Способ повышения стойкости футеровки высокотемпературных агрегатов и устройство для его осуществления
Номер инновационного патента: 24407
Опубликовано: 15.08.2011
Авторы: Никифоров Александр Степанович, Шипилов Павел Анатольевич, Приходько Евгений Валентинович, Кинжибекова Акмарал Кабиденовна
Формула / Реферат
Изобретение относится к области чёрной и цветной металлургии, в частности к повышению стойкости футеровки печей по выплавке и нагреву металла.
Техническим результатом изобретения является повышения стойкости футеровки высокотемпературных агрегатов вследствие автоматического контроля значения силы тока.
Это достигается тем, что в способе повышения стойкости футеровки высокотемпературных агрегатов, заключающемся в подаче электрического напряжения противоположной полярности относительно термоЭДС и величиной, численно равной, возникающей в футеровке, к токопроводящим и элементам, переключение групп токопроводящих элементов по толщине производится автоматически для предотвращения протекания в футеровке термоЭДС.
Устройство для повышения стойкости футеровки высокотемпературных агрегатов, содержащее токопроводящие элементы с клеммами и внешний источник постоянного тока, в котором предлагается использовать для автоматического переключения групп токопроводящих элементов по толщине блок контроля и переключения.
Текст
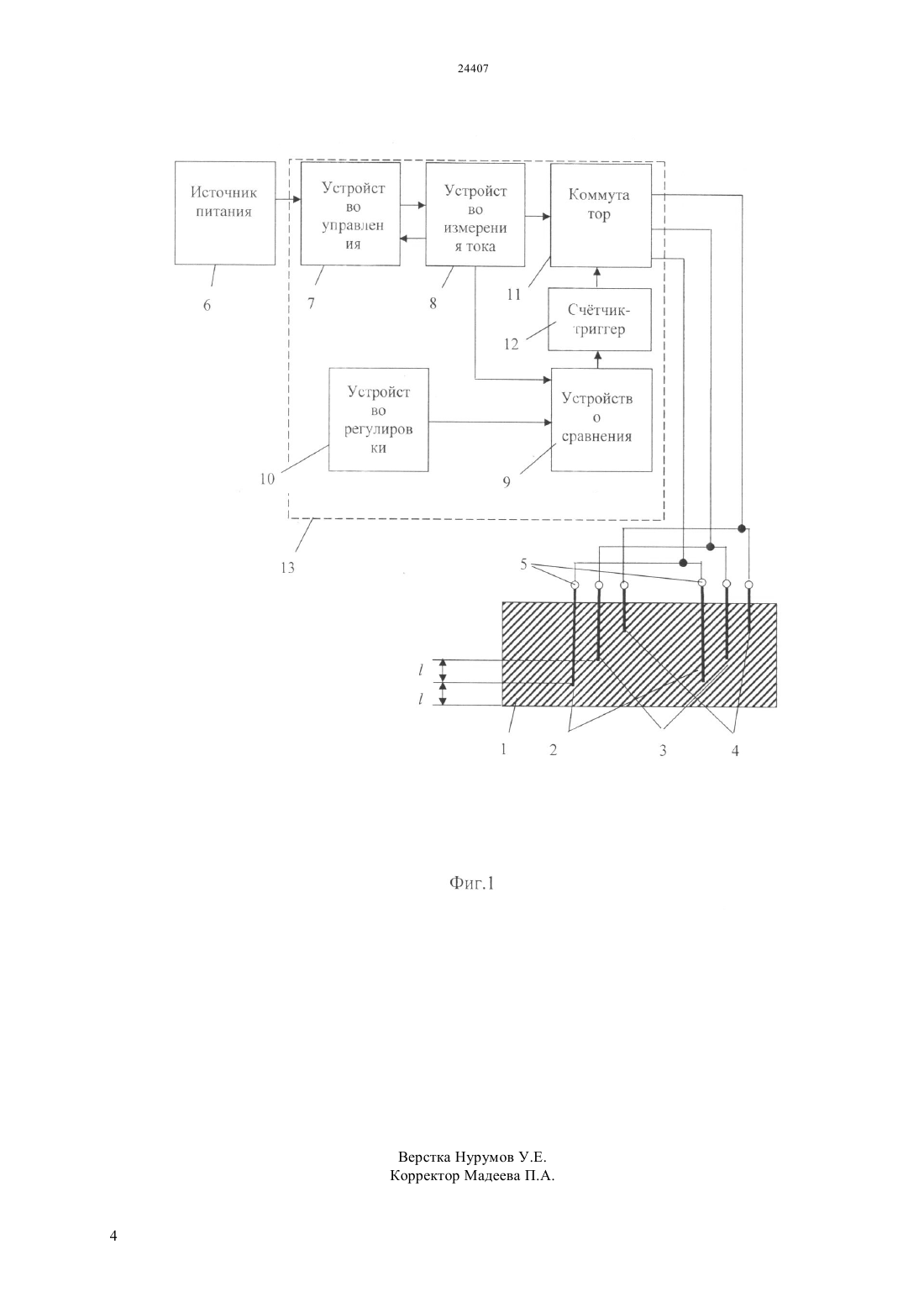
(51) 27 21/00 (2010.01) 27 21/04 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ высокотемпературных агрегатов вследствие автоматического контроля значения силы тока. Это достигается тем, что в способе повышения стойкости футеровки высокотемпературных агрегатов, заключающемся в подаче электрического напряжения противоположной полярности относительно термоЭДС и величиной, численно равной,возникающей в футеровке,к токопроводящим и элементам, переключение групп токопроводящих элементов по толщине производится автоматически для предотвращения протекания в футеровке термоЭДС. Устройство для повышения стойкости футеровки высокотемпературных агрегатов,содержащее токопроводящие элементы с клеммами и внешний источник постоянного тока, в котором предлагается использовать для автоматического переключения групп токопроводящих элементов по толщине блок контроля и переключения.(72) Приходько Евгений Валентинович Шипилов Павел Анатольевич Никифоров Александр Степанович Кинжибекова Акмарал Кабиденовна(73) Товарищество с ограниченной ответственностью Инновационный Евразийский университет(54) СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ ФУТЕРОВКИ ВЫСОКОТЕМПЕРАТУРНЫХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Изобретение относится к области чрной и цветной металлургии, в частности к повышению стойкости футеровки печей по выплавке и нагреву металла. Техническим результатом изобретения является повышения стойкости футеровки Изобретение относится к области чрной и цветной металлургии, в частности к повышению стойкости футеровки печей по выплавке и нагреву металла. Известен способ повышения стойкости огнеупорной футеровки металлургических печей А.С. СССР 410097, МПК С 21 С 5/04, опубл. 05.01.74, бюл.1, в соответствии с которым для уменьшения воздействия шлаковых расплавов на огнеупорную футеровку, через огнеупоры, вдоль их рабочей поверхности пропускают электрический ток, который, удерживая в свом поле ионы шлака,уменьшает его воздействие на огнеупор. Недостатком этого способа является отсутствие защиты огнеупорной кладки,вследствие возникновения в ней термо-ЭДС. Известна конструкция электродуговой печи,А.С. СССР 1259085, МПК 27 3/08, опубл. 23.09.86, бюл.35, которая снабжена источником постоянного тока, положительный полюс которого соединн с металлическими пласинами свода, а отрицательный полюс - с кожухом печи. Повышение стойкости футеровки достигается тем,что пыль из рабочего пространства печи осаждается на своде и служит защитным слоем, повышающим стойкость свода. Недостатком этой конструкции является отсутствие возможностиустранения термоЭДС,возникающей за счт разности температур по толщине огнеупорной кладки, что в процессе эксплуатации приводит к снижению стойкости футеровки высокотемпературных агрегатов. Наиболее близким техническим решением,выбранным в качестве прототипа, является способ повышения стойкости огнеупорной кладки печи А.С. СССР 1328656, МПК 2721/04, опубл. 07.08.87, бюл.29, по которому к токопроводящим элементам в огнеупорной кладке печи податся электрическое напряжение противоположной полярности относительно термоЭДС, возникающей за счт разности температур по толщине огнеупорной кладки свода. Недостатком этого известного устройства является отсутствие автоматического контроля за значением силы тока, а способа -недостаточная эффективность защиты огнеупорной кладки, что в процессе эксплуатации приводит к снижению стойкости футеровки высокотемпературных агрегатов. Наиболее близким техническим решением,выбранным в качестве прототипа, является способ повышения стойкости огнеупорной кладки печи А.С. СССР 1328656, МПК 2721/04, опубл. 07.08.87, бюл.29, по которому к то ко проводящим элементам в огнеупорной кладке печи податся электрическое напряжение противоположной полярности относительно термоЭДС, возникающей за счт разности температур по толщине огнеупорной кладки свода. Устройство, с помощью которого реализуется известный способ, содержит токопроводящие элементы с л клеммами и внешний источник постоянного тока. 2 Недостатком этого известного устройства является отсутствие автоматического контроля за значением силы тока, а способанедостаточная эффективность защиты огнеупорной кладки, что в процессе э кс пл уа та ци и прив од ит к сн иже нию с т ойк ост и ф ут ер овк и высокотемпературных агрегатов. В связи с этим поставлена задача - разработать способ для повышения стойкости футеровок высокотемпературных агрегатов, с применением устройства, которое позволило бы осуществлять подачу электрического напряжения к токопроводящим элементам и его автоматический контроль в зависимости от толщины футеровки. Техническим результатом изобретения является повышения стойкости футеровки высокотемпературных агрегатов вследствие автоматического контроля значения силы тока. Это достигается тем, что в способе повышения стойкости футеровки высокотемпературных агрегатов, заключающемся в подаче электрического напряжения противоположной полярности относительно термоЭДС и величиной, численно равной,возникающей в футеровке,к токопроводящим элементам, переключение групп токопроводящих элементов по толщине производится автоматически для предотвращения протекания в футеровке термоЭДС. Устройство для повышения стойкости футеровки высокотемпературных агрегатов,содержащее токопроводящие элементы с клеммами и внешний источник постоянного тока, в котором предлагается использовать для автоматического переключения групп токопроводящих элементов по толщине блок контроля и переключения. Изобретение поясняется чертежом. На фиг. 1 изображено устройство для повышения стойкости футеровки высокотемпературных агрегатов. Способ осуществляется следующим образом. В период холодного ремонта высокотемпературного агрегата в его футеровку 1 устанавливают группы токопроводящих элементов первую группу токопроводящих элементов 2,вторую группу токопроводящих элементов 3 и т.д.,в зависимости от толщины огнеупорной кладки. При работе печи первая группа токопроводящих элементов 2 должна располагаться от внутренней поверхности футеровки на расстоянии 1 обеспечивающем разницу температур футеровки между внутренней поверхностью и первой группой токопроводящих элементов 2 в пределах от 600 до 1200 С. На данном расстоянииот рабочей поверхности устанавливают первую группу токопроводящих элементов 2. Затем на таком же расстоянииот первой группы токопроводящих элементов 2 по толщине футеровки в сторону е наружной поверхности устанавливают вторую группу токопроводящих элементов 3 и т.д., в зависимости от толщины огнеупорной кладки. Все группы токопроводящих элементов подключены к внешнему источнику тока посредством клемм 5. Включение в работу устройства осуществляется одновременно с пуском высокотемпературного агрегата в работу. При этом напряжение податся на первую 2 и вторую 3 группы токопроводящих элементов. Источник питания 6 подат напряжение, которое в процессе работы, при изменении электрического сопротивления между первой 2 и второй 3 группой токопроводящих элементов (вследствие изменения толщины слоя футеровки), будет автоматически изменяться для предотвращения протекания в футеровке термоЭДС при помощи устройства управления 7. Устройство измерения тока 8 производит непрерывное измерение тока в цепи и подат на устройство сравнения 9 сигнал, значение которого пропорционально измеренному току. Устройство сравнения 9 предназначено для сравнения двух сигналов сигнала с устройства измерения тока 8 и сигнала с устройства регулировки 10. Устройство сравнения 9 на выходе дат управляющий сигнал для коммутатора 11. Это происходит при достижении величиной сигнала с устройства управления 7 максимально допустимого значения. Устройство регулировки 10 задат максимально допустимое значение силы тока в электрической цепи. В момент,когда значение термоЭДС,возникающей в футеровке, станет равным нулю(момент износа футеровки 1 между первой 2 и второй 3 группой токопроводящих элементов), с устройства сравнения 9 податся сигнал на коммутатор 11, который включает в работу вместо первой 2 -вторую 3, а вместо второй 3 - третью 4 группу токопроводящих элементов. Таким образом, по мере износа футеровки 1,происходит подача напряжения на соответствующие группы токопроводящих элементов при соблюдении условия предотвращения протекания в футеровке термоЭДС. Счтчик-триггер 12 не допускает переключения коммутатора на другую группу токопроводящих элементов в момент, когда значение термоЭДС,возникающей в футеровке, станет равным нулю при работе с последней группой токопроводящих элементов по толщине. Источник питания 6, устройство управления 7,устройство измерения тока 8, устройство сравнения 9, устройство регулировки 10, коммутатор 11 и счтчик-триггер 12 объединены в блок контроля и переключения 13. Устройство для осуществления способа содержит источник питания 6, соединнный через устройство управления 7 с устройством измерения тока 8. Устройство измерения тока 8 имеет выход на устройство сравнения 9 и коммутатор 11. На устройство сравнения 9 податся сигнал с устройства регулировки 10. Устройство сравнения 9 подат сигнал на коммутатор 11 через счтчиктриггер 12. Напряжение с коммутатора 11 податся на группы токопроводящих элементов 2, 3 и 4. Предлагаемый способ с использованием заявляемого устройства позволяет повысить стойкость футеровки высокотемпературных агрегатов вследствие автоматического контроля значения силы тока. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ повышения стойкости футеровки высокотемпературных агрегатов, заключающий в подаче электрического напряжения противоположной полярности относительно термоЭДС,возникающей в футеровке,к токопроводящим элементам, отличающийся тем,что переключение групп токопроводящих элементов по толщине производят автоматически для предотвращения протекания в футеровке термоЭДС. 2. Устройство, содержащее токопроводящие элементы с клеммами и внешний источник постоянного тока, отличающееся тем, что дополнительно содержит блок контроля и переключения для автоматического переключения групп токопроводящих элементов по толщине.
МПК / Метки
МПК: F27D 21/04, F27D 21/00
Метки: агрегатов, футеровки, способ, стойкости, осуществления, устройство, повышения, высокотемпературных
Код ссылки
<a href="https://kz.patents.su/4-ip24407-sposob-povysheniya-stojjkosti-futerovki-vysokotemperaturnyh-agregatov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Казахстана">Способ повышения стойкости футеровки высокотемпературных агрегатов и устройство для его осуществления</a>
Кладочный раствор для футеровки высокотемпературных агрегатов
Номер патента: 3576
Опубликовано: 10.06.1996
Авторы: Коекеев Мухтар Миятович, Иванов Александр Борисович, Габаев Жамал Аскерович, Лебедев Ростислав Константинович, Ксандопуло Георгий Иванович
МПК: C04B 35/01
Метки: высокотемпературных, раствор, кладочный, футеровки, агрегатов
Формула / Реферат:
Изобретение относится к огнеупорной промышленности и может быть использовано в качестве кладочного раствора при футеровке тепловых агрегатов, работающих в интервале температур 900-1200°С. Кладочный раствор для футеровки высокотемпературных агрегатов, включает алюминий, хромитовый концентрат и сульфат магния и дополнительно содержит технический глинозем и оксид магния при следующем соотношении компонентов, мас.%: алюминий - 11-16 хромитовый...
Способ повышения коррозионной стойкости стальных изделий
Номер предварительного патента: 9839
Опубликовано: 15.01.2001
Авторы: Тулебаев Алмас Кашкенович, Купчишин Анатолий Иванович, Кульсеитов Женис Оразханович, Погребняк Александр Дмитриевич, Валяев Алексей Александрович, Кылышканов Манарбек Калымович, Валяев Александр Никифорович, Плотников Сергей Викторович, Михалев Александр Дмитриевич
МПК: C22F 3/00
Метки: стальных, изделий, способ, коррозионной, стойкости, повышения
Формула / Реферат:
Изобретение относится к области радиационно-термической обработки сталей и сплавов, направленной на повышение их коррозионной стойкости. Оно может быть использовано в металлургической, химической и машиностроительной промышленности при работе изготовленных из них изделий в экстремальных условиях эксплуатации, например, при воздействии химически агрессивных и влажных сред в течение длительного времени.Для повышения качества стальных изделий и...
Огнеупорная набивная масса для футеровки
Номер предварительного патента: 4013
Опубликовано: 16.12.1996
Авторы: Фоменко Сергей Михайлович, Дильмухамбетов Есен Едашевич, Сейдаев Абдрахим Рахманкулович, Исмаилов Марат Базаралы - улы, Ксандопуло Георгий Иванович
МПК: C04B 35/04
Метки: масса, набивная, огнеупорная, футеровки
Формула / Реферат:
Изобретение относится к огнеупорной промышленности, преимущественно к огнеупорным набивным массам для футеровки металлических агрегатов.Для повышения устойчивости к воздействию расплавленного шлака огнеупорная набивная масса для футеровки, включающая алюминий, сульфат магния и воду дополнительно содержит углеграфитовую массу и муллиткорундовый мертель, при следующем соотношении компонентов, мас.%:алюминий - 13-17сульфат магния -...
Самоспекающаяся огнеупорная масса для кладки и/или обмазки огнеупорных изделий
Номер предварительного патента: 17450
Опубликовано: 15.06.2006
Авторы: Хасен Болат Пешатович, Сатбаев Баймахан Нурлыбаевич, Балтынова Назымкул Зайдиденовна, Филосин Александр Иванович, Карапетян Василий Аветисович, Казанцева Галина Викторовна, Цхай Сергей Григорьевич
МПК: C04B 35/00
Метки: кладки, самоспекающаяся, изделий, огнеупорная, масса, огнеупорных, обмазки
Формула / Реферат:
Самоспекающаяся огнеупорная масса для кладки и/или обмазки огнеупорных изделий относится к огнеупорной промышленности и может использоваться при футеровке высокотемпературных агрессивных зон тепловых агрегатов.Технический результат состоит в повышении огнеупорности и кажущейся плотности.Состав содержит, мас. %: сульфат магния - 14¸16; алюминий - 8¸10; глину огнеупорную - 3¸5; шамот - 18¸20 и шлак производства высокоуглеродистого феррохрома -...
Самоспекающийся состав для кладки и обмазки огнеупорных изделий
Номер предварительного патента: 8059
Опубликовано: 15.10.1999
Авторы: Будон Геннадий Данилович, Сатбаев Баймахан Нурлыбаевич
МПК: C04B 35/04
Метки: кладки, состав, изделий, обмазки, огнеупорных, самоспекающийся
Формула / Реферат:
Самоспекающийся состав для кладки и обмазки огнеупорных изделий относится к огнеупорной промышленности и может быть использован для футеровки высокотемпературных агрегатов цветной и черной металлургии.
Состав содержит алюминий, фтористый кальций, периклаз, доломит и позволяет повысить предел прочности на сдвиг.
Предыдущий патент: Способ безопасного хранения и транспортировки водорода
Следующий патент: Способ определения радиуса кривизны поверхности коронирующего электрода
Случайный патент: Способ детоксикации организма