Устройство для непрерывного прессования металлов и сплавов
Номер инновационного патента: 27262
Опубликовано: 15.08.2013
Авторы: Найзабеков Абдрахман Батырбекович, Панин Евгений Александрович, Лежнев Сергей Николаевич
Формула / Реферат
Устройство для непрерывного прессования металлов и сплавов
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного сечения.
Устройство для непрерывного прессования металлов, включающее два валка с гладкой бочкой, на выходе из которого установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам, отличающиеся тем, что на выходе из матрицы установлены два валка с гладкой бочкой.
Текст
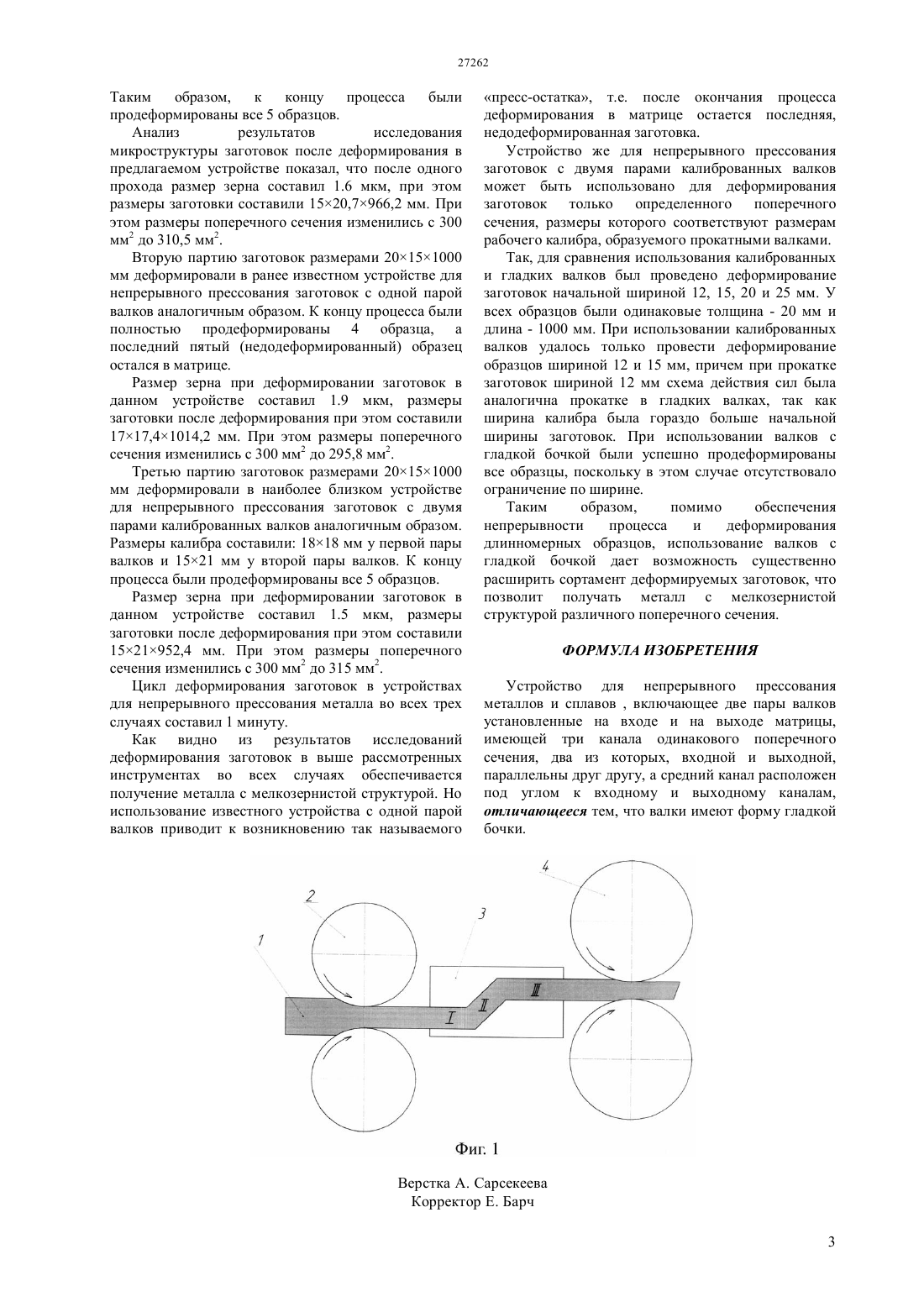
(51) 21 5/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного сечения. Устройство для непрерывного прессования металлов и сплавов, включающее две пары валков,установленные на входе и на выходе матрицы,имеющей три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам, отличающиеся тем, что валки имеют форму гладкой бочки.(72) Найзабеков Абдрахман Батырбекович Лежнев Сергей Николаевич Панин Евгений Александрович(73) Республиканское государственное предприятие на праве хозяйственного ведения Карагандинский государственный индустриальный университет Министерства образования и науки Республики Казахстан(56) Инновационный патент РК 25862, кл. 21 5/00, 2012(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ Изобретение относится к обработке металлов давлением, а именно к прессованию заготовок, и может быть использовано в кузнечно-прессовых цехах металлургических и машиностроительных заводов. Задачей данного изобретения является повышение производительности процесса прессования и улучшение качества металла заготовки без существенного изменения исходных размеров заготовки. Известно устройство для непрерывного прессования металла, включающее два валка с гладкой бочкой, на выходе из которых установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под угломк входному и выходному каналам. Инновационный патент РК 25863 21 5/00. Устройство для непрерывного прессования металла./ Найзабеков А.Б., Лежнев С.Н., Панин Е.А.,2011. Однако известное устройство для прессования имеет недостаток - данное устройство обеспечивает непрерывность процесса деформирования не в полной мере, так как после того, как все заготовки будут продеформированы, в матрице останется последняя, недодеформированная заготовка. Наиболее близким к заявленному техническому решению является устройство для непрерывного прессования металлов и сплавов, включающее две пары валков, образующие рабочие калибры,установленные на входе и на выходе матрицы,имеющей три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом 9 к входному и выходному каналам. Инновационный патент РК 25862 21 5/00. Устройство для непрерывного прессования металла./ Найзабеков А.Б., Лежнев С.Н., Панин Е.А., 2011. Недостатком известного устройства является то,что данное устройство может быть использовано для деформирования заготовок только определенного поперечного сечения,размеры которого соответствуют размерам рабочего калибра,образуемого прокатными валками. Технический результат,получаемый при использовании изобретения,заключается в возможности обеспечения непрерывности процесса прессования и осуществления в материале заготовки деформацию сдвига при прохождении заготовки через канал матрицы и расширении сортамента деформируемых заготовок. Это достигается тем, что устройство для непрерывного прессования металлов включает в себя матрицу, имеющую три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам, а на входе и выходе из матрицы установлены валки, имеющие форму гладкой бочки. Имеющиеся в устройстве валки за счет сил трения проталкивают заготовку неограниченной длины через каналы матрицы, обеспечивая полную 2 непрерывность процесса прессования, т.е. первая пара валков проталкивает заготовку через каналы матрицы, а вторая пара валков вытягивает заготовку из матрицы. Наличие в матрице среднего канала,расположенного под углом 0 к входному и выходному каналам,позволяет развивать значительные сдвиговые деформации во всем объеме обрабатываемой заготовки при незначительном изменении ее начальных размеров. Изобретение поясняется рисунком,представленным на фиг.1, где 1- заготовка, 2 - первая пара валков, 3 - равноканальная ступенчатая матрица,4 - вторая пара валков, - входной канал матрицы, промежуточный (деформирующий) канал матрицы,- выходной канал матрицы. Прессование в данном устройстве осуществляется следующим образом. Предварительно нагретая до температуры начала деформирования заготовка подается к прокатным валкам, которые за счет сил контактного трения захватывают е в зев валков, а на выходе из него проталкивают через каналы равноканальной ступенчатой матрицы. После того,как заготовка передним концом выходит из матрицы,она попадает в зев второй пары валков, которая вытягивает ее из матрицы. Пример Был проведен эксперимент, основной задачей которого являлось повышение качества поковок за счет реализация больших значений сдвиговых деформаций при незначительном изменении размеров поперечного сечения исходной заготовки. Для исследования изменений происходящих в металле при циклическом деформировании заготовок в предлагаемом устройстве были изготовлены заготовки из алюминия марки АК 6, размерами 20151000 мм. Исходные заготовки подвергали деформированию в предлагаемом, известном и наиболее близком устройствах для непрерывного прессования. Ширина канала равноканальной ступенчатой матрицы, используемой во всех трех устройствах, была равна 35 мм. В каждом устройстве деформировали по 5 образцов Исходный размер зерна алюминиевых заготовок составлял 3,2 мкм. Микроструктурные исследования алюминиевых заготовок до и после деформирования проводили на оптическом микроскопе ЭПИКВАНТ. Размер зерен определяли методом произвольных секущих. Точность определения размеров зерен составила 1,5. Первую партию заготовок размерами 20151000 мм деформировали в предлагаемом устройстве для непрерывного прессования. Для этого заготовки,предварительно нагретые до температуры начала прессования 500 С, подавали к прокатным валкам,которые за счет сил контактного трения захватывали е в зев валков, а на выходе из него проталкивали через каналы равноканальной ступенчатой матрицы. После того, как заготовка полностью вышла из зева валков, к ним подавалась следующая заготовка,которая, пройдя через валки и попав в матрицу,выталкивала ранее продеформированную заготовку из матрицы. В это же время первая заготовка вытягивалась из матрицы второй парой валков. Таким образом, к концу процесса были продеформированы все 5 образцов. Анализ результатов исследования микроструктуры заготовок после деформирования в предлагаемом устройстве показал, что после одного прохода размер зерна составил 1.6 мкм, при этом размеры заготовки составили 1520,7966,2 мм. При этом размеры поперечного сечения изменились с 300 мм 2 до 310,5 мм 2. Вторую партию заготовок размерами 20151000 мм деформировали в ранее известном устройстве для непрерывного прессования заготовок с одной парой валков аналогичным образом. К концу процесса были полностью продеформированы 4 образца, а последний пятый (недодеформированный) образец остался в матрице. Размер зерна при деформировании заготовок в данном устройстве составил 1.9 мкм, размеры заготовки после деформирования при этом составили 1717,41014,2 мм. При этом размеры поперечного сечения изменились с 300 мм 2 до 295,8 мм 2. Третью партию заготовок размерами 20151000 мм деформировали в наиболее близком устройстве для непрерывного прессования заготовок с двумя парами калиброванных валков аналогичным образом. Размеры калибра составили 1818 мм у первой пары валков и 1521 мм у второй пары валков. К концу процесса были продеформированы все 5 образцов. Размер зерна при деформировании заготовок в данном устройстве составил 1.5 мкм, размеры заготовки после деформирования при этом составили 1521952,4 мм. При этом размеры поперечного сечения изменились с 300 мм 2 до 315 мм 2. Цикл деформирования заготовок в устройствах для непрерывного прессования металла во всех трех случаях составил 1 минуту. Как видно из результатов исследований деформирования заготовок в выше рассмотренных инструментах во всех случаях обеспечивается получение металла с мелкозернистой структурой. Но использование известного устройства с одной парой валков приводит к возникновению так называемого пресс-остатка, т.е. после окончания процесса деформирования в матрице остается последняя,недодеформированная заготовка. Устройство же для непрерывного прессования заготовок с двумя парами калиброванных валков может быть использовано для деформирования заготовок только определенного поперечного сечения, размеры которого соответствуют размерам рабочего калибра, образуемого прокатными валками. Так, для сравнения использования калиброванных и гладких валков был проведено деформирование заготовок начальной шириной 12, 15, 20 и 25 мм. У всех образцов были одинаковые толщина - 20 мм и длина - 1000 мм. При использовании калиброванных валков удалось только провести деформирование образцов шириной 12 и 15 мм, причем при прокатке заготовок шириной 12 мм схема действия сил была аналогична прокатке в гладких валках, так как ширина калибра была гораздо больше начальной ширины заготовок. При использовании валков с гладкой бочкой были успешно продеформированы все образцы, поскольку в этом случае отсутствовало ограничение по ширине. Таким образом,помимо обеспечения непрерывности процесса и деформирования длинномерных образцов, использование валков с гладкой бочкой дает возможность существенно расширить сортамент деформируемых заготовок, что позволит получать металл с мелкозернистой структурой различного поперечного сечения. ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для непрерывного прессования металлов и сплавов , включающее две пары валков установленные на входе и на выходе матрицы,имеющей три канала одинакового поперечного сечения, два из которых, входной и выходной,параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам,отличающееся тем, что валки имеют форму гладкой бочки.
МПК / Метки
МПК: B21J 5/00
Метки: устройство, прессования, сплавов, непрерывного, металлов
Код ссылки
<a href="https://kz.patents.su/3-ip27262-ustrojjstvo-dlya-nepreryvnogo-pressovaniya-metallov-i-splavov.html" rel="bookmark" title="База патентов Казахстана">Устройство для непрерывного прессования металлов и сплавов</a>
Устройство для непрерывного прессования металлов и сплавов
Номер патента: 25862
Опубликовано: 15.07.2013
Авторы: Найзабеков Абдрахман Батырбекович, Лежнев Сергей Николаевич, Панин Евгений Александрович
МПК: B21J 5/00
Метки: прессования, непрерывного, устройство, сплавов, металлов
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного сечения.Устройство для непрерывного прессования металлов и сплавов включает два валка, один из которых выполнен с ручьем, другой - с выступом, образующие рабочий калибр, на выходе из которого установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а...
Устройство для непрерывного прессования металлов
Номер инновационного патента: 26892
Опубликовано: 15.05.2013
Авторы: Лежнев Сергей Николаевич, Панин Евгений Александрович
МПК: B21J 5/00
Метки: устройство, непрерывного, металлов, прессования
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного и квадратного сечения.Устройство для непрерывного прессования металла, включающее два валка с гладкой бочкой, на выходе из которых установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному...
Устройство для непрерывного прессования металла
Номер патента: 23802
Опубликовано: 14.09.2012
Авторы: Найзабеков Абдрахман Батырбекович, Панин Евгений Александрович, Лежнев Сергей Николаевич
МПК: B21J 5/00, B21C 25/00
Метки: устройство, непрерывного, металла, прессования
Текст:
...МУЛА ИЗОБРЕТЕНИЯ Устройство для непрерывного прессования металла, включающее два валка, один из которых выполнен с ручьем, другой - с выступом,образующие рабочий калибр, на выходе которого установлена матрица, отличающееся тем, что матрица имеет три последовательно расположенных канала одинакового поперечного сечения, два из которых - входной и выходной - параллельны друг другу, а средний канал расположен под углом к входному и выходному...
Устройство для непрерывного прессования металла
Номер патента: 25863
Опубликовано: 15.07.2013
Авторы: Лежнев Сергей Николаевич, Найзабеков Абдрахман Батырбекович, Панин Евгений Александрович
МПК: B21J 5/00
Метки: устройство, прессования, непрерывного, металла
Формула / Реферат:
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании заготовок прямоугольного и квадратного сечения.Устройство для непрерывного прессования металла включает два валка, на выходе из которых установлена матрица, имеющая три канала одинакового поперечного сечения, два из которых (входной и выходной) параллельны друг другу, а средний канал расположен под углом к входному и выходному каналам, валки выполнены...
Устройство для прессования
Номер предварительного патента: 15701
Опубликовано: 16.05.2005
Авторы: Найзабеков Абдрахман Батырбекович, Лежнев Сергей Николаевич
МПК: B21J 5/00
Метки: устройство, прессования
Формула / Реферат:
Изобретение относится к обработке металловдавлением, а именно к прессованию заготовок иможет быть использовано для прессования изделийиз стали и сплавов.Устройство для прессования содержит пуансони матрицу, имеющую канал, состоящий из двух участков, расположенных под углом друг к другу, приэтом в наклонном участке канала установлены ролики.Технический результат - снижение трения заготовки о стенки...
Предыдущий патент: Механизм разрушения твердого осадка в котле железнодорожной цистерны
Следующий патент: Способ очистки желтого фосфора от углеродосодержащих примесей