Способ Дагиса восстановления изношенных шеек валов
Формула / Реферат
Изобретение относится к восстановлению шеек валов.
Для увеличения надежности восстановленных валов и упрощения процесса. Это достигается тем, что выбрано и применено оптимальное расположение стыков ремонтных полуколец на шейках, с учетом неравномерности их износа.
Сборка шеек валов с ремонтными полукольцами упрощена за счет использования их упругой деформации, зазоры в стыках выбраны с учетом толщины заготовок ремонтных полуколец, применены рациональные соотношения для выбора диаметров шеек, подготовленных к установке ремонтных полуколец, применены дополнительные галтели с учетом условий, обеспечивающих наибольшее повышение усталостной прочности, приведены соотношения конструктивных элементов шеек в продольном сечении с учетом размеров ремонтных полуколец и дополнительных галтелей, применены ремонтные полукольца, не создающие концентрацию напряжений в торцевых плоскостях, применено исправление дефектов сварочных швов в стыках (пор, раковин, трещин) в процессе механической обработки шеек.
Текст
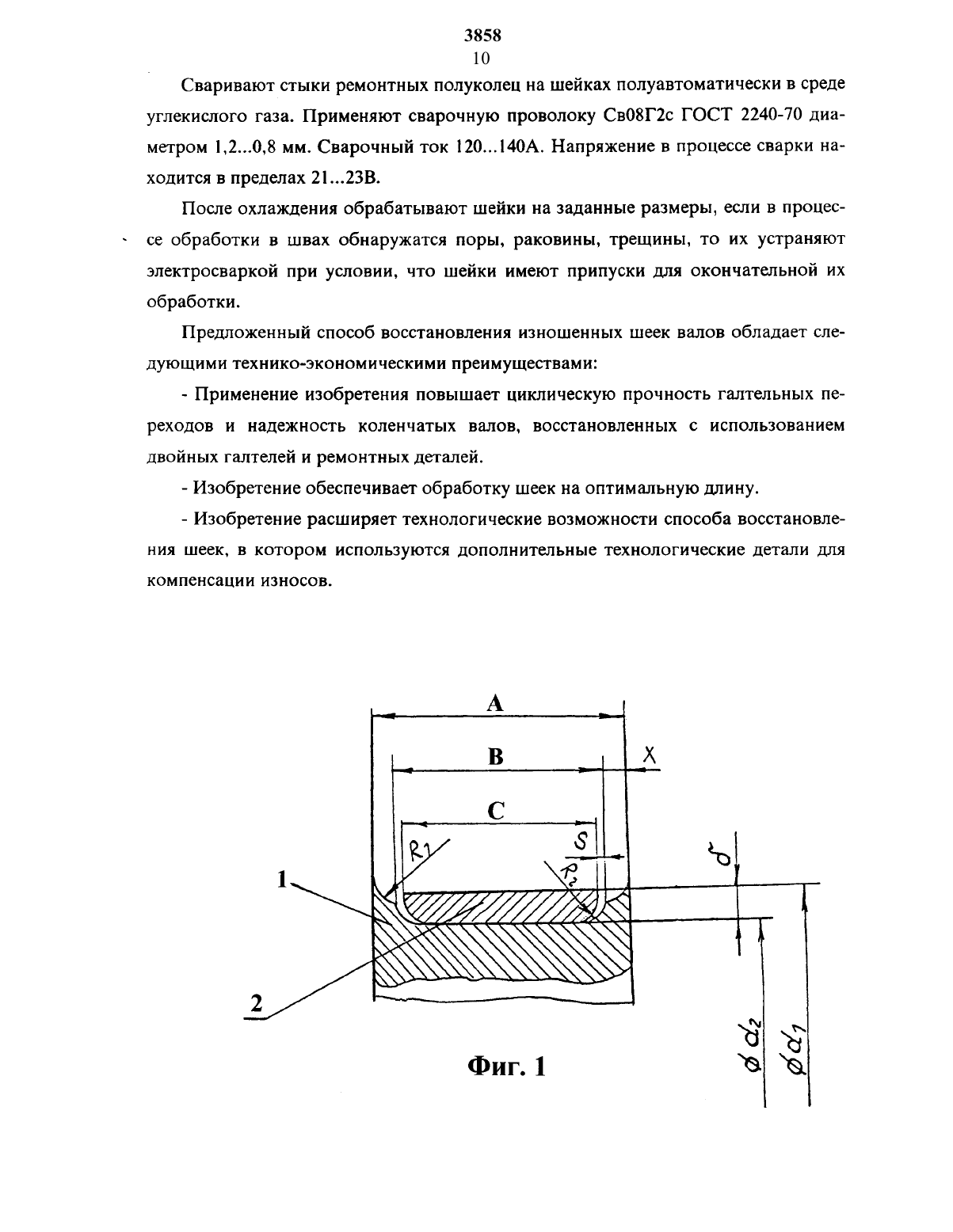
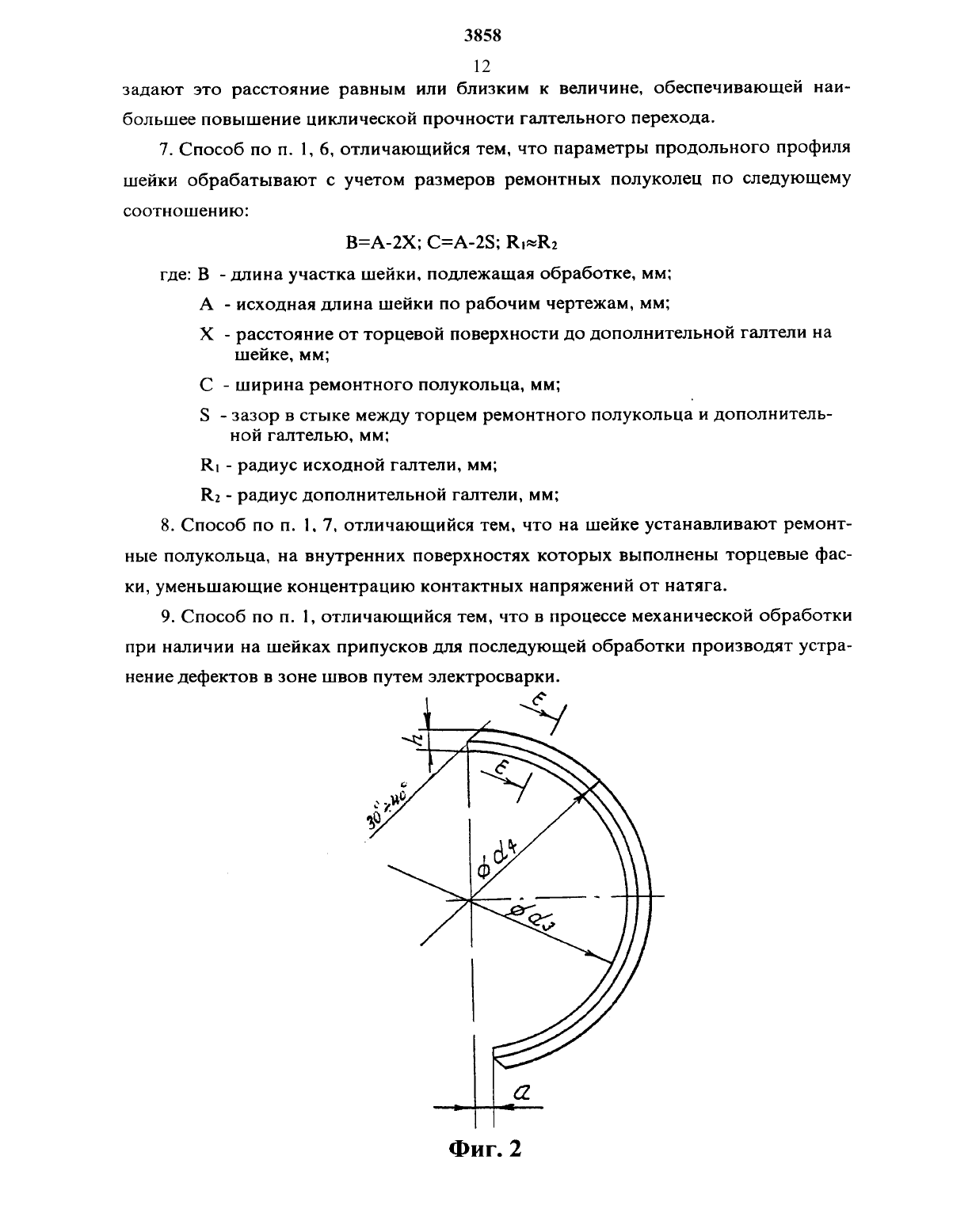
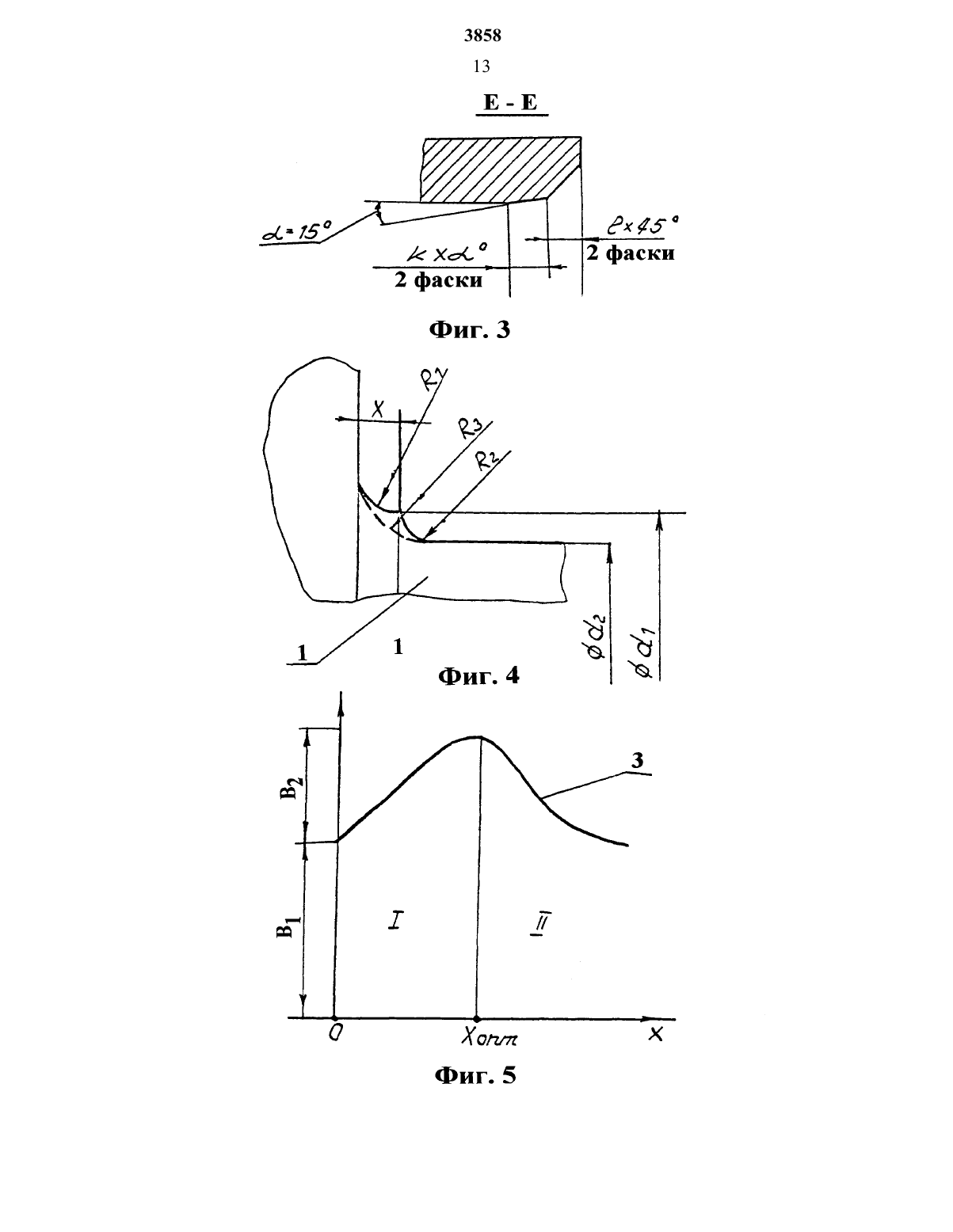
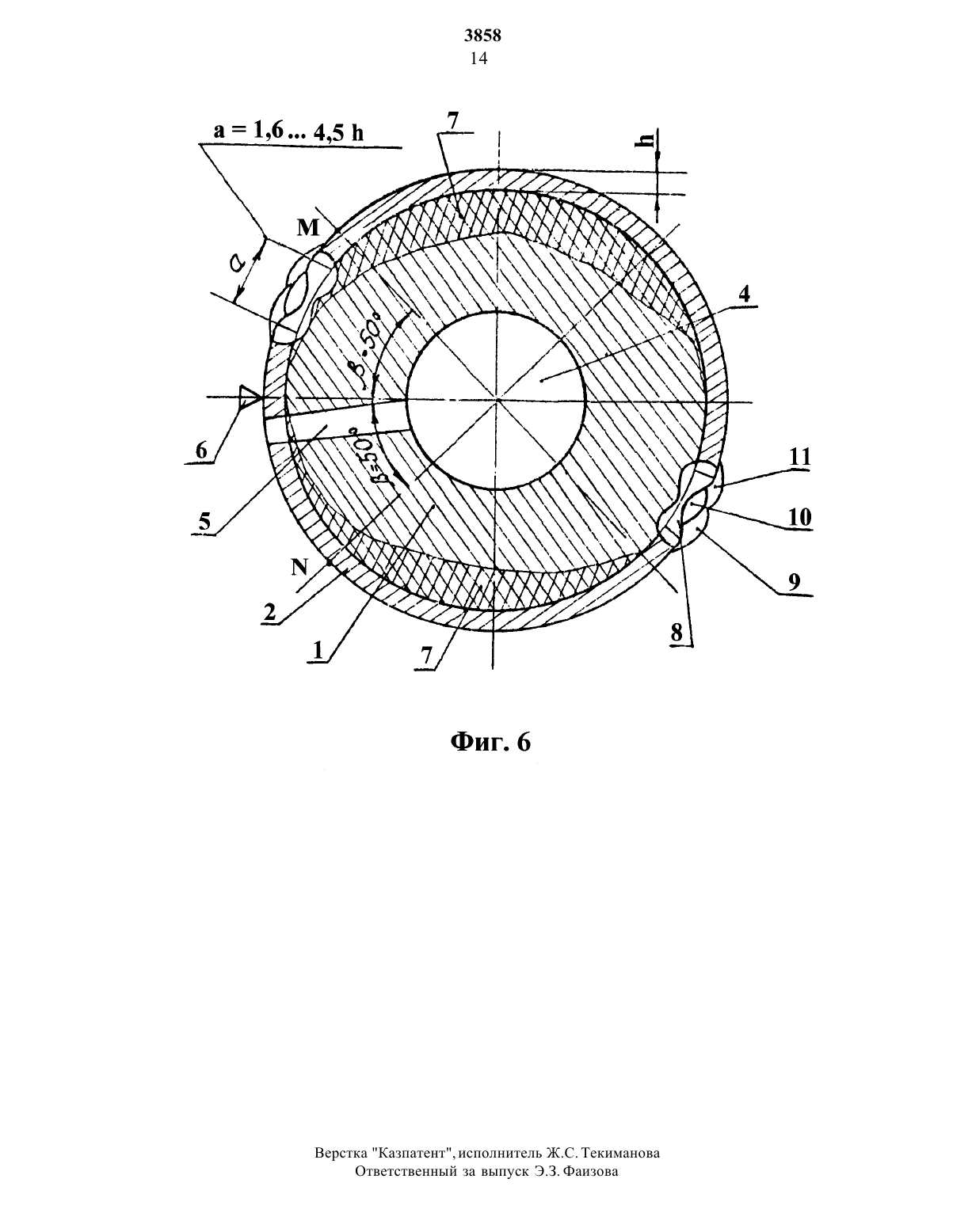
Способ относится к механосборочному производству, в частности к способам восстановления изношенных шеек валов, при которых на изношенные шейки устанавливают дополнительные ремонтные детали и фиксируют их.Известен способ восстановления изношенных шеек валов (Авторское свидетельство СССР М 1690970, кл. В 23 Р 6/00, 1991), при котором изношенные шейки валов обрабатывают механически под ремонтные детали. на шейки устанавливают составные ремонтные детали, выполненные в виде полуколец, производят их ориентацию, поджатие, сварку стыков с приваркой к шейкам и последующую обработку под заданные размеры.Известный способ обладает такими недостатками, как- необоснованно выбрано расстояние от шеки шейки до начала дополнительных гальтелей- дополнительные галтели могут быть изготовлены только с применением специальных шлифовальных кругов- требуется частая правка шлифовальных кругов- отсутствуют рекомендации по выбору рационального расстояния от щеки шейки до начала дополнительной галтели.Задачей изобретения является разработка способа восстановления шеек валов,позволяющего повысить надежность и прочность галтельных переходов шеек валов после их восстановления, а также упростить технологию способа.Положительный технический эффект и поставленная техническая задача в способе восстановления шеек валов, при котором неравномерно изношенные шейки валов механически обрабатывают, в том числе и с образованием на шейках дополнительных галтельных переходов под ремонтные детали, устанавливают на шейки ремонтные детали, производят их ориентацию, поджатие, терморегулировочные операции, сварку стыков с приваркой к шейкам и последующую обработку шеек на заданные размеры, достигается тем, что в стыках технологических деталей создают зазоры в пределах 164,5 толщин заготовок ремонтных деталей,подготовленных для закрепления на шейках, стыки технологических деталей раз МСЩЗЮТ В ЗОНС НЭИМСНЬШСГО ИЗНОСЗ, КОТОрЫЙ ограничивают ПО обе СТОРОНЫ ОТточки наименьшего износа центральным углом 2 В 120 для диаметров шеек рав ных или больше 70 мм зону наименьшего износа ограничивают центральным углом В, равным 50, для диаметров шеек меньше 70 мм, зону наименьшего износаограничивают центральным углом В, равным 60 шейки валов под технологиче 38583 ские детали обрабатывают до диаметров, равных д 2 л-2 б, где (12 - диаметр шейки, обработанной под ремонтные детали а. - номинальный диаметр шейки по рабо ЧИМ чертежам б - ТОЛЩИНЗ ТСХНОЛОГИЧССКОЙ ДВТЗЛИ ПОСЛЕ ОКОНЧЗТСЛЬНОЙ обра ботки шейки, которая находится в пределах от 0.2 Л д до 0,36 Л д, при диаметрешеек менее 60 мм, а при диаметре шеек более 60 мм. толщина б равна в пределахот 0,4 3 с до 0,4 Й 1 п и механической об аботке изношенных шеек с об азованием дополнительных галтельных переходов под технологические детали. изношенные шейки обрабатывают по длине для шеек с двумя галтелями на величину ВА-2 х. где В - длина участка шейки, подлежащего обработке перед установкой технологических деталей А - исходная длина шейки по рабочим чертежам вала х- расстояние от торцевой поверхности шейки до начала дополнительной галтели, КОТОрОС выбирают С учетом ННИбОЛЬШСГО приращения ВЫНОСЛИВОСТИ ГЗЛТСЛЬНОГОперехода И ЗЗДИЮТ ЭТО расстоянием, равным ИЛИ бЛИЗКИМ К ВСЛИЧИНС. обеспечи вающей наибольшее приращение выносливости, причем, если КшКд где К и К радиусы исходной и дополнительной галтелей. расстояние х (0,50.75) Кд на шейки устанавливают ремонтные детали, на внутренних поверхностях которых выполнены торцевые фаски, уменьшающие концентрацию контактных напряжений от натяга в процессе механической обработки. при наличии на шейках припусков для последующей обработки, производят устранение дефектов в зоне швов электросваркой.Изобретение поясняется чертежами, где на фиг. изображено продольное сечение шейки с ремонтными деталями на фиг. 2 показано ремонтное полукольцо. поясняющее расположение на внутренних поверхностях фасок уменьшающих контактные напряжения от натяга на фиг. 3 - сечение по линии Е-Е фиг. 2 на фиг. 4 показан галтельный переход шейки. снабженный дополнительной галтелью на фиг. 5 изображена графическая зависимость выносливости галтельного перехода от величины расстояния от торцевой поверхности шейки до начала дополнительной галтели х на фиг. 6 изображено диаметральное сечение шейки в сборе с технологическими полукольцами. поясняющее границы зоны наименьшего износа,расположенной на шейке и размещение стыков согласно изобретению.На чертежах и в тексте приняты, приведенные ниже обозначения конструктивных элементовВ - длина обрабатываемой части шейки под ремонтные полукольцаС - длина наружной поверхности ремонтного полукольца, которое должно быть большей длины фактической рабочей части шейкиХ - расстояние от торцевой поверхности шейки до начала дополнительного ГЗЛТСЛЬНОГО перехода3 - зазор между торцом ремонтного полукольца и началом дополнительной галтелиК радиус дополнительного галтельного переходаК - радиус огибающей галтелей К и 112б - толщина технологического полукольца после окончательной обработки шейки на номинальные размерыа - диаметр шейки обработанной перед установкой технологических полуколец(1. - номинальный диаметр шейки. т.е. диаметр шейки по рабочим чертежамн - толщина заготовки технологического полукольца после обработки внутренней поверхностиа - диаметр внутренней обработанной поверхности технологического полу кольца с 14 - диаметр наружной, необработанной поверхности ремонтного полукольца ос - угол разгружающей торцевой фаски оьв 158 К - ширина разгружающей фаски 1 - ширина фаски под углом 45 7 В - выносливость вала без дополнительного галтельного перехода 4 В - приращение выносливости галтельного перехода в зависимости от вели чины расстояния от торцевой поверхности до начала дополнительной галтели Х3 - графическое изображение зависимости приращения выносливости галтельного перехода от величины расстояния между торцевой поверхностью шейки и началом дополнительного галтельного переходаХопт - оптимальное расстояние от торцевой поверхности шейки до начала дополнительной галтели, соответствующее наибольшему приращению выносливости6 - обозначение точки наименьшего износа шейки7 - эпюра износа поверхности шейки8 - основной сварочный шов в стыке9 10 11 - дополнительные отжигаюшие сварочные валики, заполняющие за зор в стыке и выравнивающие поверхность В - центральный угол, ограничивающий зону наименьшего износа с однойСТОрОНЫ ОТНОСИТСЛЬНО ТОЧКИ 6 наименьшего ИЗНОС ПОВбрХНОСТИ ШСЙКИтп дуга поверхности шейки с центральным углом 26, которая ограничивает зону наименьшего износа.Способ восстановления шеек коленчатых валов согласно изобретению по фиг. 1. 2. 3, 4, 5 и 6 включает вспомогательные и основные технологические операции,которые желательно выполнить в указанной ниже последовательности.Перед восстановлением шеек определяют зазоры в стыках технологических деталей, который выбирают равным а(1,64.5)Ь (фиг. 6).Определяют диаметры ШЗСК ПОД ТСХНОЛОГИЧВСКИВ ДВТЗЛИ, КОТОРЫЕ НЗЗННЧЗЮТравными 121-2 б (фиг. 1, 4 и 5). Толщина технологической детали б после окончательной обработки шейки должна быть в пределах от 0,2 Д до 0,36 Д при диаметре шеек менее 60 мм, а при диаметре шеек более 60 мм, толщина ремонтной детали равна в пределах от 0,4 Д до 0,4 Л мм.Определяют длину участка шейки, подлежащую обработке перед установкой ремонтных деталей. Шейки с двумя галтелями обрабатывают на длину, равную ВА-2 Х (фиг. 1 и 6). Если кшкг, то Х (0,5075) К. (фиг. 4). Шлифуют шейки на заданной длине В, например, с образованием двойных гантелей до заданного диаметра д (фиг. 1, 4 и 5). Устанавливают на шейки 1 ремонтные детали 2, имеющие на внутренних поверхностях фаски ос, уменьшающие концентрацию контактных напряжений от натяга (фиг. 3). Производят ориентацию ремонтных деталей на шейках.Прижимают вручную ремонтные детали к шейке. Для упрощения процесса сборки применяют ремонтные полукольца, внутренний диаметр которых меньше диаметра шеек. В этом случае ремонтные полукольца удерживаются на шейках засчет сил упругости полуколец и трения. Производят электросваркой прихватку
МПК / Метки
МПК: B23P 6/00
Метки: шеек, валов, изношенных, восстановления, способ, дагиса
Код ссылки
<a href="https://kz.patents.su/14-3858-sposob-dagisa-vosstanovleniya-iznoshennyh-sheek-valov.html" rel="bookmark" title="База патентов Казахстана">Способ Дагиса восстановления изношенных шеек валов</a>
Способ Дагиса восстановления изношенных шеек валов
Номер предварительного патента: 3154
Опубликовано: 15.03.1996
Автор: Дагис Зигфрид Станиславович
МПК: B23P 6/00
Метки: шеек, способ, дагиса, изношенных, восстановления, валов
Формула / Реферат:
Изобретение относится к способам восстановления изношенных валов.Для повышения надежности при восстановлении валов, в способе заключающемся в механической обработке изношенных шеек под технологические детали с образованием дополнительных галтелей, установке, закреплении на шейках технологических деталей и механической обработке на заданные размеры, шейки перед установкой технологических деталей обрабатывают на ширину, устанавливаемую в...
Способ восстановления изношенных шеек валов
Номер предварительного патента: 3152
Опубликовано: 15.03.1996
Автор: Дагис Зигфрид Станиславович
МПК: B23K 5/18
Метки: восстановления, изношенных, способ, валов, шеек
Формула / Реферат:
Изобретение относится к области восстановления изношенных шеек валов.Для восстановления валов, имеющих повышенную надежность, как в части прочности, так и износостойкости разработан способ, включающий обработку изношенных шеек валов, установку и закрепление на шейках дополнительных ремонтных деталей, выполненных в виде ремонтных полуколец, поджатие их к шейкам и соединение их стыков сваркой, обработку шеек с ремонтными полукольцами на заданные...
Способ Дагиса восстановления шеек коленчатых валов с трещинами
Номер предварительного патента: 2625
Опубликовано: 15.12.1995
Автор: Дагис Зигфрид Станиславович
МПК: B23P 6/27
Метки: коленчатых, восстановления, дагиса, валов, способ, трещинами, шеек
Формула / Реферат:
Изобретение уменьшает затраты на ремонт самоходных машин за счет сокращения количества валов, подлежащих выбраковке из-за поверхностных трещин на цилиндрических частях шеек. Упрощен процесс восстановления и увеличена надежность валов.В процессе восстановления удаляют с шеек дефектный слой материала, содержащий поверхностные трещины. Для компенсации износа шеек и дефектного слоя с трещинами применяют установку на шейках ремонтных деталей в виде...
Способ Дагиса восстановления шеек валов
Номер патента: 258
Опубликовано: 30.12.1993
Авторы: Дагис Валерий Зигфридович, Дагис Зигфрид Станиславович
МПК: B23P 6/00
Метки: шеек, валов, восстановления, дагиса, способ
Формула / Реферат:
Изобретение относится к восстановлению шеек валов установкой ремонтных деталей, выполненных в виде ремонтных секторов. Цель изобретения - сокращение трудоемкости технологического процесса ремонта. Способ включает обработку изношенных шеек, установку на шейках ремонтных секторов, ориентацию секторов на шейках, поджатие их к шейкам, сборку стыков и приварку их к шейкам, обработку выходов масляных каналов в ремонтных секторах на заданную величину,...
Способ Дагиса восстановления изношенных деталей
Номер предварительного патента: 3153
Опубликовано: 15.03.1996
Автор: Дагис Зигфрид Станиславович
МПК: B23K 6/00, B23K 37/04
Метки: изношенных, способ, дагиса, восстановления, деталей
Формула / Реферат:
Изобретение относится к области ремонта машин и может быть использовано для восстановления, например, изношенных шеек коленчатых валов. Обеспечивает повышение прочности и качества восстановленных деталей за счет уменьшения вероятности образования трещин в зонах сварки.Это достигается тем, что дополнительные ремонтные детали устанавливают и предварительно закрепляют на ненагретых восстанавливаемых деталях, затем восстанавливаемые детали в сборе с...
Предыдущий патент: Непрерывный способ выделения бетаина
Следующий патент: Контейнер для транспортировки вещества в твердом состоянии
Случайный патент: Узел поглощающего аппарата для железнодорожного вагона (варианты), корпус для узла поглощающего аппарата и способ сборки узла поглощающего аппарата (варианты)