при напылении покрытий. Частицы порошковой смеси размером более 160 мкм не успевают расплавиться при прохождении в пламени пропано-кислородной горелки. Заявляемый наплавочный порошковый сплав на основе железа содержит следующие химические элементы, масс. С-1,1-1,4 кремний-2,0-3,0 марганец-0,9-1,4 хром-14,0-15,0 никель-30,0-32,0 титан-1,0-1,1 вольфрам-2,5-2,9 ванадий-3,0-4,0 медь-3,0-4,0 бор-2,5-2,9 железо-32,0-40,0. Пример приготовления сплава. Порошок железо-никелевой стали марки ХН 35 ВТ ГОСТ 5632-72 (химический состав, масс., вС 0,12 0,60 М-1,0-2,0 С-14,0-16,0 -34,038,0 -1,1-1,5 -2,8- 3,5 -38,3-46,4) получали способом плазменного диспергирования, при котором не происходит угар химических элементов. Электрическая мощность дуги составляла 12 кВт,диаметр плазменной струи 5 мм, эффективная длина струи 40 мм, плазмообразующий газ - аргон. Конечный порошок получали в виде частиц сферической или округлой формы диаметром 10-500 мкм, промывали в спирте и высушивали в сушильном шкафу. Остальные компоненты шихты использовали в виде порошков высокой химической чистоты дисперсностью 50 мкм- бор аморфный, ТУ 1-92-154-90 кремний молотый ТУ 6-02-1147-78,с содержанием 99,0- древесный уголь, марки БАУ-А, чистый, ГОСТ 6217-74. Навески исходных порошков соответствующих принятому химическому составу предлагаемого порошкового сплава загружали в лабораторный высокоэнергетический генератор - аттритор (модель СГЛ-70 конструкции ЗАО Протеем, г.Рыбинск,Россия) и подвергали механо-химической обработке в среде аргона при энергонапряженности 0,1 кВт/л при следующих технологических режимах- скорость вращения мешалки - 330 об/мин- соотношение массы шаров к массе порошковой смеси - 301- объем загрузки шаров в аттритор - 0,42 объема барабана аттритора- длительность процесса - 16 часов. Порошковую смесь прошедшую стадию механохимической обработки, подвергали магнитной сепарации для отделения частиц полученного гомогенного порошкового сплава от частиц порошка металлов,не образовавших химических и механических связей с основным элементом порошковой смеси - железом. Затем частицы гомогенного порошкового сплава размером 10-30 мкм гранулировали с добавлением органической связки (фенольного лака) и сушили в лабораторном планетарном грануляторе конструкции ЗАО Протем, г.Рыбинск, Россия, позволяющим получить гранулы повышенной плотности размером 40-160 мкм. В таблице 1 представлены химические составы полученных порошковых наплавочных сплавов и состав прототипа, которые далее наносились на образец детали из стали марки 45 методом газотермического напыления. Полученные покрытия исследовались на прочность сцепления с поверхностью образца методом отрыва конического штифта от наплавленного слоя на его торец. Поверхность образа перед наплавкой подвергалась абразивно-струйной обработке зернистым электрокорундом. Наплавка производилась пропано-кислородной горелкой изготовленной по патенту 1276 РК. Исследование на прочность сцепления наплавочного слоя производилось на разрывной машине марки ЦДМ 10/91. Исследование на твердость наплавленного слоя проводили на приборе ТП-7 Р-1 для измерения твердости материалов и сплавов по методу Виккерса. Результаты исследований приведены в таблице 2. Таблица 1 состава С смеси По прототипу 1,45 остальное остальное остальное остальное остальное остальное остальное Гранулы порошкового наплавочного сплава,попадая в пламя горелки, нагреваются до 1460 и выше и при ударе о поверхность наплавляемой детали привариваются к ней. При дальнейшем воздействии факела пламени оплавляются, образуя при остывании покрытие. Процесс газопорошковой наплавки стабилен,потери состава порошкового сплава находятся в пределах технологических требований. Поры,трещины и шлаковые включения на поверхности и в глубине наплавленного слоя отсутствуют. После наплавки материалу не требуется последующая термообработка для снятия напряжений и стабилизации структуры. Увеличение доли легирующих, флюсующих и упрочняющих элементов приводит к росту твердости, что обеспечивает стабильную износостойкость. Прочность сцепления наплавленного порошкового сплава высокая и обеспечивает работу соединений поверхностей узлов и деталей в условиях высоких ударных нагрузок,например,автосцепных устройствах подвижного состава железных дорог. Заявленный состав порошкового сплава был использован для реабилитации деталей автосцепных устройств при капитальном ремонте пассажирских вагонов. По результатам промышленных испытаний стойкость рабочих поверхностей большого и малого зубьев корпуса автосцепки и замка автосцепки обеспечивает эксплуатацию автосцепки до следующего деповского ремонта пассажирского вагона. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения наплавочного сплава для газотермической наплавки,включающий измельчение и перемешивание компонентов шихты,приготовление из нее сплава, его диспергирование и рассев по фракциям, отличающийся тем, что приготовление сплава осуществляют путем механохимического взаимодействия компонентов шихты,включающей порошки железо-никелевой стали,ванадия, меди, углерода, бора и кремния, а диспергирование осуществляют в грануляторе с использованием фенольного лака в качестве связующего. 2. Наплавочный сплав для газотермической наплавки, включающий железо, никель, хром, медь,ванадий, кремний, бор и углерод, отличающийся тем, что дополнительно содержит титан, марганец и вольфрам.
МПК / Метки
МПК: C23C 4/08, B22F 1/00, C22C 38/08, C22C 33/02
Метки: получения, газотермического, способ, сплав, нанесения, наплавочный
Код ссылки
<a href="https://kz.patents.su/4-ip27499-naplavochnyjj-splav-dlya-gazotermicheskogo-naneseniya-i-sposob-ego-polucheniya.html" rel="bookmark" title="База патентов Казахстана">Наплавочный сплав для газотермического нанесения и способ его получения</a>
Предыдущий патент: Шихта для производства марганцевого агломерата
Следующий патент: Способ получения ингибитора коррозии металлов “жайк-пэпарм”
Случайный патент: Способ разработки наклонных рудных тел