Двухвершинное спиральное сверло без поперечной кромки с подточкой передней поверхности
Формула / Реферат
Сверло для эффективного и производительного сверления сталей и чугунов, других материалов, имеющее прямой (на периферии) и обратный (в околоосевой области 0,5D) угол при вершине (сверло имеет срезанные вершину и поперечную кромку на участке, равном половине диаметра сверла, с углом, равным углу при вершине и вершина которого направлена к хвостовику, т.е. образован обратный внутренний угол при вершине между перьями), сверло выполнено без поперечной кромки, с двумя вершинами, которые образованы путём срезания вершины сверла и врезания под углом 2φ, равным 30...150°, с прорезанием разделительной канавки между перьями, причём канавка начинается от оси и срезает часть противоположной режущей кромки (стенка разделительной канавки расположена в осевой плоскости сверла) с образованием внешних (на периферии) и внутренних (у оси сверла) главных режущих кромок, при этом обе вершины лежат на одной линии, перпендикулярной оси сверла, каждая на расстоянии четверти диаметра от оси; выполненная разделительная канавка между перьями наклонена под углом 40...60° относительно оси сечения, проходящей через оба пера; у кромок задней части перьев сверла выполнены выглаживающие ленточки; угол наклона спиральных стружечных канавок 0≤ω≤70°; сверло имеет разные исполнения, при которых только внутренние главные режущие кромки или внутренние и внешние главные режущие кромки расположены в осевой радиальной плоскости или внешние режущие кромки расположены в продольных плоскостях, параллельных осевой плоскости, и расположены от неё на расстоянии f/2=0,128Д; для облегчения условий резания на участках радиально расположенных внутренних режущих кромок с обеих сторон на передних поверхностях в обеих канавках, на перьях и по дну стружечных канавок сверла, выполнен конструктивный элемент - подточка передней поверхности; на участках радиально расположенных внутренних и внешних режущих кромок с обеих сторон на передних поверхностях в обеих канавках, на перьях и по дну стружечных канавок сверла, выполнен конструктивный элемент - подточка передней поверхности; задняя поверхность у внутренних главных режущих кромок выполнена криволинейной с образованием бокового заднего угла путём заточки конусом чашечного конического круга.
Повышается стойкость и производительность сверла за счёт исключения поперечной кромки, уменьшается нагрев сверла и детали и улучшается качество обработки.
Текст
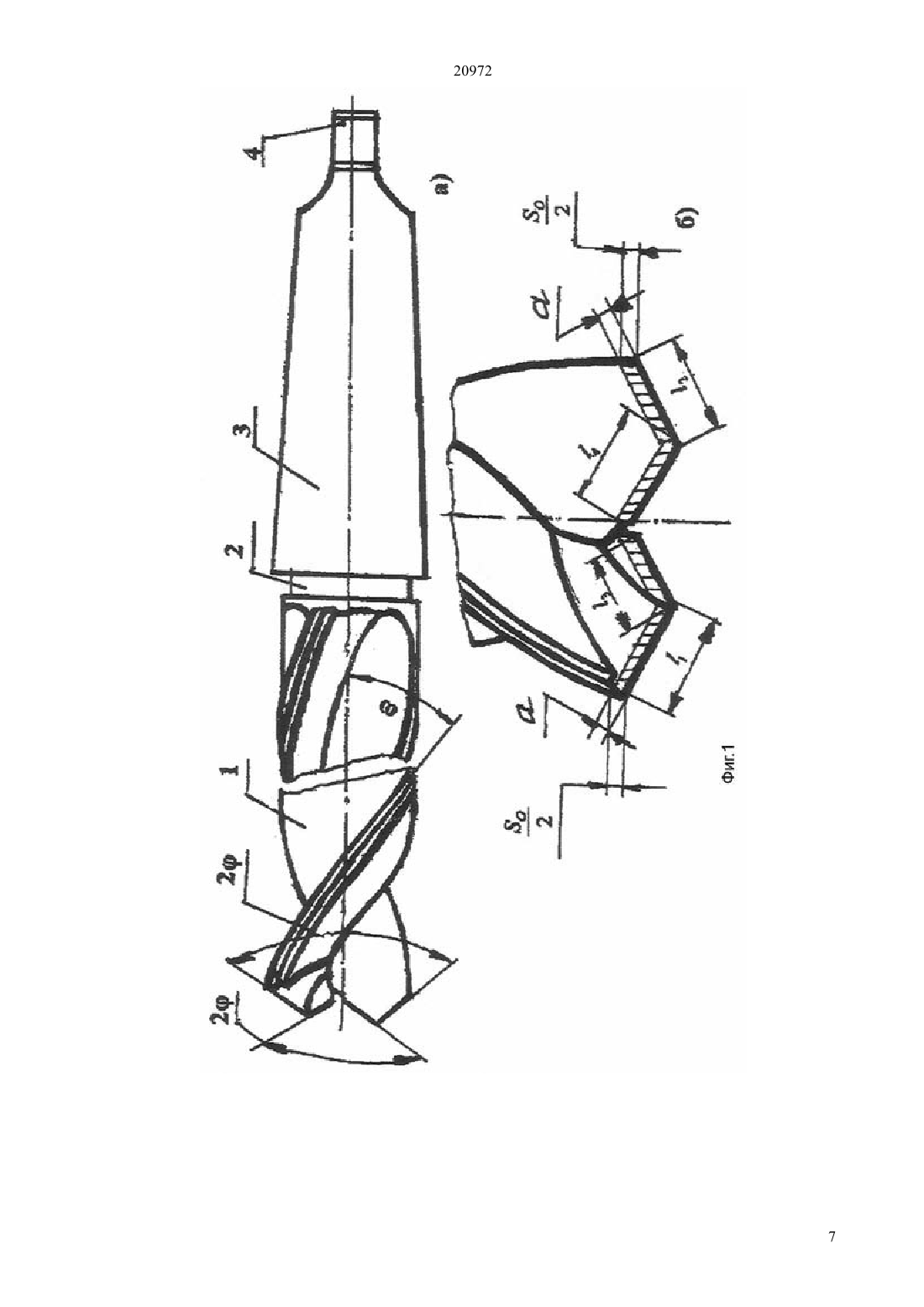
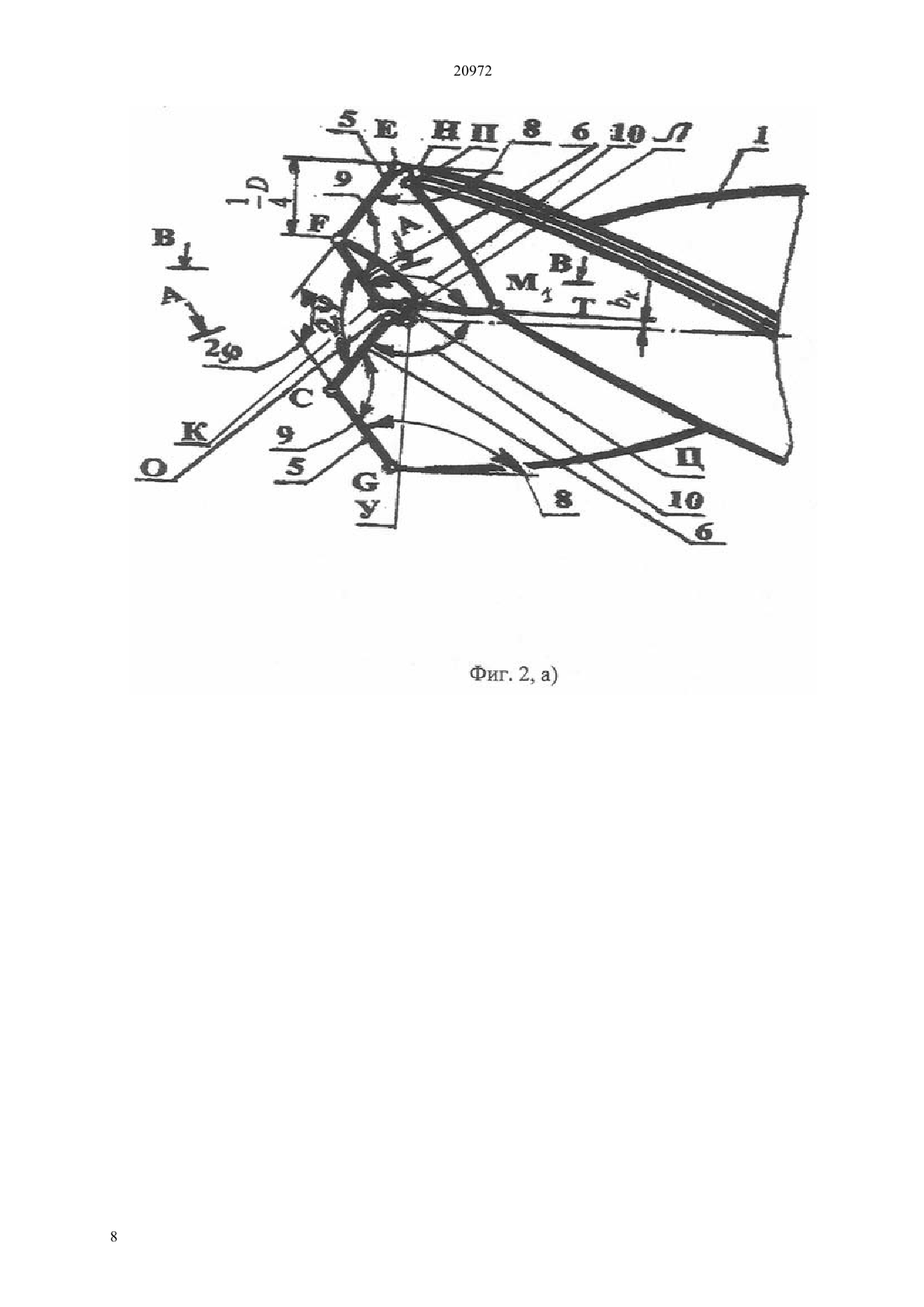
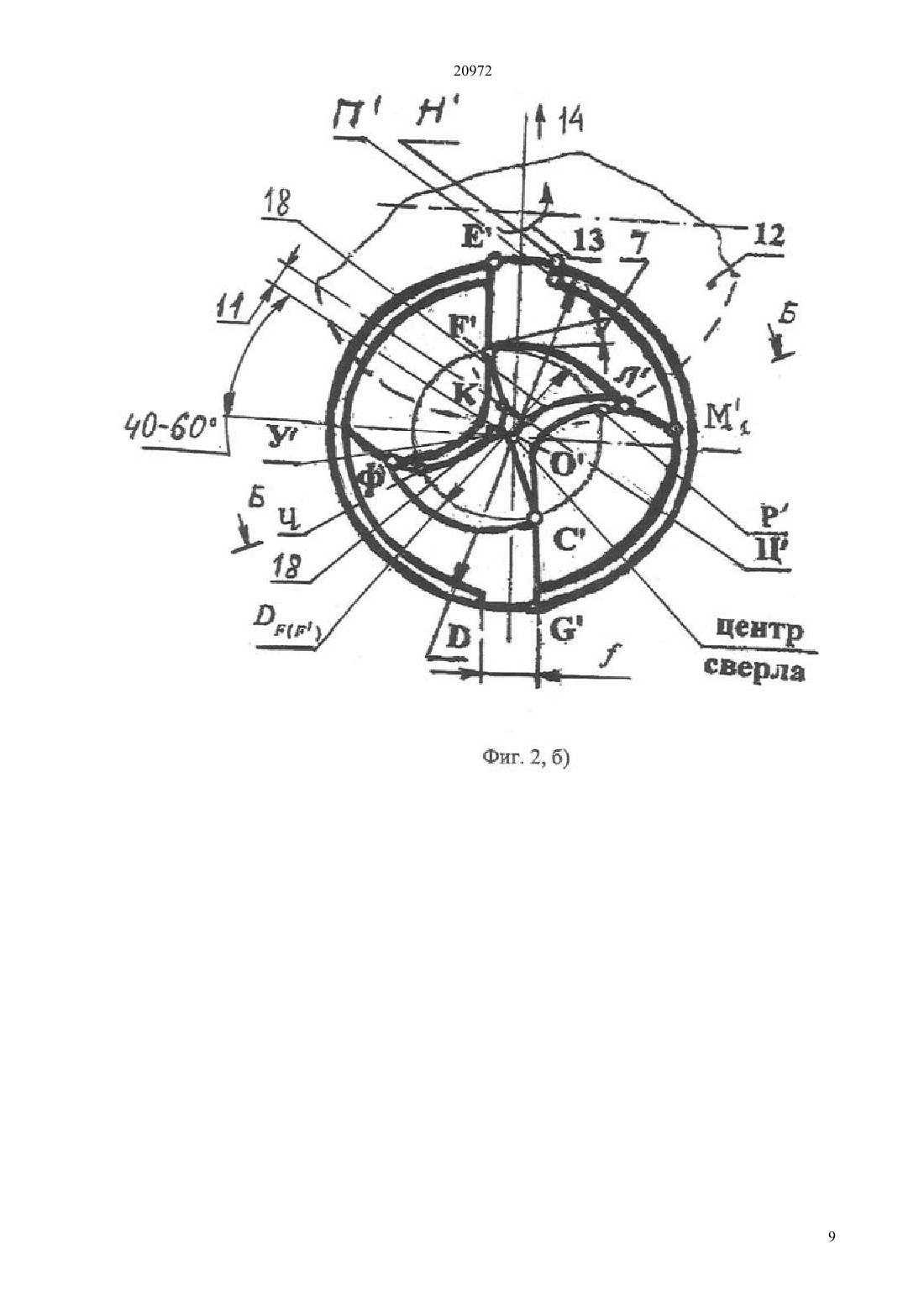
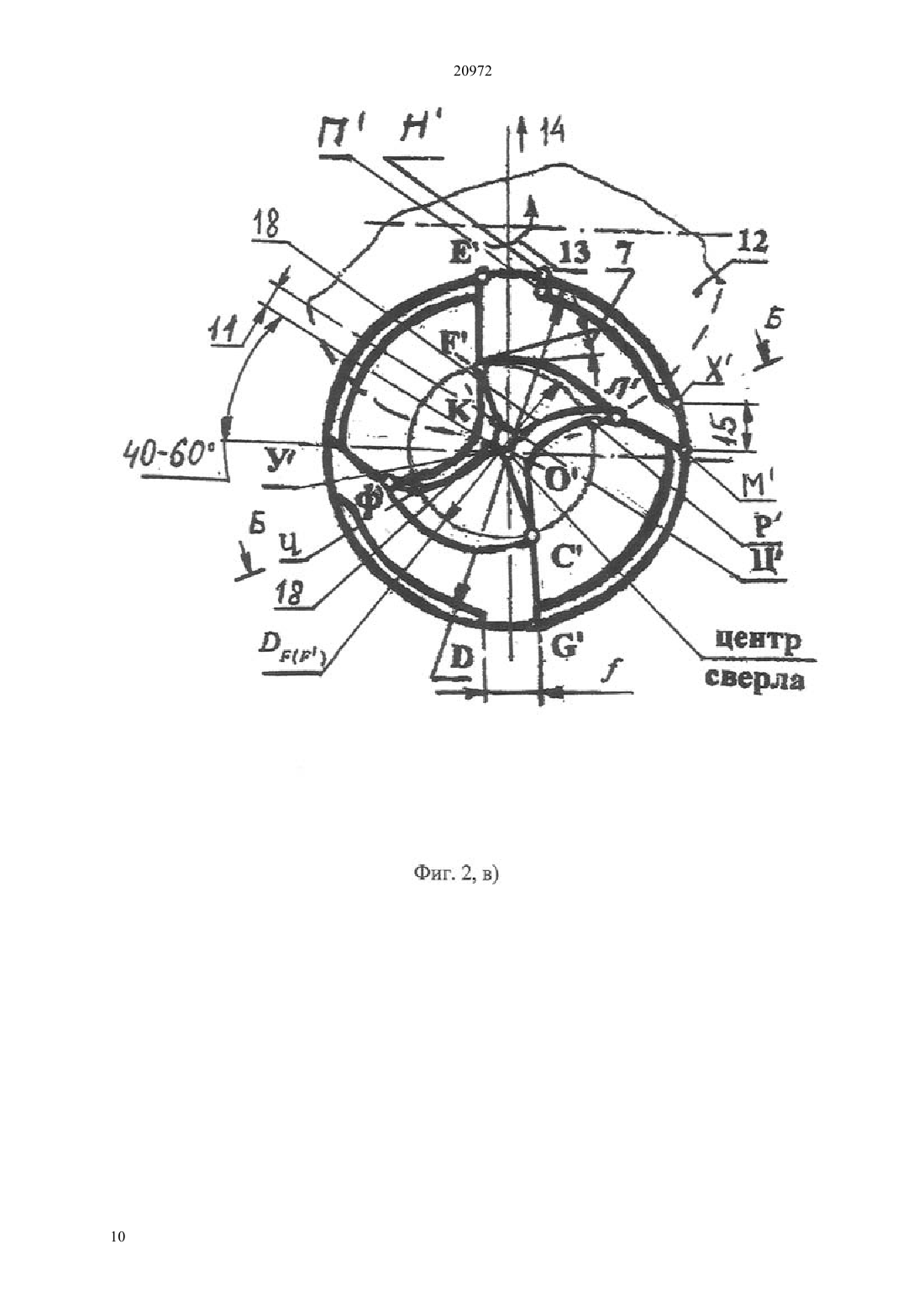
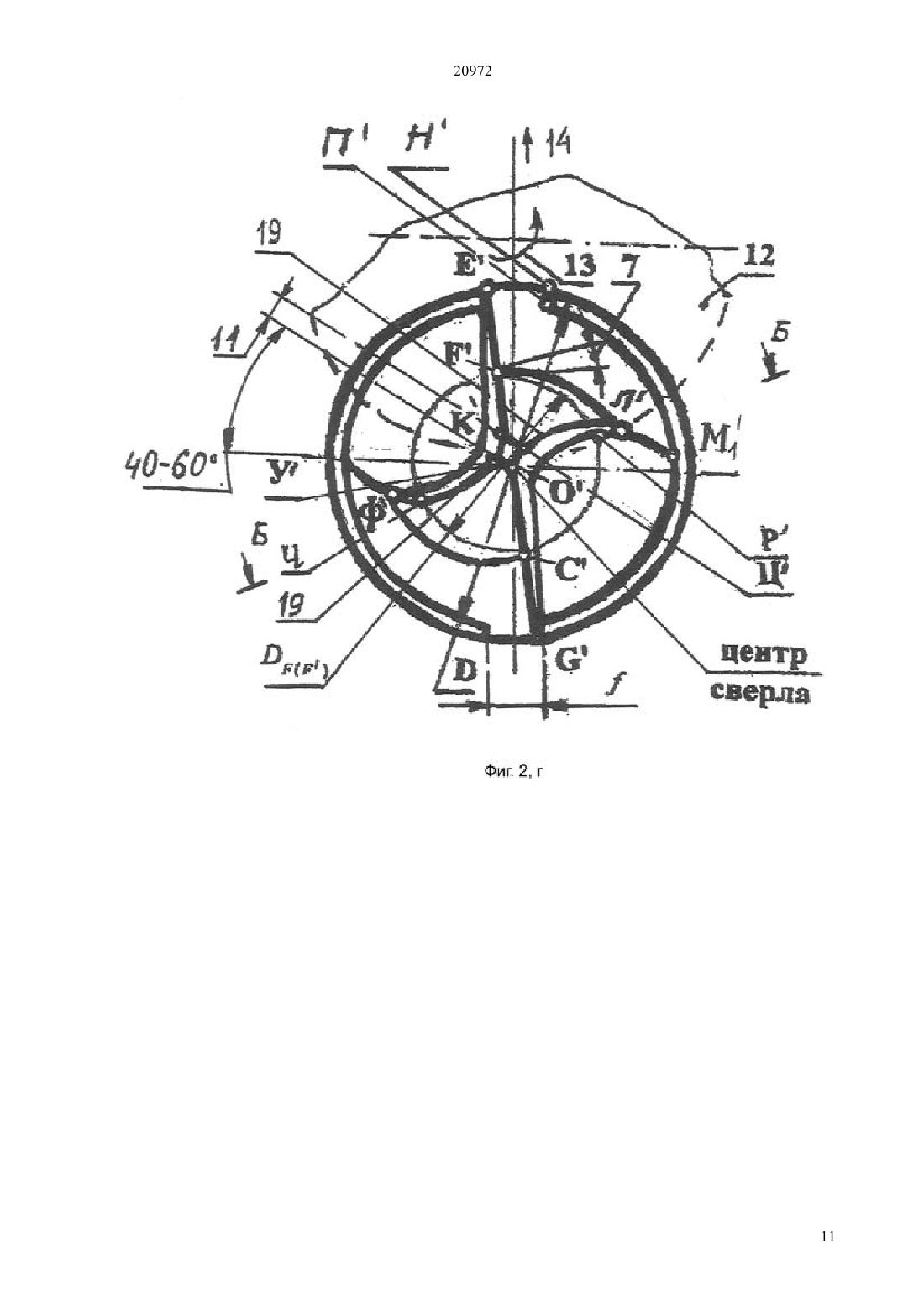
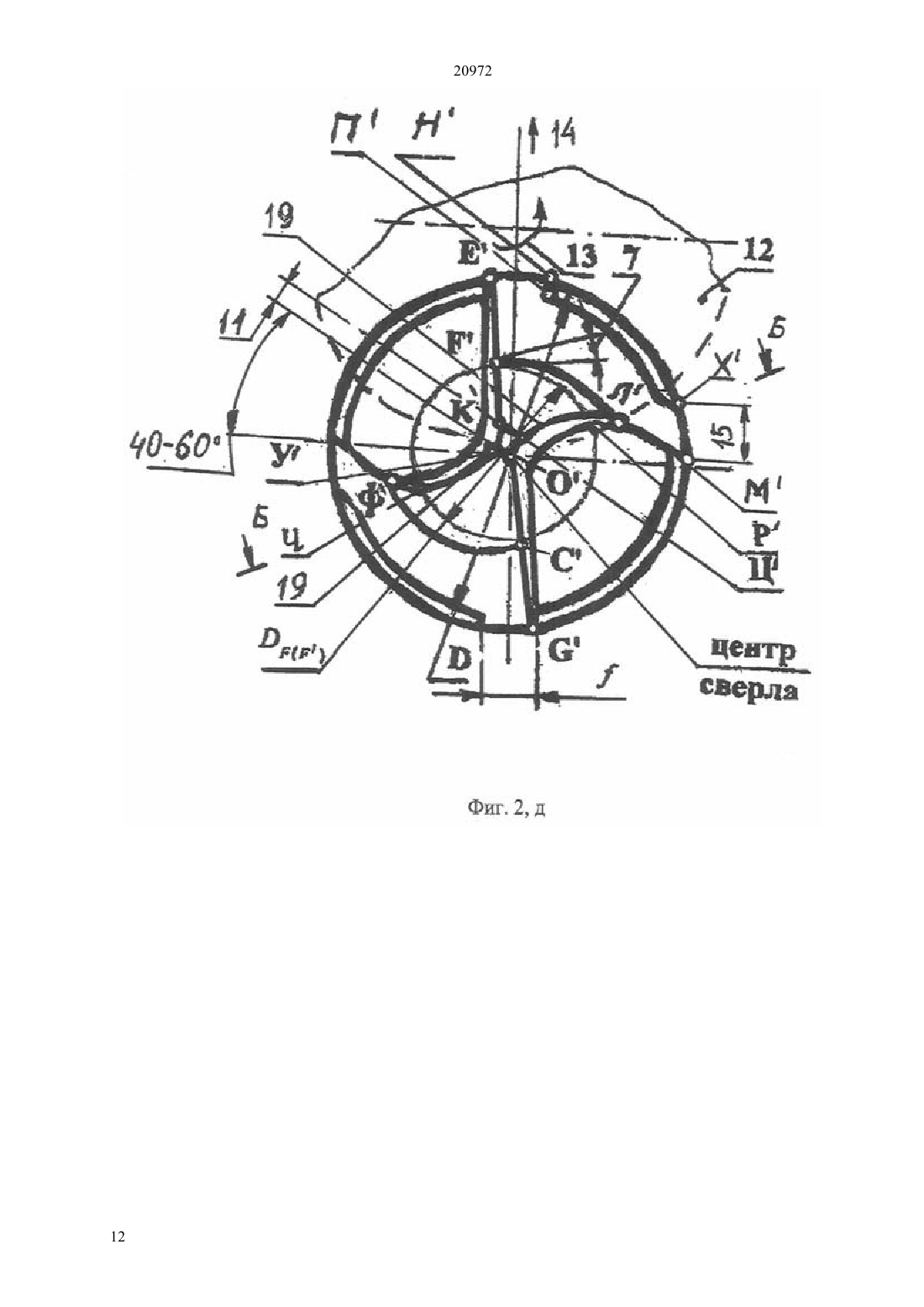
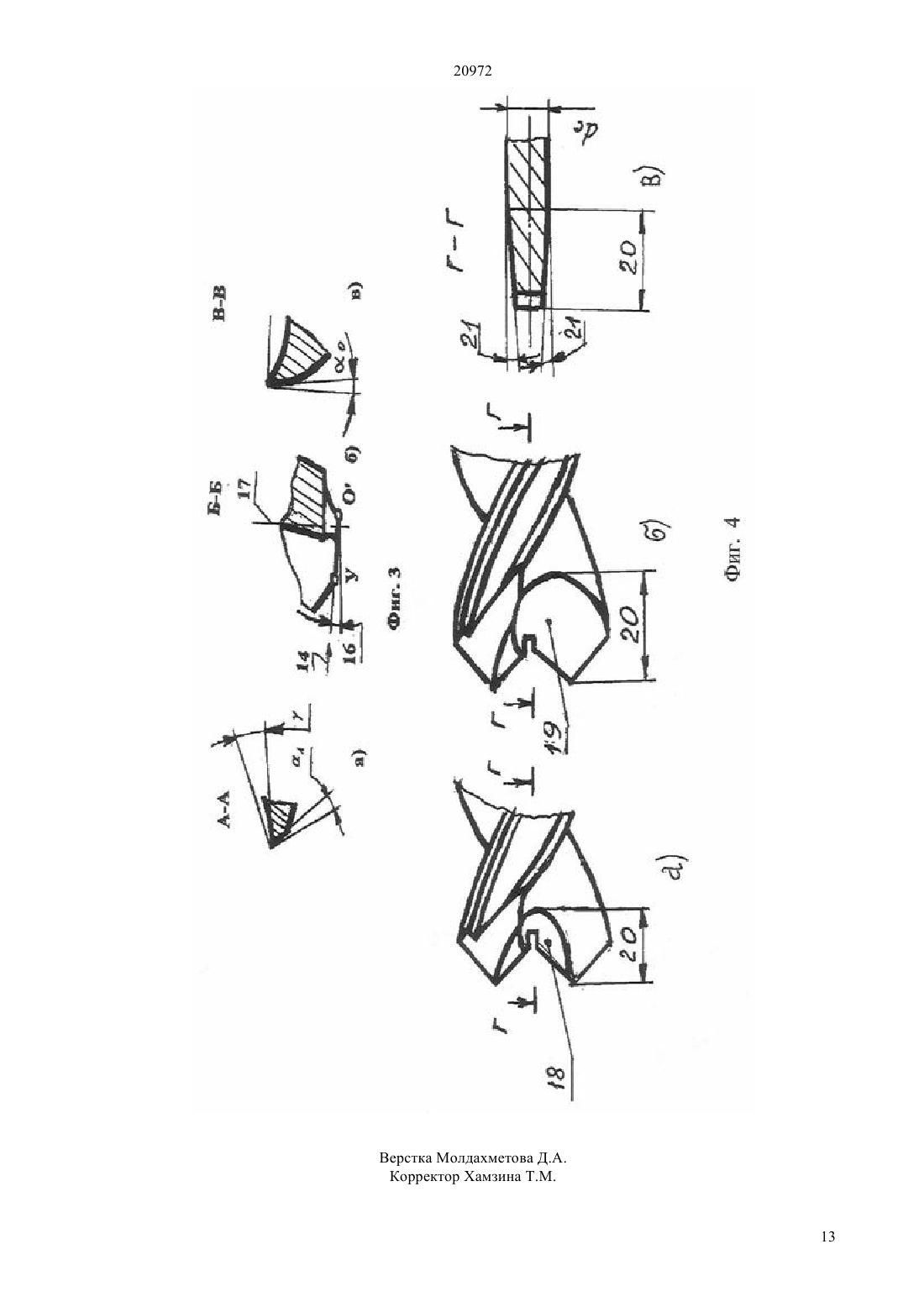
(51) 23 51/02 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ на расстоянии четверти диаметра от оси выполненная разделительная канавка между перьями наклонена под углом 4060 относительно оси сечения, проходящей через оба пера у кромок задней части перьев сверла выполнены выглаживающие ленточки угол наклона спиральных стружечных канавок 070 сверло имеет разные исполнения, при которых только внутренние главные режущие кромки или внутренние и внешние главные режущие кромки расположены в осевой радиальной плоскости или внешние режущие кромки расположены в продольных плоскостях, параллельных осевой плоскости, и расположены от не на расстоянии/20,128 Д для облегчения условий резания на участках радиально расположенных внутренних режущих кромок с обеих сторон на передних поверхностях в обеих канавках, на перьях и по дну стружечных канавок сверла,выполнен конструктивный элемент - подточка передней поверхности на участках радиально расположенных внутренних и внешних режущих кромок с обеих сторон на передних поверхностях в обеих канавках,на перьях и по дну стружечных канавок сверла,выполнен конструктивный элемент - подточка передней поверхности задняя поверхность у внутренних главных режущих кромок выполнена криволинейной с образованием бокового заднего угла путм заточки конусом чашечного конического круга. Повышается стойкость и производительность сверла за счт исключения поперечной кромки,уменьшается нагрев сверла и детали и улучшается качество обработки.(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(54) ДВУХВЕРШИННОЕ СПИРАЛЬНОЕ СВЕРЛО БЕЗ ПОПЕРЕЧНОЙ КРОМКИ С ПОДТОЧКОЙ ПЕРЕДНЕЙ ПОВЕРХНОСТИ(57) Сверло для эффективного и производительного сверления сталей и чугунов, других материалов,имеющее прямой (на периферии) и обратный (в околоосевой области 0,5) угол при вершине(сверло имеет срезанные вершину и поперечную кромку на участке, равном половине диаметра сверла, с углом, равным углу при вершине и вершина которого направлена к хвостовику, т.е. образован обратный внутренний угол при вершине между перьями), сверло выполнено без поперечной кромки, с двумя вершинами, которые образованы путм срезания вершины сверла и врезания под углом 2, равным 30150, с прорезанием разделительной канавки между перьями, причм канавка начинается от оси и срезает часть противоположной режущей кромки(стенка разделительной канавки расположена в осевой плоскости сверла) с образованием внешних (на периферии) и внутренних (у оси сверла) главных режущих кромок, при этом обе вершины лежат на одной линии, перпендикулярной оси сверла, каждая 20972 Изобретение относится к металлорежущим инструментам и представляет сверло спиральное из быстрорежущей стали с измененной режущей частью для сверления отверстий в деталях из конструкционных материалов сталей и чугунов,специальных сталей и сплавов, цветных металлов и сплавов, пластмасс по 11 13 квалитетам точности. Известно сверло, которое принимается в качестве аналога и прототипа 1, с. 103, рис. 2.55, а,б для сверления отверстий в деталях из конструкционной стали и чугуна и других материалов, где показана конструкция сверла,имеющего рабочую и закрепительную часть(хвостовик) между хвостовиком и рабочей частью выполнена шейка для выхода инструмента при обработке хвостовика и рабочей части рабочая часть состоит из режущей части, включающей режущие и вспомогательные кромки,и калибрующей части хвостовик применяется цилиндрический для закрепления в цанговом или кулачковом патроне и конический с конусом Морзе для установки в шпинделе станка или в переходную втулку рабочая часть сверла состоит из режущей части с углом при вершине 2 и калибрующей части для формирования окончательного размера обрабатываемого отверстия на режущей части заточкой под углом 2 образованы две главные режущие кромки пересечение задних поверхностей двух перьев образует поперечную кромку с углом наклона(рис. 2.55, а) или 55 (рис. 2.55, б) на рабочей (режущей и калибрующей) части сверла выполнена винтовая стружечная канавка с углом наклонаотносительно оси для отвода стружки между стружечными канавками размер тела сверла на рабочей части определн диаметром вписанной окружности , (рис. 2.55, а) -диаметром сердцевины на калибрующей части выполнена калибрующая ленточка недостатком аналога является наличие поперечной кромки с очень неблагоприятными условиями резания, повышенной осевой силой и температурой в зоне резания,повышенным износом фактически вместо резания имеет место выдавливание, смятие и скобление изза больших (до - 57) отрицательных передних углов на поперечной кромке. До 80 возникающей осевой силы при сверлении приходится на поперечную кромку. Благодаря неблагоприятным условиям резания поперечная кромка и прилегающие участки режущей части сверла по этой причине подвержены усиленным механическим и тепловым напряжениям, что приводит к повышенному износу режущей части и снижению стойкости сверла. Задачей изобретения является получение инструмента - сверла - без поперечной кромки для сверления отверстий в металлах и пластмассах с облегчнными условиями резания,которые значительно отличаются от условий резания при сверлении отверстий сверлом-аналогом. Заявленное сверло имеет конструктивные признаки (элементы), совпадающие с признаками аналога хвостовик, шейку, две спиральные канавки для отвода стружки, рабочую (калибрующую и режущую) части, диаметр сердцевины, ленточку на 2 калибрующей части - и признаки, отличающие его от аналога выполненный на участке половины диаметра в приосевой части срез вершины сверла с углом, вершина которого направлена к хвостовику,равным углу при вершине с образованием двух вершин и двух внешних (на периферии сверла) и двух внутренних (на участке среза вершины) главных режущих кромок,разделнных прорезанной между ними канавкой, сдвинутой относительно оси сверла так, что одна е стенка располагается на оси сверла и срезает образующуюся внутреннюю глухую впадину,препятствующую резанию,а также часть противоположной режущей кромки, которая короче режущей кромки, достигающей стенки канавки и оси одна стенка канавки, таким образом, совмещена с продольной осью сверла, т.е. расположена в осевой плоскости разделительная канавка выполнена наклонной (4060) относительно оси,проходящей через середину калибрующих ленточек поперечного сечения, перпендикулярного оси и включающего точки пересечения режущей и калибрующей частей обе вершины расположены на одной линии, перпендикулярной оси сверла, на расстоянии четверти диаметра, и в одной осевой плоскости сверла указанная конструкция приосевой режущей части сверла исключает поперечную кромку, которая присуща всем видам существующих сврл и является причиной неблагоприятных условий резания. Разные исполнения сверла имеют дополнительные выглаживающие ленточки у кромки пера у затылка,о чм подробно рассказано в описании конструкции сверла. Заявленное сверло, как все сврла, имеет два исполнения для правого и левого резания (левое исполнение условно не показано). Угол наклона стружечной канавки 070, в отличие от сверлааналога 1535 выполненная разделительная канавка наклонена под углом 4060 относительно оси сечения, проходящего через оба пера применена конструкция сверла с исполнением, у которых у кромок задней части перьев сверла выполнены выглаживающие ленточки для повышения качества обработки угол наклона спиральных стружечных канавок сврл выбран в пределах 070, применены исполнения сврл,у которых только внутренние главные режущие кромки или внутренние и внешние главные режущие кромки расположены в осевой радиальной плоскости, что подробно объясняется в описании конструкции и работы сверла применено исполнение сверла, у которого внешние режущие кромки расположены в продольных плоскостях,параллельных осевой плоскости, и расположены от не на расстоянии /20,128 , где- диаметр сверла на участках радиально расположенных внутренних режущих кромок сврл с обеих сторон на передних поверхностях в обеих канавках, на перьях и по дну стружечных канавок сверла,выполнен конструктивный элемент - подточка передней поверхности на участках радиально расположенных внутренних и внешних режущих кромок сврл с обеих сторон на передних 20972 поверхностях в обеих канавках, на перьях и по дну стружечных канавок сверла,выполнен конструктивный элемент - подточка передней поверхности задняя поверхность у внутренних главных режущих кромок сверла выполнена криволинейной с образованием бокового заднего угла. Предложенная конструкция режущей части сверла позволяет производить формообразование задней поверхности на периферийных участках с внешними режущими кромками традиционным способом коническая, цилиндрическая, винтовая заточка для возможности вписать заднюю поверхность в поверхность резания на участках с внутренними режущими кромками (обратном углом при вершине) заточка производится отдельно для каждого пера на универсально - заточном станке конусом чашечного конического круга с образованием криволинейной задней поверхности и боковых задних углов. Предложенная конструкция режущей части создает благоприятные условия для работы сверла по условиям механической и тепловой напряженности когда угол при вершине равен 120,то угол между внешними режущими кромками равны 120 углы между внешними и внутренними режущими кромками и торцевыми стенками канавки, срезающей поперечную кромку, равны 120, что примерно в два раза больше, чем при срезании поперечной кромки традиционного сверла,принятого в качестве аналога, и создат лучшие условия для отвода тепла при других значениях угла при вершине эти соотношения несколько отличаются. Технический результат - повышение стойкости сверла и скорости резания при сверлении, снижение затрат на сврла и удешевление производства. Технический результат достигается тем, что введена отличительная часть наиболее неблагоприятный участок сверла (по условиям резания) с поперечной кромкой заменен участком с углом, вершина которого направлена к хвостовику сверла, и внутренними, не равными по длине (за счет прорезания канавки), режущими кромками, чем ликвидируются тяжелейшие условия смятия,выдавливания и скобления с отрицательным передним углом до -57 на участке поперечной режущей кромки у сверла-аналога создаются благоприятные условия резания с положительным передними и задними углами и условиями равной термической и механической напряженности у предлагаемой конструкции сверла без поперечной кромки. На фиг. 1 изображено сверло спиральное без поперечной кромки с обратным углом при вершине ассиметричное,общий вид с указанием необходимых позиций,обозначений для идентификации существенных признаков сверла. На фиг. 2, а), б), в), г), д) раскрывается(идентифицируется) устройство режущей части сверла первого, второго, третьего и четвртого исполнений и показано положение чашечного конического круга для формирования режущих кромок и задней поверхности на участке с обратным углом при вершине. На фиг. 3 идентифицируются разрезы,обозначенные на фиг. 2 в сечении А -А идентифицируется задний угол А в нормальном сечении и передний уголв сечении Б - Б идентифицирован наклон задней поверхности относительно плоскости, перпендикулярной оси сверла в сечении В - В идентифицирован задний угол сверла о. На фиг. 4 показана рабочая часть сверла исполнение 2 и исполнение 4 с выполненной подточкой передней поверхности на участке внутренних режущих кромок (фиг. 2, а) и на участке внутренних и внешних режущих кромок (фиг. 2, б) угловые параметры подточки (фиг. 2, в). Ниже подробно описана конструкция сверла и его работа. На фиг. 1 показан общий вид сверла и его элементы угол 2- на вершине у периферии и 2 обратный угол, вершина которого направлена к хвостовику, срезавший переднюю приосевую часть вершину 1 - рабочая часть сверла с винтовыми стружечными канавками 0 70- угол наклона спиральной (винтовой) стружечной канавки 2 шейка 3 - конический хвостовик с конусом Морзе 4 - лапка а - толщина среза 12 - длина внешних главных режущих кромок с углом 2 при вершине 4 длина неукороченной внутренней режущей кромки с обратным углом 2 при вершине длина вспомогательных режущих кромок на величине половины осевой подачи (как у традиционных сврл) нормальная по длине режущая кромка 4 с обратным углом при вершине обеспечивает полное снятие стружки до оси обрабатываемого отверстия. На фиг. 2, а) показана конструкция рабочей части на одной проекции сверла 1 -рабочая часть с винтовыми стружечными канавками 5 - две внешние режущие кромки с углом при вершине 2 6 - две внутренние режущие кромки с обратным углом 2 при вершине две внутренние режущие кромки с обратным углом 2 при вершине и две внешние режущие кромки с углом при вершине 2 образуют режущую часть сверла, включая длину вспомогательных режущих кромок между внешней режущей кромкой и касательной к ленточке в точках Е и 9 - угол 2 между внешними и внутренними режущими кромками,пересекающимися в точкахи 10 - угол 2 между внутренними режущими кромками и стенкой канавки 11 (осью сверла) к - ширина канавки для разделения плоскостей заточки по внутренним задним поверхностям двух перьев сверла,нарезанием которой удаляется глухая абсолютно неработоспособная поперечная вогнутая внутренняя обратная кромка (линия), разделяющая задние внутренние поверхности на участке сверла с обратным углом при вершине на данной проекции 3 20972 поворот канавки относительно оси условно не показан для образования задней поверхности на участке внутренних главных режущих кромок применяется чашечный конический шлифовальный круг для заточки сверла по внутренней криволинейной задней поверхности конусом круга с образованием заднего бокового угла - Е -Н- П 1-Л - -задняя поверхность сверла на участке с внешней режущей кромкой, полученная традиционной заточкой в зависимости от величины угла 2 при вершине при обработке различных материалов соотношения между углами 2, 8, 9, 10 следующие 2,8,9,10,150 105 150 105 140 110 140 110 120 120 120 120 100 130 100 130 90 135 90 135 60 150 60 150 40 160 40 160 30 165 30 1652 - обратный угол в плане при вершине Т - опорная точка для отсчта угламежду внутренней режущей кромкой и стенкой канавки для срезания поперечной неработоспособной обратной кромки А - А, В - В - сечения для идентификации геометрических и конструкционных параметров сверлаЛ Ц К- внутренняя задняя поверхность. На фиг. 2, б) показана вторая проекция сверла(сверло обычно показывается в двух проекциях проекции на фиг.1 и фиг. 2) и обозначены конструктивные параметры сверла исполнения 1- диаметр окружности (траектории точкипри работе сверла) 11 - разделительная канавка между внутренними главными режущими кромками 40-60 - угол наклона указанной разделительной канавки 12 - чашечный конический шлифовальный круг для заточки сверла по внутренней задней поверхности конусом шлифовального круга 13 - вращательное движение шлифовального круга при заточке для заточки сверла по внутренней задней поверхности с образованием заднего бокового угла 7 14 - подача врезания шлифовального круга при заточке-ЕН -П 1 -Л - - задняя поверхность сверла на участке с внешней режущей кромкой, полученная традиционной заточкой Б - Б - сечение для идентификации геометрических и конструкционных параметров сверла- диаметр сверла - ленточка на калибрующей части 0, 1287 - задний боковой угол в поперечном сечении сверла,перпендикулярном оси, линия -С-Р- - линия окружности в сечении плоскостью,перпендикулярной оси сверла линия -Л - линия пересечения реальной плоской внутренней задней поверхности с реальной внешней задней поверхностью для образования бокового заднего угла в точкеи других точках внутренней режущей кромки - Л - Ц - К -- внутренняя задняя поверхность - и внешние главные режущие 4 кромки сверла- К 1 и С - О -внутренние главные режущие кромки. Внешние главные режущие кромки сверла исполнения 1 расположены на передней криволинейной поверхности стружечной канавки, являющейся одновременно передней поверхностью на участке внешней главной режущей кромки, при этом внешние главные режущие кромки расположены на расстоянии / 20,128 от осевой плоскости. На фиг. 2, в) показана вторая проекция и обозначены конструктивные параметры сверла исполнения 2 7 - боковой задний угол на внутренней режущей кромке в точкепри исполнении 2 внутренние режущие кромки располагаются в осевой радиальной плоскости исполнение 2 отличается от исполнения 1 выглаживающей ленточкой 15 у затылка пера- диаметр окружности (траектории точкипри работе сверла 11 - разделительная канавка между внутренними главными режущими кромками 4060 -угол наклона разделительной канавки между внутренними главными режущими кромками 12 чашечный конический шлифовальный круг для заточки сверла по криволинейной внутренней задней поверхности конусом круга 13 вращательное движение чашечного конического шлифовального круга при заточке внутренней задней поверхности 14 - движение врезания шлифовального чашечного конического круга для образования задней внутренней криволинейной поверхности сверла - Е- Н -П- - М- Л-задняя поверхность сверла на участке с внешней режущей кромкой, полученная традиционной заточкой Б - Б - сечение для идентификации геометрических и конструкционных параметров сверла- диаметр сверла - ленточка на калибрующей части 15 направляющевыглаживающая ленточка сверла для направления сверла в отверстии в условиях работы не равных по длине внутренних режущих кромок (хотя резание с образованием двух конусов - внутреннего внутренними, и внешнего внешними режущими кромками - и обеспечивает меньшую склонность к разбивке благодаря эффекту самоцентрирования) - линия окружности в поперечном сечении сверла, перпендикулярном оси линия -Л - линия пересечения реальной плоской внутренней задней поверхности с реальной внешней задней поверхностью для образования бокового заднего угла 7 в точкеи других точках внутренней режущей кромки - Л- Ц- К-- внутренняя задняя поверхность. Внешние главные режущие кромки сверла исполнения 2 также расположены на передней криволинейной поверхности стружечной канавки, являющейся одновременно передней поверхностью на участке внешней главной режущей кромки, при этом внешние главные режущие кромки расположены на расстоянии/20,128 от осевой плоскости. На фиг.2, г) показана вторая проекция и обозначены конструктивные параметры сверла исполнения 3 7 - боковой задний угол на внутренней режущей кромке в точкепри 20972 исполнении 3 внутренние и внешние главные режущие кромки располагаются в осевой радиальной плоскости- диаметр окружности(траектории точкипри работе сверла 11 разделительная канавка между внутренними главными режущими кромками 40-60 - угол наклона указанной разделительной канавки 12 чашечный конический шлифовальный круг для заточки сверла по криволинейной внутренней задней поверхности 13 - вращательное движение чашечного конического шлифовального круга при заточке внутренней задней поверхности конусом круга 14 -движение врезания шлифовального чашечного конического круга для образования задней внутренней криволинейной поверхности сверла - --П- 1- Л-- задняя поверхность сверла на участке с внешней главной режущей кромкой, полученная традиционной заточкой Б - Б сечение для идентификации геометрических и конструкционных параметров сверла-диаметр сверла - ленточка на калибрующей части - линия окружности в поперечном сечении сверла,перпендикулярном оси линия -Л - линия пересечения реальной плоской внутренней задней поверхности с реальной внешней задней поверхностью для образования бокового заднего угла 7 в точкеи других точках внутренней режущей кромки - Л- Ц- К-- внутренняя задняя поверхность. На фиг. 2, д) показана вторая проекция и обозначены конструктивные параметры сверла исполнения 4 7 - боковой задний угол на внутренней режущей кромке в точкепри исполнении 4 внутренние и внешние главные режущие кромки располагаются в осевой радиальной плоскости исполнение 4, в отличие от исполнения 3, имеет выглаживающую ленточку 15 у затылка пера- диаметр окружности(траектории точкипри работе сверла 11 разделительная канавка между внутренними главными режущими кромками 40-60 - угол наклона указанной разделительной канавки 12 чашечный конический шлифовальный круг для заточки сверла по криволинейной внутренней задней поверхности конусом шлифовального круга 13 - вращательное движение чашечного конического шлифовального круга при заточке внутренней задней поверхности 14 - движение врезания шлифовального чашечного конического круга для образования задней внутренней криволинейной поверхности сверла - Е- Н -П- - М- Л-задняя поверхность сверла на участке с внешней режущей кромкой, полученная традиционной заточкой Б - Б - сечение для идентификации геометриических и конструкционных параметров сверладиаметр сверла- ленточка на калибрующей части 15 - направляюще-выглаживающая ленточка сверла для направления сверла в отверстии в условиях работы не равных по длине внутренних режущих кромок (хотя резание с образованием двух конусов внутреннего внутренними, и внешнего внешними режущими кромками - и обеспечивает меньшую склонность к разбивке благодаря эффекту самоцентрирования) - линия окружности в поперечном сечении сверла, перпендикулярном оси линия -Л - линия пересечения реальной плоской внутренней задней поверхности с реальной внешней задней поверхностью для образования бокового заднего угла 7 в точке 1 и других точках внутренней режущей кромки 1- Л- Ц- К-внутренняя задняя поверхность. На фиг. 3, а) показаны задний и передний углы сверла на внутренних режущих кромках в сечении А- А А - задний угол в сечении А-А,- передний угол. На фиг. 3,6) показан угол наклона торца чашечного конического круга 16 и движение врезания 14 для образования внутренней задней поверхности (направление врезания 14 условно разврнуто на 90) 17 - проекция оси сверла. На фиг. 3, в) показан задний угол в осевой плоскости на внутренней задней поверхности 0 геометрия на внешнем участке с внешними режущими кромками и задними поверхностями не показана, так как не отличается от таковой у традиционных сверл с поперечной кромкой. На фиг. 4, а) показано сверло исполнения 2 с конструктивным элементом на передней поверхности - подточкой 18 20 - длина подточки параметры 18, 20 аналогичны и для исполнения 1,потому исполнение 1 условно не показано. На фиг. 4, б) показано сверло исполнения 4 с конструктивным элементом на передней поверхности - подточкой 19 20 - длина подточки параметры 19, 20 аналогичны и для исполнения 3,потому исполнение 3 условно не показано. На фиг. 4, в) показаны параметры сердцевины сверла в сечении Г - Г вдоль оси- диаметр сердцевины 20 - длина подточки 21 - углы подточки. При работе сверла каждое перо с отдельной вершиной последовательно срезает стружку,толщина которой соответствует половине осевой подачи внешние режущие кромки С- и полностью срезают стружку на внешней половине диаметра отверстия (одна четверть диаметра с каждой стороны) внутренняя режущая кромка -,которая не доходит до оси сверла, срезает стружку в отверстии на участке от вершины до канавки внутренняя режущая кромка С-О, точка О которой лежит на оси сверла, срезает стружку от вершины до оси таким образом, материал, находящийся в пределах подлежащего обработке отверстия,полностью срезается сверлом выглаживающие ленточки калибруют отверстие и окончательно формируют его диаметр и шероховатость все режущие кромки сверла имеют заданную нормативную геометрию (передние и задние углы), что обеспечивает нормальные условия резания и уменьшает нагревание и осевую силу резания за счт исключения поперечной кромки и неблагоприятных условий резания, сопровождаемых повышенным трением, нагреванием и износом сверла повышается стойкость сверла. Сверло спиральное двухвершинное без поперечной кромки с подточкой передней 5 20972 поверхности значительно более эффективно спиральных сверл с поперечной кромкой, так как поперечная кромка создает исключительно неблагоприятные условия резания из-за большого(до - 57) отрицательного переднего угла предлагаемое сверло создает оптимальные благоприятные условия резания и повышения стойкости сверла, снижения температуры в зоне резания и износа сверла за счт выравнивания условий резания (механических и термических напряжений,постоянства геометрических параметров) на разных участках режущих кромок(на всех участках режущих кромок положительные передние и задние углы) как результат - повышение скорости резания (стойкости сверла) и увеличение экономической эффективности. Источники информации 1 Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л.,Гречишников В.А., Киселев А.С. Металлорежущие инструменты. М. Машино-строение, 1989.с. 327. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Сверло спиральное для обработки сталей,чугунов, специальных сталей и сплавов, цветных металлов, пластмасс, имеющее режущую и калибрующую части, шейку, конический или цилиндрический хвостовик, лапку, ленточки на калибрующей части для калибрования размера отверстия и формирования шероховатости поверхности, винтовые (спиральные) стружечные канавки, сердцевину, отличающееся тем, что сверло выполнено без поперечной кромки, с двумя вершинами, которые образованы путм срезания вершины сверла и врезания под углом 2, равным 30150, вершина которого лежит на оси сверла и направлена к хвостовику,с прорезанием разделительной канавки между перьями, причм канавка начинается от оси и срезает часть противоположной режущей кромки(стенка разделительной канавки расположена в осевой плоскости сверла) с образованием внешних (на периферии) и внутренних (у оси сверла) главных режущих кромок, при этом обе вершины лежат на одной линии, перпендикулярной оси сверла, каждая на расстоянии четверти диаметра от оси. 2. Сверло по п.1, отличающееся тем, что выполненная канавка наклонена под углом 4060 относительно оси сечения, проходящей через оба пера. 3. Сверло по п.1, отличающееся тем, что у кромок задней части перьев сверла выполнены выглаживающие ленточки. 4. Сверло по п.1, отличающееся тем, что угол наклона спиральных стружечных канавок 070. 5. Сверло по п.1, отличающееся тем, что только внутренние главные режущие кромки или внутренние и внешние главные режущие кромки расположены в осевой радиальной плоскости. 6. Сверло по п.1, отличающееся тем, что внешние режущие кромки расположены в продольных плоскостях, параллельных осевой плоскости, и расположены от не на расстоянии /20,128. 7. Сверло по п.1, отличающееся тем, что на участках радиально расположенных внутренних режущих кромок с обеих сторон на передних поверхностях в обеих канавках, на перьях и по дну стружечных канавок сверла,выполнен конструктивный элемент - подточка передней поверхности. 8. Сверло по п.1, отличающееся тем, что на участках радиально расположенных внутренних и внешних режущих кромок с обеих сторон на передних поверхностях в обеих канавках, на перьях и по дну стружечных канавок сверла, выполнен конструктивный элемент - подточка передней поверхности. 9. Сверло по п.1, отличающееся тем, что задняя поверхность у внутренних главных режущих кромок выполнена криволинейной с образованием бокового заднего угла.
МПК / Метки
МПК: B23B 51/02
Метки: спиральное, поверхности, поперечной, кромки, сверло, подточкой, двухвершинное, передней
Код ссылки
<a href="https://kz.patents.su/13-ip20972-dvuhvershinnoe-spiralnoe-sverlo-bez-poperechnojj-kromki-s-podtochkojj-perednejj-poverhnosti.html" rel="bookmark" title="База патентов Казахстана">Двухвершинное спиральное сверло без поперечной кромки с подточкой передней поверхности</a>
Двухвершинное спиральное сверло без поперечной кромки с направляющими ленточками
Номер предварительного патента: 19559
Опубликовано: 16.06.2008
Авторы: Мусина Жанара Керейовна, Дудак Николай Степанович
МПК: B23B 51/02
Метки: двухвершинное, кромки, ленточками, поперечной, спиральное, сверло, направляющими
Формула / Реферат:
Изобретение относится к металлорежущим инструментам и представляет собой сверло спиральное для обработки сталей, чугунов, специальных сталей и сплавов, цветных металлов, пластмасс, имеет режущую и калибрующую части, шейку, конический или цилиндрический хвостовик, лапку, ленточки на калибрующей части для калибрования размера отверстия и формирования шероховатости поверхности, винтовые (спиральные) стружечные канавки, сердцевину; сверло...
Сверло спиральное зигзаг без поперечной кромки бессердцевинное
Номер предварительного патента: 19560
Опубликовано: 16.06.2008
Авторы: Кусаинов Руслан Бексултанович, Дудак Николай Степанович
МПК: B23B 51/02
Метки: зигзаг, сверло, кромки, поперечной, спиральное, бессердцевинное
Формула / Реферат:
Изобретение относится к металлорежущим инструментам для обработки отверстий в деталях из металла, пластмасс по 11-13 квалитетам точности и может использоваться исполнение для правого и левого резания.Спиральное сверло для обработки отверстий в деталях из металлов, пластмасс, имеющее перья с режущими кромками (режущую часть), калибрующую часть, шейку, конический или цилиндрический (гладкий или резьбовой) хвостовик, лапку, ленточку на калибрующей...
Спиральное сверло зигзаг без поперечной кромки с наклоном главных режущих кромок и поднутрением
Номер инновационного патента: 20786
Опубликовано: 16.02.2009
Автор: Дудак Николай Степанович
МПК: B23B 51/02
Метки: поднутрением, главных, зигзаг, режущих, кромки, поперечной, кромок, наклоном, сверло, спиральное
Формула / Реферат:
Сверло для эффективного производительного сверления стали, чугунов и других металлов и сплавов. Спиральные (винтовые) стружечные канавки образованы сочетанием винтовых линейчатых поверхностей (в сечении, перпендикулярном оси, имеющих форму прямых линий или сочетание прямых линий и окружностей); перья сверла выполнены разной ширины, асимметрично расположены, между ними расположена косая перемычка, на косой перемычке выполнена разделительная...
Двухвершинное перовое сверло без поперечной кромки
Номер предварительного патента: 19687
Опубликовано: 15.07.2008
Авторы: Мусина Жанара Керейовна, Дудак Николай Степанович
МПК: B23B 51/00
Метки: поперечной, кромки, двухвершинное, перовое, сверло
Формула / Реферат:
Изобретение относится к металлорежущим инструментам для выполнения отверстий в деталях из металла и пластмасс по 11 - 12 квалитетам точности, при правом и левом резании.Техническим результатом изобретения является обеспечение более благоприятных условий резания, повышения стойкости сверла и уменьшения его износа.Технический результат достигается тем, что перовое свело снабжено обратным углом при вершине, благодаря чему созданы две симметричные...
Ножевое устройство к измельчителям мяса
Номер предварительного патента: 15137
Опубликовано: 15.12.2004
Авторы: Бекбаев Кайрат Серикжанович, Акимов Мухамедхали Мансурович
МПК: B02C 18/30
Метки: ножевое, измельчителям, устройство, мяса
Формула / Реферат:
Изобретение относится к конструктивным элементам устройств для измельчения и может бытьприменено в пищевой промышленности, в частности для измельчения мясо- и мясокостных продуктов.Техническим результатом изобретения являетсяуравнивание пропускной и режущей способностей,приводящее к сохранению качества измельчаемогосырья, уменьшению технологических потерь в процессе измельчения, а также возможность использования всех режущих кромок лопастей ножа...
Предыдущий патент: Проходной безвершинный сабельный токарный резец
Следующий патент: Способ обработки цилиндрических отверстий и зенкер-протяжка для его осуществления
Случайный патент: Способ определения величины вертикального сжатия налегающей толщи при отработке залежей