Способ закалки стальных колес
Номер инновационного патента: 23500
Опубликовано: 15.12.2010
Авторы: Богомолов Алексей Витальевич, Нарбутин Бауыржан Мамыржанович, Романов Николай Александрович, Сержанов Радул Идаятович, Быков Петр Олегович
Формула / Реферат
Изобретение относится к металлургии и машиностроению и направлено на совершенствование способов термической обработки стальных колес.
Техническим результатом изобретения является повышение качества закалки стальных колес, регулирование глубины закаленного слоя за счет повышения интенсивности процесса охлаждения движущегося колеса, отсутствие перекалки реборд и возможность управления образующейся структурой в зависимости от требований предъявляемых к стальному колесу.
Требуемый технический результат достигается тем, что, также как известный способ, предлагаемый способ закалки стальных колес включает охлаждение изделия при его вращении в баке. Однако, в отличие от известного способа, на обод колеса под давлением от 0,15 до 0,6 МПа подается охладитель, состоящий из водо-воздушной смеси в соотношении воздуха к воде от 0,1 до 0,5 по объему в зависимости от габаритов колеса и необходимой глубины закаленного слоя, через установленные в баке направляющие патрубки с установленными на них спрейерами щелевидной формы под углом к касательной колеса от 45 до 90°.
Текст
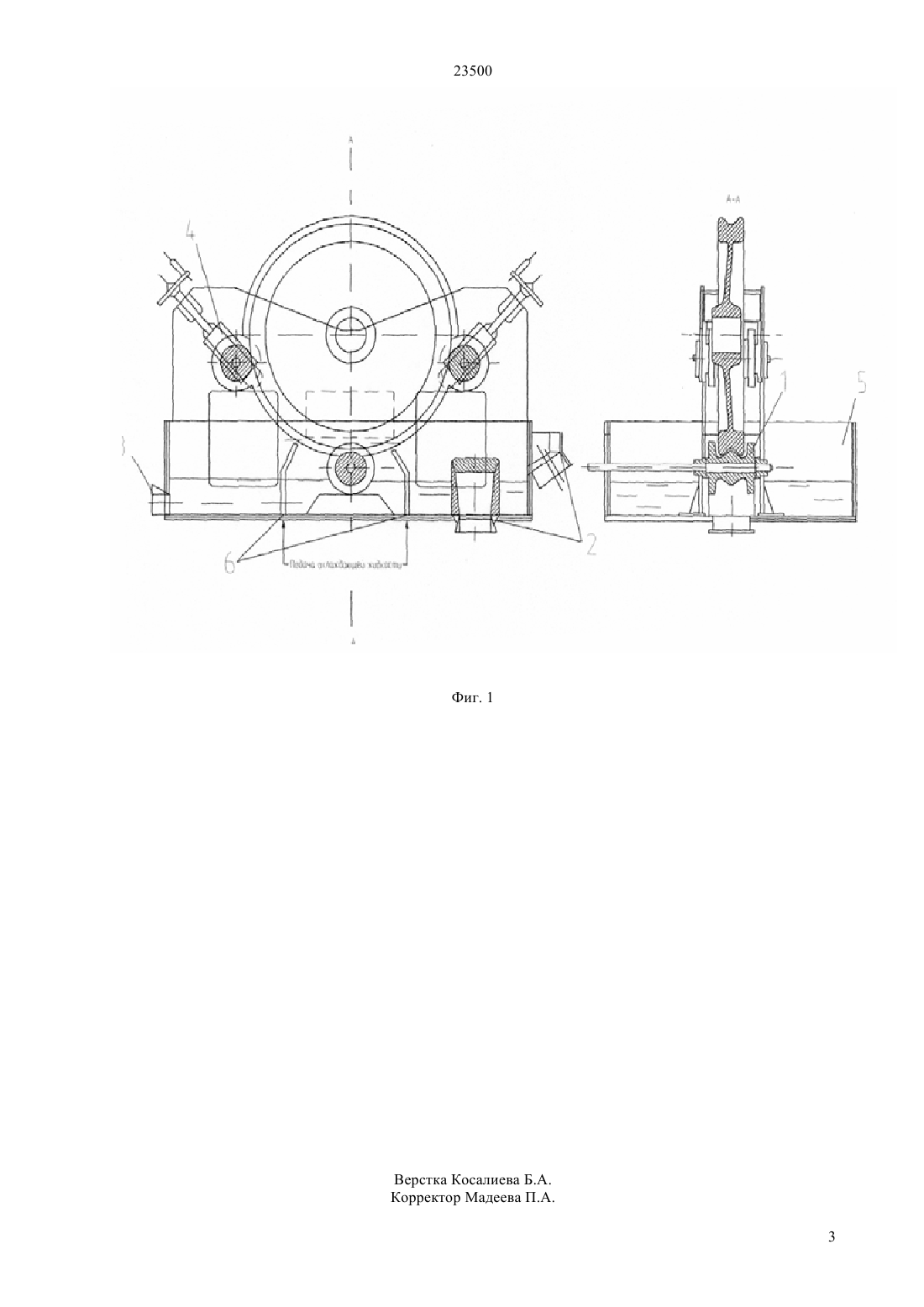
(51) 21 9/34 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ регулирование глубины закаленного слоя за счет повышения интенсивности процесса охлаждения движущегося колеса, отсутствие перекалки реборд и возможность управления образующейся структурой в зависимости от требований предъявляемых к стальному колесу. Требуемый технический результат достигается тем, что, также как известный способ, предлагаемый способ закалки стальных колес включает охлаждение изделия при его вращении в баке. Однако, в отличие от известного способа, на обод колеса под давлением от 0,15 до 0,6 МПа подается охладитель, состоящий из водо-воздушной смеси в соотношении воздуха к воде от 0,1 до 0,5 по объему в зависимости от габаритов колеса и необходимой глубины закаленного слоя, через установленные в баке направляющие патрубки с установленными на них спрейерами щелевидной формы под углом к касательной колеса от 45 до 90.(72) Сержанов Радул Идаятович Богомолов Алексей Витальевич Быков Петр Олегович Романов Николай Александрович Нарбутин Бауыржан Мамыржанович(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(56) Тылкин М.А. Справочник термиста ремонтной службы.-М.Металлургия, 1981, с.378-380(54) СПОСОБ ЗАКАЛКИ СТАЛЬНЫХ КОЛЕС(57) Изобретение относится к металлургии и машиностроению и направлено на совершенствование способов термической обработки стальных колес. Техническим результатом изобретения является повышение качества закалки стальных колес, 23500 Изобретение относится к металлургии и машиностроению и направлено на совершенствование способов термической обработки стальных колес. Известен способ термической обработки стальных колес, включающий нагрев колеса до температуры аустенизации, выдержку при этой температуре, охлаждение его обода до температуры 320-420 С в течение 80-220 секунд при вращении колеса (в горизонтальной или вертикальной плоскости) воздействием на его обод охлаждающей жидкости из спрейерных устройств и отпуск при оптимальных температурах и продолжительностях(А.с. СССР 2376465, кл. С 219/34, 1977). Недостатком данного способа является недостаточное качество закалки по причине значительного температурного градиента по сечению обода колеса, что приводит к уменьшению степени дисперсности продуктов распада аустенита,снижению характеристик прочности и износостойкости. Наиболее близким по технической сущности является способ термической обработки,осуществляемый устройством для сорбитизации конструкции Новокузнецкого металлургического комбината заключающийся в том, что нагретое до температуры выше критической точки Асз колесо переносят к закалочной ванне. Приводной ролик и опирающаяся на него деталь приводятся во вращение электродвигателем через редуктор. Уровень воды в закалочной ванне, зависящий от размера закаливаемой детали,регулируют специальным приспособлением,которое расположено над сливной трубой, вваренной в дно ванны (Тылкин М.А. Справочник термиста ремонтной службы. - М. Металлургия, 1981.с. 378 - 380). Недостатком данного способа является нестабильность механических свойств из-за недостаточной интенсивности процесса охлаждения колеса,перекалка реборд,приводящая к ускоренному износу колеса при эксплуатации. Техническим результатом изобретения является повышение качества закалки стальных колес,регулирование глубины закаленного слоя за счет повышения интенсивности процесса охлаждения движущегося колеса, отсутствие перекалки реборд и возможность управления образующейся структурой в зависимости от требований предъявляемых к стальному колесу. Требуемый технический результат достигается тем, что, также как известный способ, предлагаемый способ закалки стальных колес включает охлаждение изделия при его вращении в баке. Однако, в отличие от известного способа, на обод колеса под давлением от 0,15 до 0,6 МПа подается охладитель, состоящий из водо-воздушной смеси в соотношении воздуха к воде от 0,1 до 0,5 по объему в зависимости от габаритов колеса и необходимой глубины закаленного слоя, через установленные в баке направляющие патрубки с установленными на них спрейерами щелевидной формы под углом к касательной колеса от 45 до 90. На рис. 1 (а) и рис. 1 (б) показано устройство для закалки стальных колес, которое состоит из приводного ролика 1, труб для слива закалочной среды 2, трубы для подачи закалочной среды 3,опорных роликов 4, бака 5 и направляющих патрубков с установленными на них спрейерами щелевидной формы 6. Способ закалки стальных колес осуществляется следующим образом. Нагретое в печи до температуры закалки, стальное колесо, краном переносят к закалочной ванне и устанавливают вертикально на опорные ролики. Ролик 1 приводной, а ролики 2 холостые. Приводной ролик и опирающаяся на него деталь приводятся во вращение электродвигателем через редуктор. Холостые ролики могут перемещаться вдоль наклонных направляющих 3 и устанавливаться в положении, необходимом для данного диаметра обрабатываемой детали. Закалка осуществляется при контакте вращающегося стального колеса с охладителем,состоящим из водо-воздушной смеси в соотношении воздуха к воде от 0,1 до 0,5 по объему в зависимости от габаритов колеса и необходимой глубины закаленного слоя, подающегося на обод колеса под давлением от 0,15 до 0,6 МПа через установленные в баке направляющие патрубки с установленными на них спрейерами щелевидной формы под углом к касательной колеса от 45 до 90. Изменение угла подачи охладителя позволяет регулировать зону контакта охладителя с поверхностью колеса, а применение водовоздушной смеси в качестве охладителя позволяет регулировать охлаждающую способность закалочной среды в более широких пределах, что обеспечивает отсутствие закалочных трещин. Использование предлагаемой технологии позволяет повысить качество закалки стальных колес, регулировать глубину закаленного слоя,устранить перекалку реборд что обеспечивает увеличение долговечности колеса и осуществить возможность управления образующейся структурой в зависимости от требований предъявляемых к стальному колесу. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ закалки стальных колес, включающий охлаждение изделия при его вращении в баке,отличающийся тем, что на обод колеса под давлением от 0,15 до 0,6 МПа подается охладитель,состоящий из водо-воздушной смеси в соотношении воздуха к воде от 0,1 до 0,5 по объему в зависимости от габаритов колеса и необходимой глубины закаленного слоя, через установленные в баке направляющие патрубки с установленными на них спрейерами щелевидной формы под углом к касательной колеса от 45 до 90 .
МПК / Метки
МПК: C21D 9/34
Метки: закалки, колес, способ, стальных
Код ссылки
<a href="https://kz.patents.su/3-ip23500-sposob-zakalki-stalnyh-koles.html" rel="bookmark" title="База патентов Казахстана">Способ закалки стальных колес</a>
Способ закалки стальных колес
Номер инновационного патента: 23179
Опубликовано: 15.11.2010
Авторы: Романов Николай Александрович, Нарбутин Бауыржан Мамыржанович, Богомолов Алексей Витальевич, Сержанов Радул Идаятович, Быков Петр Олегович
МПК: C21D 9/34
Метки: закалки, стальных, способ, колес
Формула / Реферат:
Изобретение относится к металлургии и машиностроению и направлено на совершенствование способов термической обработки стальных колес.Техническим результатом изобретения является повышение качества закалки стальных колес и как следствие увеличение глубины закаленного слоя за счет повышения интенсивности процесса охлаждения движущегося колеса.Требуемый технический результат достигается тем, что также как известный способ, предлагаемый способ...
Устройство для закалки стальных колес
Номер инновационного патента: 22919
Опубликовано: 15.09.2010
Авторы: Нарбутин Бауыржан Мамыржанович, Быков Петр Олегович, Сержанов Радул Идаятович, Богомолов Алексей Витальевич, Романов Николай Александрович
МПК: C21D 9/34
Метки: колес, стальных, закалки, устройство
Формула / Реферат:
Изобретение относится к металлургии и машиностроению и направлено на совершенствование методов термической обработки стальных колес.Техническим результатом изобретения является повышение интенсивности охлаждения, путем увеличения скорости циркуляции воды в баке и как следствие увеличение коэффициента теплоотдачи и скорости мартенситного превращения, за счет гидросбива паровой рубашки направленным потоком воды из направляющих патрубков.Требуемый...
Индуктор-спрейер для термообработки ведущих колес тракторов
Номер предварительного патента: 3210
Опубликовано: 15.03.1996
Авторы: Дранкович Николай Титович, Королева Татьяна Геннадьевна, Качанов Александр Николаевич
Метки: термообработки, индуктор-спрейер, ведущих, колес, тракторов
Формула / Реферат:
Изобретение относится к области высокочастотного нагрева металлов, в частности к индукторам для закалки зубчатых колес.Для - повышения качества термообработки колес индуктор-спрейер дополнительно содержит повторяющий контур зубчатого венца индуктирующий провод, на внутренней поверхности которого выполнены отверстия для охлаждения колес после нагрева и позубные впадины, а также внизу под индуктором короткозамкнутый виток для оттеснения основного...
Резьбовой соединительный узел буровых элементов для бурения по твердым породам и способ его закалки
Номер предварительного патента: 18926
Опубликовано: 15.11.2007
Авторы: ЛУНДКВИСТ, Агне, ХАГЕЛИН, Йеран, ХЕДЛУНД, Анн-Катрин
МПК: E21B 17/042, C21D 9/08
Метки: породам, элементов, твердым, бурения, узел, резьбовой, закалки, буровых, соединительный, способ
Формула / Реферат:
Настоящее изобретение относится к резьбовым соединительным узлам буровых элементов для бурения по твердым породам и к способам их закалки.Техническим результатом изобретения является повышение сопротивления усталости в секциях резьбового соединительного узла бурового элемента, имеющих уменьшенное поперечное сечение. Другим техническим результатом является возможность закалки резьбовых соединительных узлов буровых элементов, имеющих различную...
Устройство и способ для измерения величины отклонений от круговой формы и диаметра железнодорожных колес
Номер предварительного патента: 9902
Опубликовано: 15.02.2001
Авторы: ЛОПЕЗ ГОМЕЗ, Хозе Луис, Гомез Гомез, Карлос Хавиер, Санчес Ревуэльта, Анжел Луис
МПК: G01B 21/12, G01B 11/10, G01B 11/24...
Метки: устройство, колес, железнодорожных, отклонений, формы, измерения, способ, величины, круговой, диаметра
Формула / Реферат:
Изобретение относится к области железнодорожного транспорта, в частности к измерению параметров колес.Технический результат изобретения - измерение параметров железнодорожных колес непосредственно в процессе движения.Устройство и способ для измерения величины отклонения от круговой формы (некруглости) и диаметра железнодорожных колес, в котором используется рельс качения (2), по которому проходит железнодорожное колесо (1), подлежащее измерению,...
Предыдущий патент: Шлак для выплавки конвертерной стали
Следующий патент: Способ выплавки кристаллического кремния
Случайный патент: Катализатор для комплексной очистки выхлопных газов автотранспорта