Стенд для изготовления предварительно напряженных железобетонных изделий
Номер инновационного патента: 22674
Опубликовано: 15.07.2010
Авторы: Мамонтов Юрий Алексеевич, Чалабаев Берик Мирзабекович, Шукенов Ислам Исмаилович
Формула / Реферат
Изобретение относится к отпуску натяжения арматуры на стендах для изготовления преднапряженных железобетонных изделий и может быть использовано для ступенчатого отпуска предварительных напряжений арматуры на бетон.
Сущность предложенного изобретения заключается в следующем: стенд для изготовления предварительно напряженных железобетонных изделий, включающий упоры, предварительно напряженную арматуру, тяги, пакетный захват для арматуры, упорные гайки, упор гидродомкрата, поршневой гидродомкрат, отпускающее устройство, содержит в качестве отпускающего устройства плоский гидродомкрат.
Предлагаемый стенд обеспечивает отпуск натяжения арматуры за счет ступенчатого отпуска натяжения арматуры в определенное время и на определенную величину отпускаемого усилия в арматуре. Применение данного устройства на заводах ЖБИ позволяет за счет мягкого ступенчатого отпуска передать все натяжение в арматуре на бетон при достижении в бетоне прочности 50% против 70% при традиционной технологии изготовления предварительно напряженных железобетонных изделий. Это в свою очередь ведет к экономии энергоресурсов, снижению времени изготовления изделий, увеличению оборачиваемости форм и улучшению культуры производства.
Текст
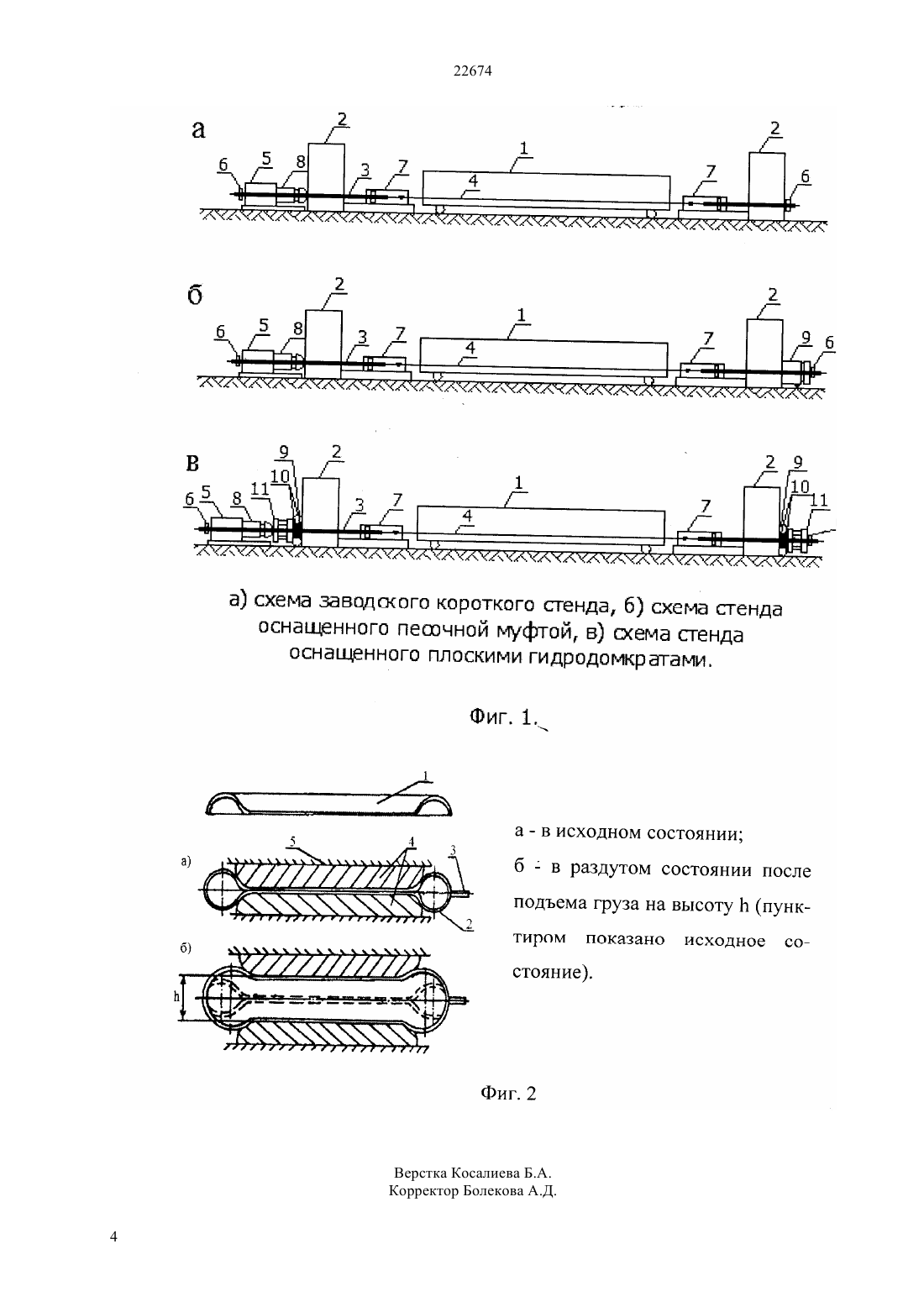
(51) 04 21/12 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ предварительно напряженных железобетонных изделий, включающий упоры, предварительно напряженную арматуру, тяги, пакетный захват для арматуры, упорные гайки, упор гидродомкрата,поршневой гидродомкрат, отпускающее устройство,содержит в качестве отпускающего устройства плоский гидродомкрат. Предлагаемый стенд обеспечивает отпуск натяжения арматуры за счет ступенчатого отпуска натяжения арматуры в определенное время и на определенную величину отпускаемого усилия в арматуре. Применение данного устройства на заводах ЖБИ позволяет за счет мягкого ступенчатого отпуска передать все натяжение в арматуре на бетон при достижении в бетоне прочности 50 против 70 при традиционной технологии изготовления предварительно напряженных железобетонных изделий. Это в свою очередь ведет к экономии энергоресурсов,снижению времени изготовления изделий,увеличению оборачиваемости форм и улучшению культуры производства.(72) Шукенов Ислам Исмаилович Мамонтов Юрий Алексеевич Чалабаев Берик Мирзабекович(73) Республиканское государственное казенное предприятие Южно-Казахстанский Государственный университет им. М.Ауезова Министерства образования и науки Республики Казахстан(56) Руководство по технологии изготовления предварительно напряженных железобетонных конструкций. - М. НИИЖБ, Стройиздат., 1975(54) СТЕНД ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ(57) Изобретение относится к отпуску натяжения арматуры на стендах для изготовления преднапряженных железобетонных изделий и может быть использовано для ступенчатого отпуска предварительных напряжений арматуры на бетон. Сущность предложенного изобретения заключается в следующем стенд для изготовления 22674 Изобретение относится к отпуску натяжения арматуры на стендах для изготовления преднапряженных железобетонных изделий и может быть использовано для ступенчатого отпуска предварительных напряжений арматуры на бетон. Известен заводской короткий стенд для изготовления предварительно напряженных железобетонных изделий с отпуском натяжения арматуры при помощи резательных устройств. Он включает стационарные упоры 2 для закрепления растянутой арматуры, предварительно напряженную арматуру 4, тяги 3, пакетный захват для арматуры 7,упорные гайки 6, упор для гидродомкрата 5,поршневой гидродомкрат 8, (Руководство по технологии изготовления предварительно напряженных железобетонных конструкций.М., НИИЖБ. Стройиздат, 1975.) (фиг. 1,а). Недостатком этого стенда является то, что резка арматуры газокислородной или электродуговой сваркой отрицательно влияет на качество и несущую способность изделия. Наиболее близким к предлагаемому изобретению является стенд, в котором ступенчатый отпуск предварительных напряжений арматуры осуществляется с помощью песочной муфты.(Руководство по технологии изготовления предварительно напряженных железобетонных конструкций. - М., НИИЖБ. Стройиздат, 1975.). Этот стенд включает стационарные упоры 2 для закрепления растянутой арматуры, предварительно напряженную арматуру 4, тяги 3, пакетный захват для арматуры 7, упорные гайки 6, упор для гидродомкрата 5, поршневой гидродомкрат 8,отпускающее устройство - песочную муфту 9 (фиг. 1 ,б). Недостатком этого стенда является то, что использование песочной муфты повышает трудоемкость процесса,так как требует установления ее на каждый арматурный стержень или пакет. При этом следует обеспечить одновременное вытекание песка из всех песочниц. Для работы необходимо предохранять в них песок от воздействия пара и замораживания. В противном случае может произойти неравномерное вытекание песка, что может привести к неоднородному отпуску напряжений во всех стержнях,перенапряжению и перекосу конструкций. Кроме этого,песочная муфта обладает высокой инерционностью. Поэтому ее применение с целью отпуска предварительных напряжений арматуры нецелесообразно. Задача изобретенияразработка конструкции заводского стенда для изготовления предварительно напряженных железобетонных изделий,обеспечивающей ступенчатый отпуск натяжения арматуры в определенное время и на определенную величину отпускаемого усилия в арматуре. Технический результат, достигаемый при использовании предлагаемого изобретения в заводских условиях, заключается в значительной экономии энергоресурсов, сокращении времени изготовления изделий, увеличении оборачиваемости форм, улучшении культуры производства. 2 Поставленная задача выполняется тем, что стенд для изготовления предварительно напряженных железобетонных изделий, включающий упоры,предварительно напряженную арматуру, тяги,пакетный захват для арматуры, упорные гайки, упор гидродомкрата,гидродомкрат,отпускающее устройство, согласно изобретению в качестве отпускающего устройства натяжения и отпуска арматуры он содержит плоский гидродомкрат. Плоский гидродомкрат (фиг. 2), разработанный Киевским НИИСК Республики Украина, состоит из двух штампованных тарелок 1 из тонкой листовой стали, соединенных по периметру сваркой. По контуру домкрата устроен цилиндрический валик 2,позволяющий опорным поверхностям раздвигаться при нагнетании жидкости в его полость. Имеются два присоединительных штуцера 3 для подачи в полость домкрата рабочей жидкости и выпуска воздуха. Штуцеры располагаются на экваториальном сечении домкрата и совпадают со сварным швом. С обеих сторон домкрата распологаются опорные вкладыши для передачи усилия. Плоские гидродомкраты имеют следующие достоинства- большая опорная площадь позволяет передавать нагрузки на конструкцию непосредственно без распределительных упоров. Кроме того, ввиду большой гибкости корпуса,нагрузка на опорную площадь передается равномерно без концентрации напряжений- масса их значительно ниже поршневых равной грузоподъемности. К несомненным достоинствам плоских гидродомкратов можно отнести возможность изготовления их в механических мастерских заводов ЖБИ, а также низкая их себестоимость. Сущность предложенного изобретения поясняется чертежами. На фиг. 1, в изображена схема стенда,оснащенного плоскими гидродомкратами. Он содержит стационарные упоры для закрепления растянутой арматуры 2,предварительно напряженную арматуру 4, тяги 3,пакетный захват для арматуры 7, упорные гайки 6,упор для гидродомкрата 5, поршневой гидродомкрат 8, отпускающее устройство - плоский гидродомкрат 9, с опорными вкладышами 10 и траверсой 11. Предлагаемый стенд работает следующим образом. Отпуск предварительного напряжения арматуры на бетон осуществляют с помощью гидродомкратов, начиная с конца подъема температуры и начале стадии изотермической выдержки, и заканчивают при достижении бетоном прочности 50 от марочной. С наружной стороны упоров устанавливаются плоские гидродомкраты 9 с траверсами 11 и опорные вкладыши 10, через которые пропускаются предварительно напрягаемая арматура 4 и тяги 3. С помощью насосной станции, в плоские домкраты 9 подается рабочая среда до их раздувания на 5060 от максимального рабочего хода. Поршневым домкратом 8 производится натяжение арматуры до заданной величины и передается усилие 22674 преднапряжения арматуры на упоры через траверсы 11 и плоские гидродомкраты 9 с опорными вкладышами 10, после чего фиксируется упорными гайками 6, а поршневые гидродомкраты снимаются со стенда. Отформованное изделие подвергают тепловой обработке. Отпуск предварительного напряжения арматуры производится включением кнопки обратный ход насосной станции, согласно графику, по времени на необходимую величину. Предлагаемый стенд обеспечивает отпуск натяжения арматуры за счет ступенчатого отпуска натяжения арматуры в определенное время и на определенную величину отпускаемого усилия в арматуре. Применение данного устройства на заводах ЖБИ позволяет за счет мягкого ступенчатого отпуска передать все натяжение в арматуре на бетон при достижении в бетоне прочности 50 против 70 при традиционной технологии изготовления предварительно напряженных железобетонных изделий. Это в свою очередь ведет к экономии энергоресурсов,снижению времени изготовления изделий,увеличению оборачиваемости форм и улучшению культуры производства. ФОРМУЛА ИЗОБРЕТЕНИЯ Стенд для изготовления предварительно напряженных железобетонных изделий,включающий упоры, предварительно напряженную арматуру, тяги, пакетный захват для арматуры,упорные гайки, упор гидродомкрата, поршневой гидродомкрат,отпускающее устройство,отличающийся тем, что в качестве отпускающего устройства натяжения он содержит плоский гидродомкрат.
МПК / Метки
МПК: E04G 21/12
Метки: напряженных, изготовления, стенд, железобетонных, изделий, предварительно
Код ссылки
<a href="https://kz.patents.su/4-ip22674-stend-dlya-izgotovleniya-predvaritelno-napryazhennyh-zhelezobetonnyh-izdelijj.html" rel="bookmark" title="База патентов Казахстана">Стенд для изготовления предварительно напряженных железобетонных изделий</a>
Комплексная добавка в бетонную смесь для изготовления железобетонных изделий
Номер предварительного патента: 13550
Опубликовано: 15.10.2003
Авторы: Торпищев Шамиль Камильевич, Торпищев Фарид Шамильевич, Бейсембаев Мурат Кулханович, Нухулы Алтынбек, Кудерин Марат Крыкбаевич
МПК: C04B 24/30
Метки: добавка, смесь, железобетонных, комплексная, изделий, изготовления, бетонную
Формула / Реферат:
Изобретение относится к составам добавок длябетонных смесей, используемых в строительстве приизготовлении железобетонных конструкций.Сущность настоящего изобретения заключается втом, что с целью повышения суточной прочностижелезобетона, а также достижения передаточнойпрочности в суточном возрасте при нормальномтвердении комплексная добавка в бетонную смесьдля изготовления железобетонных изделий, включающая продукт поликонденсации...
Бетонная смесь для изготовления бетонных и железобетонных изделий
Номер предварительного патента: 17358
Опубликовано: 15.05.2006
Авторы: Егинбаев Тукен Жилкайдарович, Естемесов Заткали Айранбаевич, Естемесова Аксая Сансызбаевна, Солтамбеков Канат Танатарович
МПК: C04B 18/04, C04B 14/06
Метки: смесь, изделий, бетонная, железобетонных, изготовления, бетонных
Формула / Реферат:
Изобретение относится к области строительных материалов, в частности, к бетонным смесям для изготовления бетонных и железобетонных изделий. Бетонная смесь содержит цемент, щебень, песок и воду. Отличие предлагаемой бетонной смеси заключается в том, что она дополнительно содержит микрокремнезем, полученный измельчением песка - отхода каолинового производства, при следующем соотношении компонентов, мас. %:цемент ...
Смазка для форм в производстве железобетонных изделий
Номер предварительного патента: 6049
Опубликовано: 15.04.1998
Авторы: Орынбеков Серик Бахтыбаевич, Соловьев Владимир Иванович, Шинтемиров Кабер Сундетович, Шинтемиров Темир Каберович
Метки: смазка, производстве, железобетонных, изделий, форм
Формула / Реферат:
Изобретение относится к области строительных материалов и может быть использовано в производстве железобетонных изделий.Для снижения адгезии бетона к формам, устранения коррозии арматурных каркасов и арматуры, уложенной в формы используются смазки для форм следующего состава, масс.%:эмульсол кислый синтетический - 20-25насыщенный раствор извести - 73,5-79,5дициклогексиламмонийазотистокислый или аммоний бензойнокислый - 0,5-1,5.Изделия легко...
Автоматизированная система управления процессом термообработки железобетонных изделий
Номер предварительного патента: 6724
Опубликовано: 16.11.1998
Авторы: Филимонова Галина Васильевна, Беккерман Светлана Юрьевна, Голинка Александр Иванович
МПК: G05D 23/19
Метки: система, автоматизированная, процессом, изделий, железобетонных, термообработки, управления
Формула / Реферат:
Изобретение относится к автоматизированным системам управления технологическими процессами и может быть использовано при термовлажностной обработке железобетонных изделий.Технический результат - упрощение обработки данных большего количества датчиков, обеспечение сохранения и использования информации, полученной с датчиков, при отключениях сетевого питания и выдача информации в цифровом виде.Это достигается тем, что в автоматизированную систему...
Ямная камера для термообработки железобетонных изделий
Номер патента: 445
Опубликовано: 15.03.1994
Авторы: Целевич Вера Ивановна, Парцалиди Николай Георгиевич
МПК: B28B 11/00
Метки: изделий, ямная, камера, термообработки, железобетонных
Формула / Реферат:
Использование: в производстве изделий сборного железобетона, а именно для тепловой обработки бетонных и железобетонных изделий. Сущность изобретения: устройства содержит камеру ямного типа. ограждающие стены которой обшиты металлическими листами, покрытыми теплоотражающей краской, а теплоизолированная крышка покрыта снаружи белой краской, а изнутри - черной, при этом электронагревательные элементы, выполненные из нихромовой спирали, уложены на...
Предыдущий патент: Способ “PlastInterm” гидроизоляции строительных конструкций
Следующий патент: Лебедка буровой установки и регулятор подачи долота, используемый в лебедке
Случайный патент: Способ очистки нефтезагрязненного грунта