Способ изготовления инструмента из сверхтвердых материалов на металлической связке IVA
Формула / Реферат
Изобретение относится к порошковой металлургии.
Предлагаемый способ позволяет повысить срок службы прессформы, точность изготовления инструмента, а также упростить процесс формовки сложнопрофильного инструмента.
Сущность способа изготовления инструмента из сверхтвердых материалов на металлической связке, включающего формование рабочей части инструмента в прессформе с пропитывающим материалом, напрессовывание на основу инструмента спрессованной шихты, содержащей сверхтвердый материал, и пропитку, заключается в том, что перед напрессовыванием на основу инструмента спрессованной шихты в прессформе размещают копир с зазором от стенок ее обоймы, засыпают его пропитывающим материалом, опрессовывают и извлекают из прессформы, после чего образованную копиром полость заполняют шихтой, содержащей сверхтвердый материал, и спрессовывают ее.
Способ может быть использован для автоматизации производства формовки инструмента из сверхтвердых материалов.
Текст
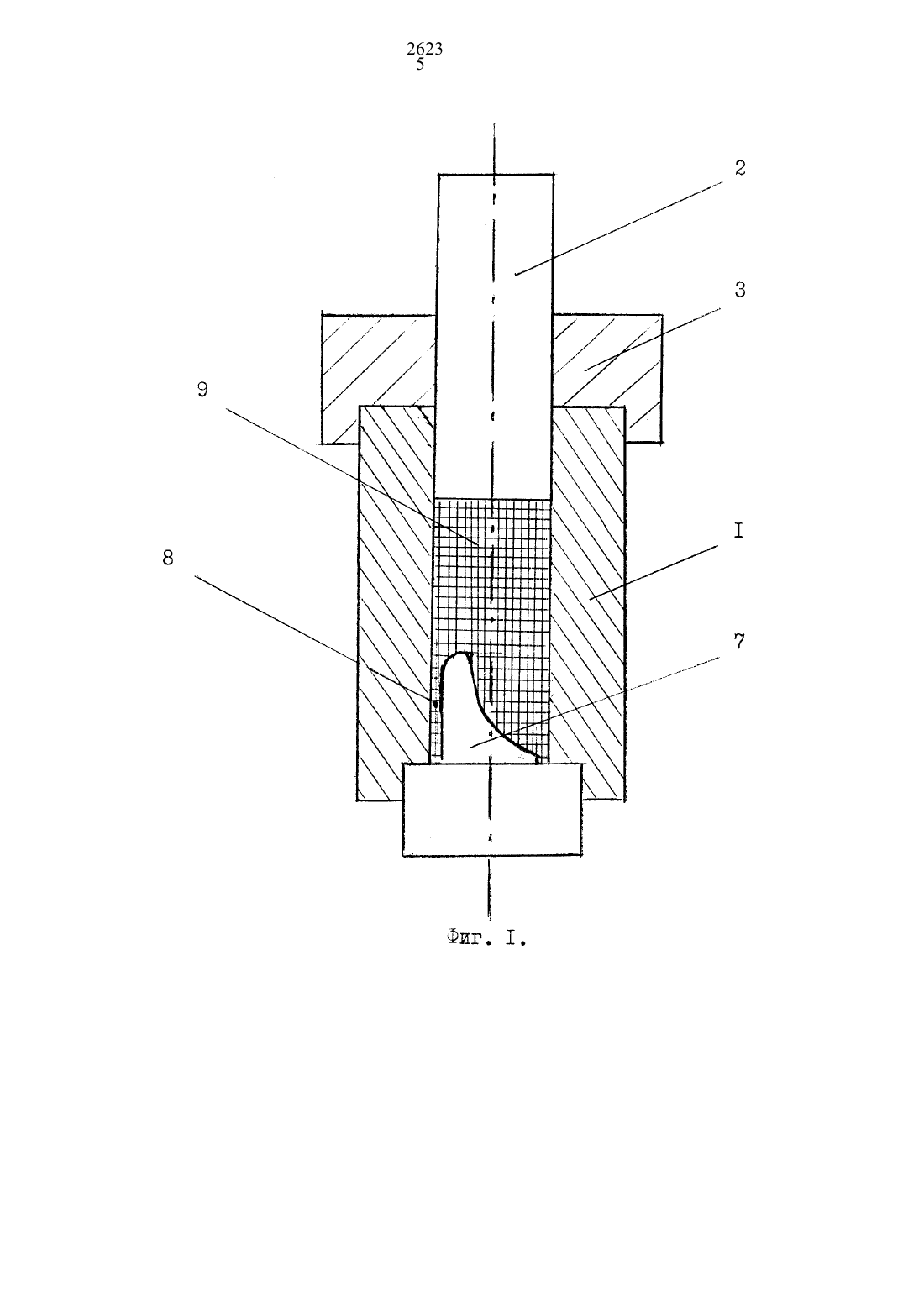
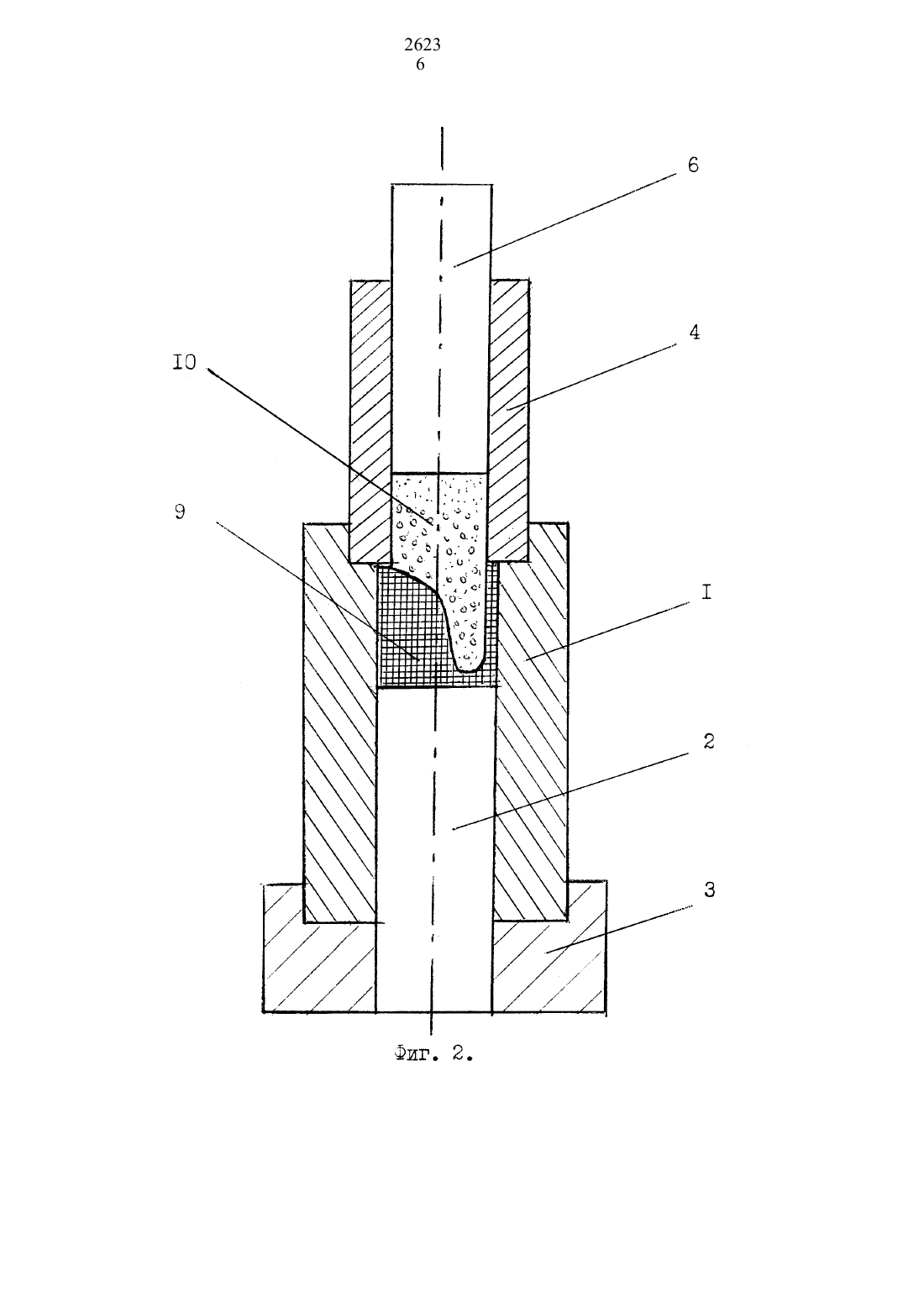
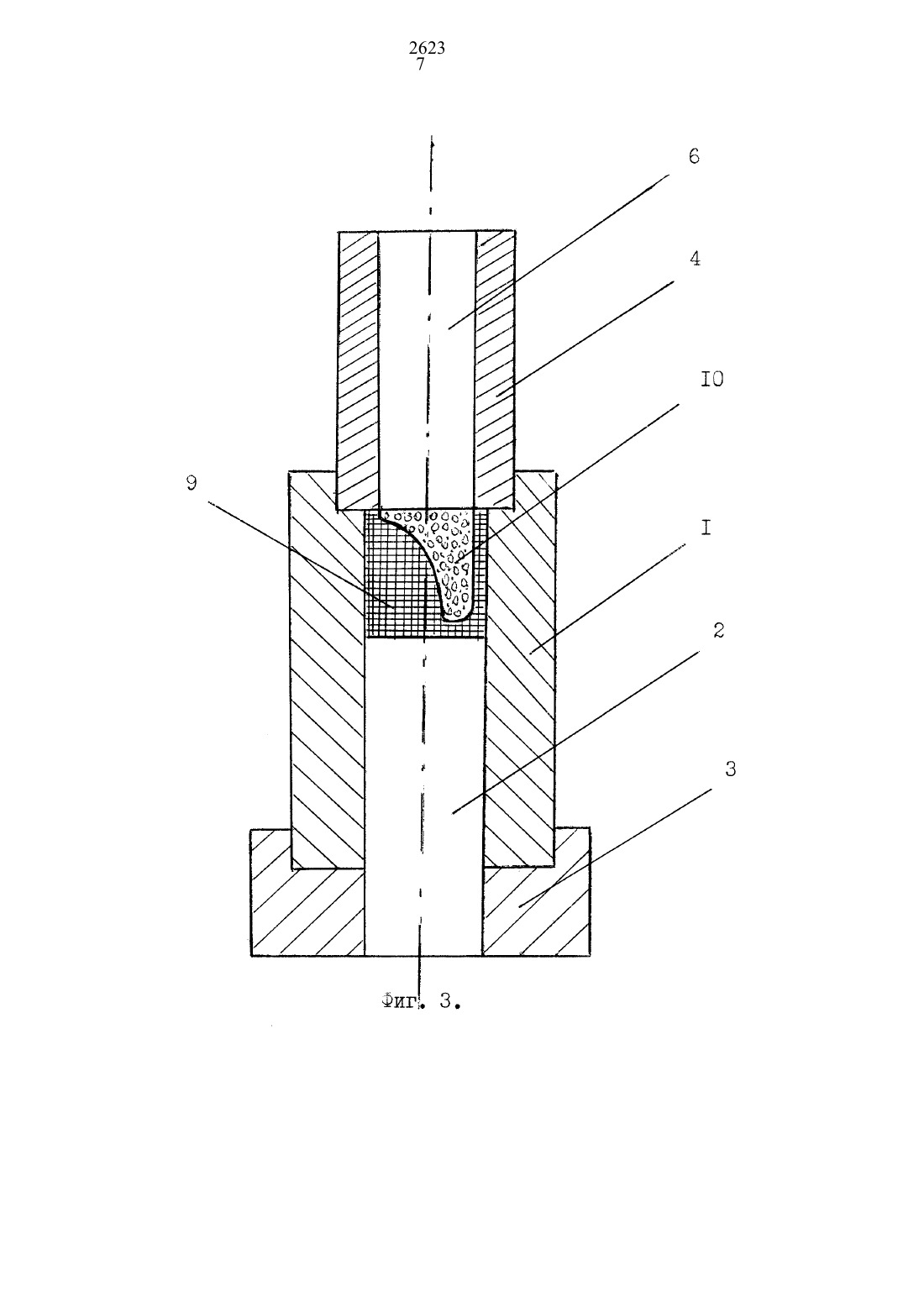
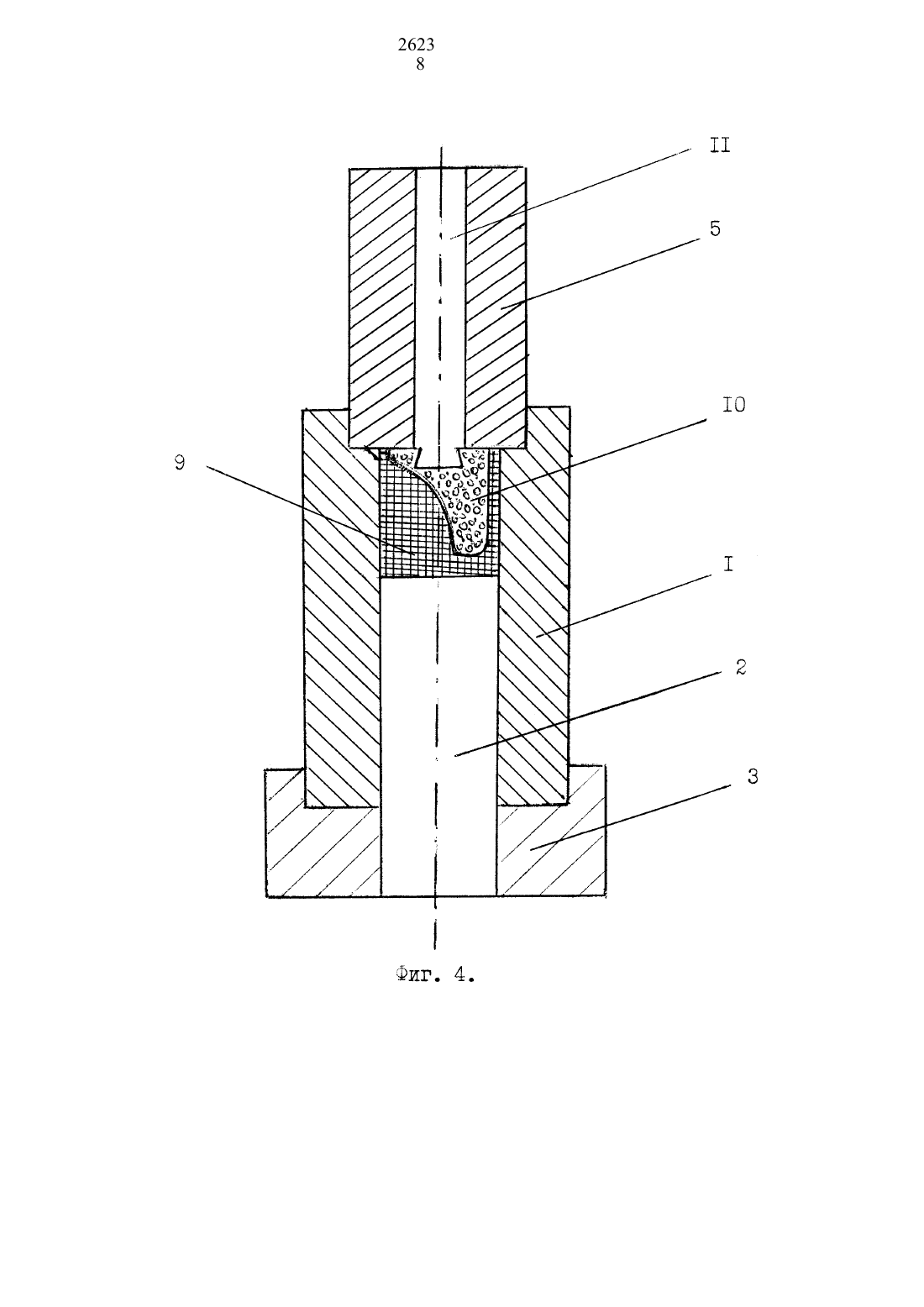
Известен способ изготовления алмазного инструмента, включающий формование торцовой части инструмента предварительно изготовленной торцовой вставкой из пропитывающего материала, помещенной в прессфорш, в которой напрессовывают на основу инструмента атлазоносъшпй слой /авторское свидетельство СССР М 260891, кл. В 22 3/26,1970 г./.Формование торцовой части и напрессование на основу инструмента алмазоносного слоя осуществляют в кольцевом зазоре, образованном металлической обоймой пресоформьт, торцовой вставкой из прогмтъгвагощего материала и графитовым стержнем, выглолняъощим функции внутренней опоры при изготовлении кольцевого алмазного клнструмента. Недостатком прототипа является то, что плотный контакт алпиавоносного слоя с пропитывающим материалом обеспечивается только в его торцовой части, а вне ее алмазоносный слой сопршсасается со стенками металлической обойм прессфорш и при распрессовке алмазные зерна перемещаются по стенкам вследствии этого происходит износ прессформльш, а следовательно изменяются и заданные размеры изготавливаемого инструмента,то есть снижается точность изготовления его рабочей части.Другим недостатком прототипа является необхощдмость использования при изготовлении кольцевого хлнструмента графитового стержня, такая прочность которого ограничивает усилие прессования алмазосодержащей шахты, при этом невозможно получить работ-тую часть инструмента с высокой твердостью, так как пихта при увеличении прессования будет разрушать графитовый стержень, кроме того, способ может быть использован для изготовления шлструмента, имяеющего алмазосодержагций слой только в торцовой части и не позволяет формовать в случае необходимости, участки инструмента сложной формьг, прилегающие к торцовой части.Задача изобретения - создание способа изготовления инструмента из сверхтвердых материалов сложной формы, высокой точности и твердости, с использованием прессфорсостоящих из несложных деталей лгапршер пуансона, ограничителя, обохйьлы и основаниям при этом техническим результатом является истечение соприкосновения пиихты,содержащей сверхтвердый материал, со стенками обоймы прессформы, что повьшлает ееСРОК службы И ТОЧНОСТЬ ИЗГОТОВЛЭЪШЯ инструмента, а также ВОЗМОЖНОСТЬ увеличения УСИЛИЯ прессования за счет его ОСУЩЭСТВЛЭЪПАЯ 588 легкоразрущаемого графитовогоТехнический результат достигается тем, что в способе изготовления инструмента из сверхтвердых материалов, вюлочающем формование рабочей части инструмента в прессформе с прогмтываюимтл материалом, нашессоваълле на основу инструмента спрессованной шихты, содержащей сверхтвердый материал и пропитку, согласно изобретению перед напрессовыванием на основу инструмента спрессованной плихты в пресоформе размещают копир с зазором от стенок ее обоймы, засыпают его пропитьшагоипкли материалом, опрессовывают и извлекают из пресофорьжг, а образованную копиром полость заполняют нллхтой,содержащей сверхтвердый материал и опрессовывают ее.Получение с помощью копира в прогплшвахощем материале полости, имеющей форму рабочей части готового тлнструмента обеспечивает возможность использования пресоформ,состошцих из несложх-паш деталей /пуансона, ограшщатеггя, обоймы основаниям а также изолировать шихту, содержащую сверхтвердый материал и помеъцаемую в эту полость, от поверхности прессфоръиьх, в результате этого при выпрессовке не происходит перемещения зерен сверхтвердого материала по поверхностям пресофорьльт, что обеспечивает повьшлеъше ее срока службы, а также высокую точность рабочей части инструмента, при этом формование рабочей части инструмента обеспечивается без специальных предварительно изготовленных вставок из прогплтьтвагощего материала и графитовых стержней, используемых для внутренней опоры, возможно повышение усилия прессования, а следовательно и твердость инструмента, Возможность осуществления способа поясняется чертежами.На фиг. 1 показана опрессовка когплра прогштываюпшжл материалом на фиг. 2 прессование шихты, содержащей сверхтвердый материал на фиг. 3 - спрессованная заготовка на фиг. 4 - вгюессоваьше основы инструмента на фиг. 5 - изделие для прогплтъпл в печи на фиг. б - вариант изделия.Способ может быть осуществлен в пресоформе, состоящей из обоймы 1, пуансона 2, ограничителя 3, дополнительных обойм 4, 5 и дополнительного ггуансона - 6 с использованием копира 7, устанавливаемого в обойму 1, с зазором 8. На Фаг. 1-6, позиция 9 - прогштывахолпипй материал - мелкодисперсный порошок, например медь 10 - ших та, содержащая сверхтвердый материал, например, С алмаз 11 - ОСНОВЗ. инструмента.Способ осуществит следующим образом.В прессформе с зазором 8 от стенок обоймы 1 размещают когллр 7, тлеющий форму рабочей части готового инструмента, наглршлер сверла лшг. 1/. засыпают копир 7 в обойме 1 гюопитьшахолхум материалом 9 и опрессовывают пуансоном 2. Спрессовываясь вокруг когмра 7, прогплтываюлцлй материал 9 принимает его форму. Затем копир 7 извлекают из обоймы 1. Обойкму 1 вместе с ограничителем З, пуансоном 2 переворачивают 1114 г. 2/ и на обойллу 1 устанавливают дополнительную обойму 4, а образованную копиром 7 полость в спресоованном прогплшвающем материале 9 заполняют шитой 10, содержащей сверхтвершй материал, и прессуют дополнительным пуансоном 6 /фиг. З/. Затем дополнительную обойллу 4 и дополнтлтельньпй пуансон 6 заменят на дополнительную обойму 5,в которую вставляют основу инструмента 11 и впрессовьшают его в лллхту 10 /иг. 4/.извлеченное из прессформьт изделие, состоящее из формованной пихты 10 в спрессованном прогмтъшающем материале 9 и впрессованной основы ш-хструмента 11 лшг. 5/,помещают в графлтовую форму /или из другого материалы, вместе с которой подают для прогмттш в печь.В печи пропитывающихй материал 9 расплавляется, пропитывает шихту 10 и однов ременно припаиваъот ее к основе инструмента 11 /иг. б/.Таким образом, производство инструмента предлагаемьм способом позволяет формовать сложные профили как на торце, так и на боковых поверхностях, а также получать инструмент зацаннъш размеров с высокой точностью.Искшоъхает разрушение изделий при вьшрессовке и подготовке к пропитки.Упрощает конструкцию прессформ. Увеличивает время их использования, так как нет износа изза отсутствия прямого воздействия алмазных зерен на матрщг, что от крывает перспективу для автоматизации производства формовки алмазного инструмента.
МПК / Метки
МПК: B22F 3/26
Метки: металлической, связке, сверхтвердых, материалов, инструмента, способ, изготовления
Код ссылки
<a href="https://kz.patents.su/11-2623-sposob-izgotovleniya-instrumenta-iz-sverhtverdyh-materialov-na-metallicheskojj-svyazke-iva.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления инструмента из сверхтвердых материалов на металлической связке IVA</a>
Способ изготовления инструмента из сверхтвердых материалов Ионова
Номер патента: 1377
Опубликовано: 15.04.1998
Автор: Ионов Владимир Андреевич
МПК: B22F 3/26
Метки: инструмента, изготовления, способ, ионова, материалов, сверхтвердых
Формула / Реферат:
Изобретение относится к области порошковой металлургии, в частности, к изготовлению инструмента из сверхтвердых материалов и может быть использован для изготовления таких инструментов как алмазные сложнопрофильные ролики, буровые коронки и т.п. Для исключения использования пластификаторов при реализации способа и, как следствие, повышения качества инструмента, в способе изготовления инструмента из сверхтвердых материалов, включающем получение...
Способ изготовления абразивного и алмазного инструмента на металлической связке
Номер патента: 1376
Опубликовано: 15.04.1998
Автор: Ионов Владимир Андреевич
МПК: B22F 3/26
Метки: способ, связке, изготовления, металлической, инструмента, абразивного, алмазного
Формула / Реферат:
Изобретение относится к изготовлению инструмента методом порошковой металлургии. Для повышения производительности и снижения энергозатрат в способе изготовления абразивного и алмазного инструмента на металлической связке, включающем формовку заготовки с использованием органического пластификатора, размещение ее и металлической связки в вакуумной печи с последующей инфильтрацией заготовки в ней при нагреве, при достижении в вакуумной печи...
Способ изготовления абразивного инструмента
Номер предварительного патента: 4611
Опубликовано: 16.06.1997
Автор: Абдразаков Равиль Саматович
МПК: E21B 10/46, B24D 17/00
Метки: инструмента, изготовления, абразивного, способ
Формула / Реферат:
Изобретение относится к изготовлению абразивного инструмента из сверхтвердых материалов на металлической связке, который может быть использован для бурения, правки, резки и шлифования горных пород и других материалов.Техническим результатом от использования изобретения является получение инструмента заданной износостойкости, в пределах от 0,13 до 0,33 км/мм. Он достигается тем, что способ изготовления абразивного инструмента включает смешивание...
Способ изготовления абразивного инструмента
Номер предварительного патента: 5720
Опубликовано: 15.01.1998
Автор: Абдразаков Равиль Саматович
Метки: способ, инструмента, абразивного, изготовления
Формула / Реферат:
Изобретение относится к изготовлению абразивного инструмента из сверхтвердых материалов из металлической связке, который может быть использован для правки, резки и шлифования.Технический результат - повышение износостойкости достигается тем, что способ изготовления абразивного инструмен та включает гранулирование композиции из зерен алмаза и металлсодержащего наполнителя с получением гранул, состоящих из алмазных зерен, покрытых металлсодержащим...
Металлическая связка для алмазного инструмента
Номер предварительного патента: 3020
Опубликовано: 15.03.1996
Авторы: Позмогов Валерий Анатольевич, Савченко Юрий Дмитриевич, Башаева Людмила Александровна, Сенчевский Владислав Николаевич
МПК: B24D 3/06
Метки: связка, инструмента, металлическая, алмазного
Формула / Реферат:
Изобретение относится к области изготовления абразивного инструмента, в частности металлической связки, используемой для изготовления алмазного инструмента.В предлагаемую шихту металлической связки дополнительно вводится феррованадий при следующем соотношении компонентов, мас.%: медь - 25-68; олово - 4-16; титан 1-12; феррованадий - 0,05-0,5; карбиды тугоплавких металлов -остальное, что позволяет снизить температуру спекания металлической связки...
Предыдущий патент: Электромеханический преобразователь
Следующий патент: Способ изготовления заготовок абразивного и алмазного инструмента
Случайный патент: Устройство для очистки шерсти на животных