Способ знаковой пульсирующей подналадки технологического оборудования и/или приборов управления технологическими процессами
Формула / Реферат
Изобретение относится к способам управления размерной настройкой технологического оборудования (металлорежущих станков) или приборов размерного управления технологическими процессами, в частности, к знаковым пульсирующим типам подналадок и наиболее целесообразно для применения в условиях мелкосерийного производства.
Технический результат, получаемый при использовании предложенного способа, заключается в повышении точности обработки партии деталей.
До изменения импульса подналадки по величине дополнительно определяют число знакочередований отклонений размеров деталей в сочетании знаков скользящей выборки, а величину импульса подналадки уменьшают при максимальном числе знакочередований и увеличивают при минимальном.
Текст
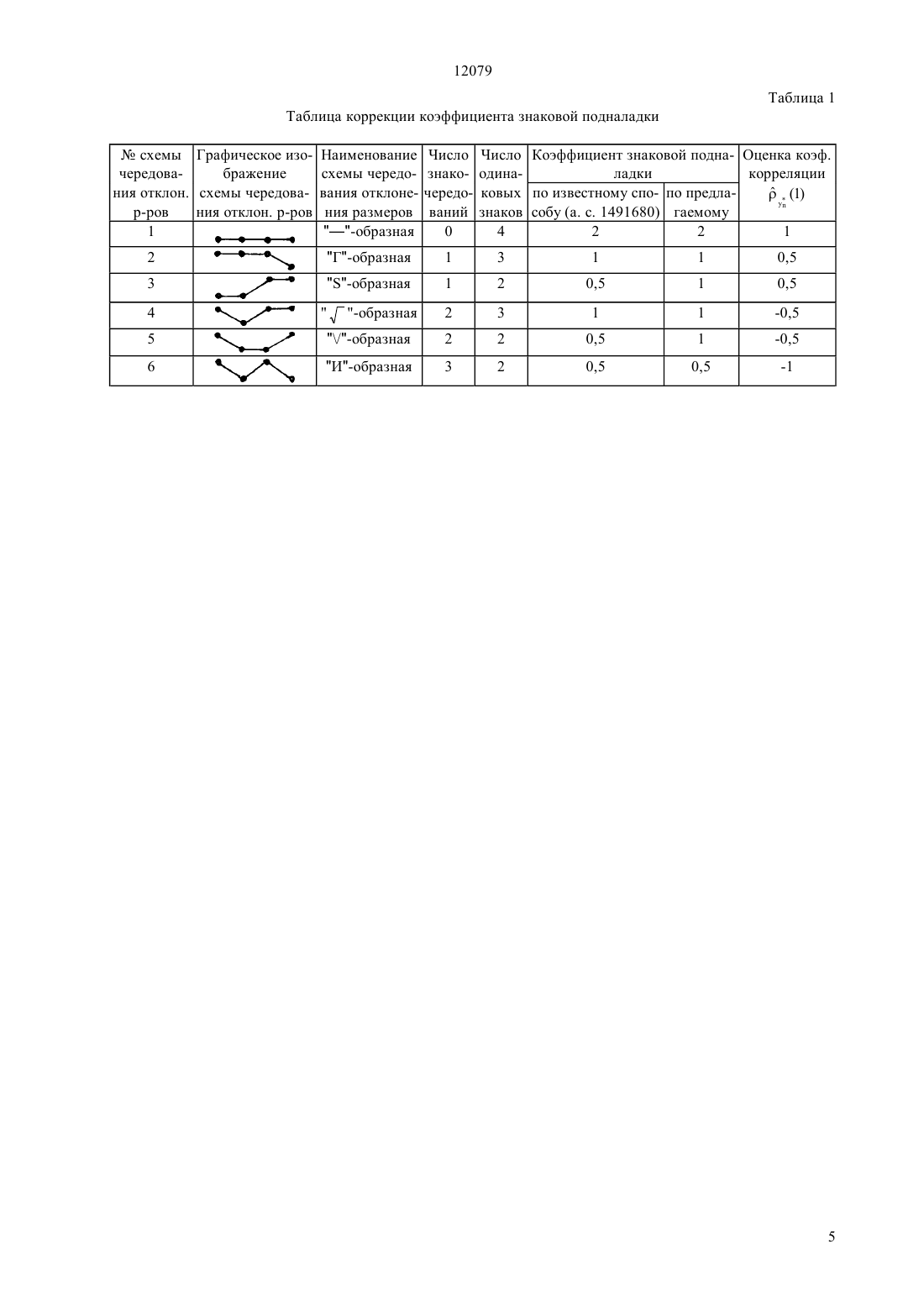
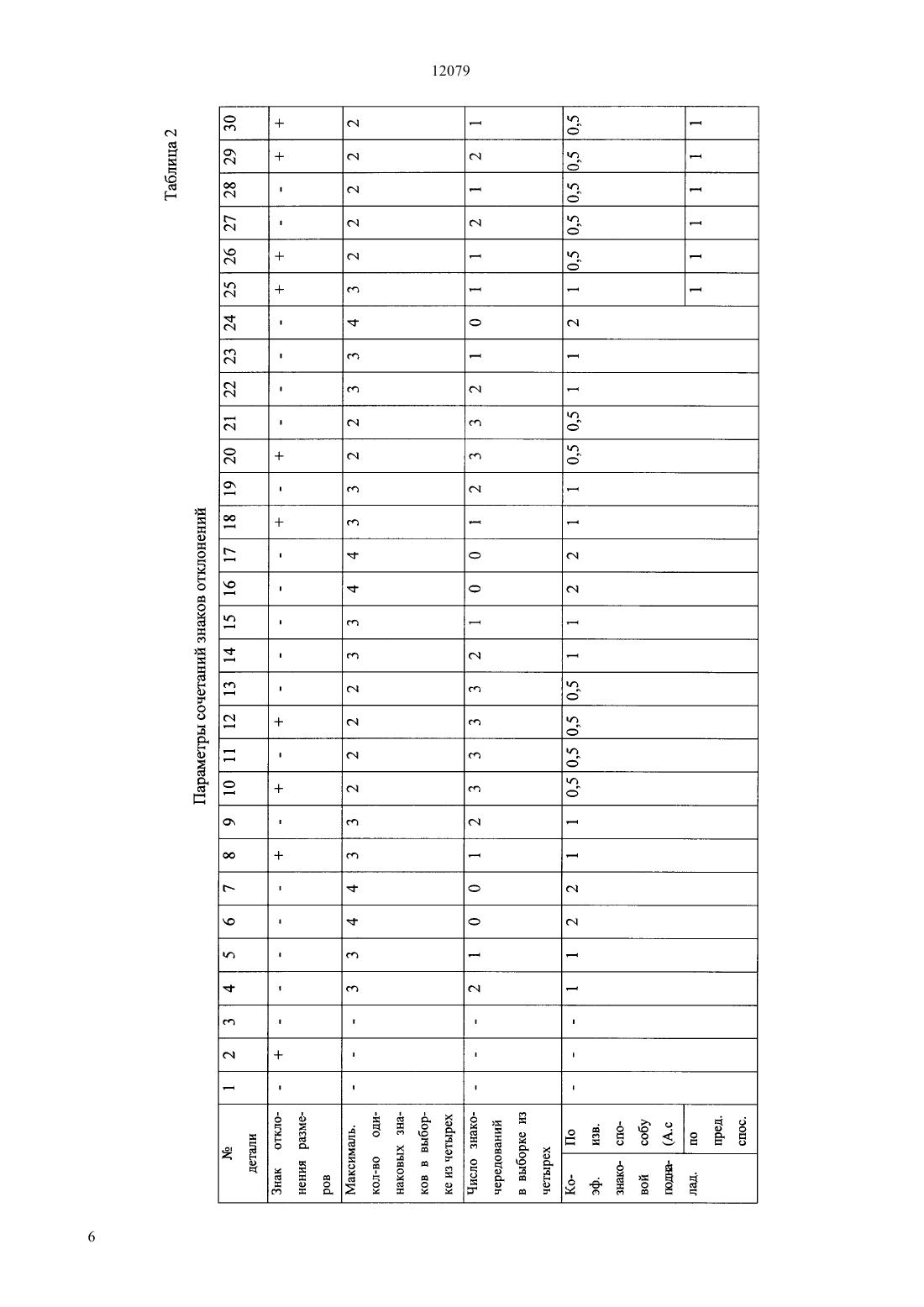
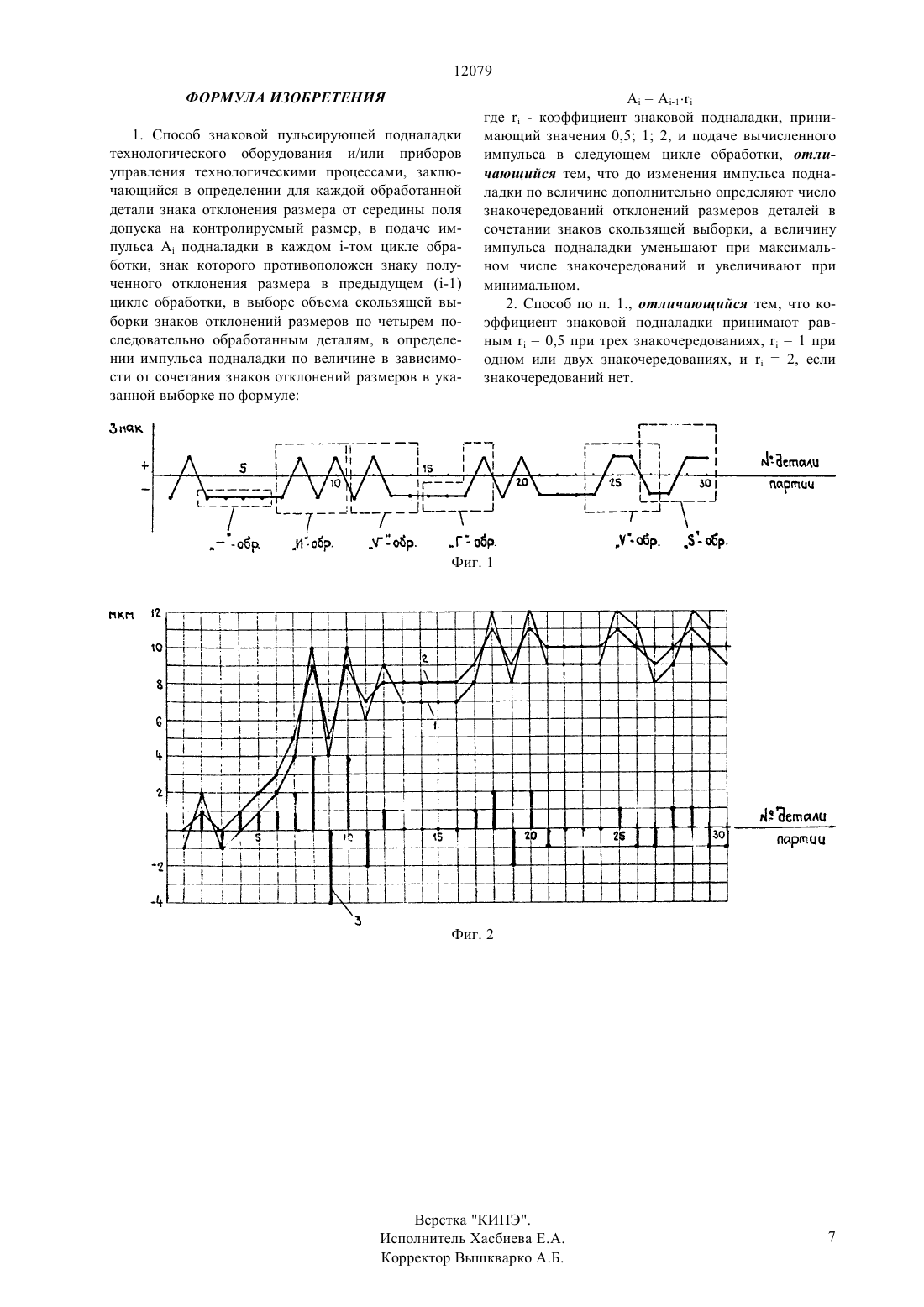
(51)7 24 51/00 ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(76) Кадыров Жаннат Нургалиевич Кочетков Андрей Викторович(54) СПОСОБ ЗНАКОВОЙ ПУЛЬСИРУЮЩЕЙ ПОДНАЛАДКИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И/ИЛИ ПРИБОРОВ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ(57) Изобретение относится к способам управления размерной настройкой технологического оборудования (металлорежущих станков) или приборов раз мерного управления технологическими процессами,в частности, к знаковым пульсирующим типам подналадок и наиболее целесообразно для применения в условиях мелкосерийного производства. Технический результат, получаемый при использовании предложенного способа, заключается в повышении точности обработки партии деталей. До изменения импульса подналадки по величине дополнительно определяют число знакочередований отклонений размеров деталей в сочетании знаков скользящей выборки, а величину импульса подналадки уменьшают при максимальном числе знакочередований и увеличивают при минимальном. 12079 Изобретение относится к способам управления размерной настройкой технологического оборудования (металлорежущих станков) или приборов размерного управления технологическими процессами,в частности, к знаковым пульсирующим типам подналадок и наиболее целесообразно для применения в условиях мелкосерийного производства. Известно, что за период эксплуатации технологического оборудования (металлорежущего станка) происходит смещение уровня его первоначальной настройки. Для управления размерной настройкой применяется подналадка - как процесс импульсного смещения уровня размерной настройки станка (прибора) после окончания цикла обработки детали по результатам измерения размеров или знаков отклонений размеров изготовленной в этом цикле детали. Существуют размерные пульсирующие подналадки, в которых используют непосредственную величину отклонений размеров деталей (Невельсон М.С. Обеспечение заданной точности станочной обработки в гибких производственных системах. Л. ЛДНТП, 1985, с. 17-22). Недостатком известных подналадок является существенная пульсация отклонений размеров относительно изменения уровня размерной настройки. Кроме того, эффективность способа существенно зависит от точности измерения отклонения размера детали, и для его реализации необходимы высокоточные измерительные средства. Более простыми являются знаковые пульсирующие подналадки, не обладающие свойствами адаптации, когда для управления используется только информация о знаке текущего отклонения подналаженного размера детали (а. с. СССР 156072, кл. В 24 В 51/00, 1963), а величина импульса подналадки остается постоянной. При использовании данных способов подналадки наблюдается низкая точность обработки партии деталей при значительных колебаниях величины тренда процесса. Известен способ автоматической подналадки технологического процесса (а. с. СССР 305342,кл. 01 В 5/08, 1971), при котором величину подналадочного импульса определяют как сумму предыдущего подналадочного импульса и предыдущего отклонения размера детали от заданного уровня,взятых с постоянными весовыми коэффициентами. При этом постоянные коэффициенты определяются по данным, полученным в ходе эксперимента, что увеличивает трудоемкость способа. Известен также способ автоматической подналадки инструмента (а. с. СССР 1313649, кл. В 23 15/00, 1967), в котором подналадку производят со знаком, противоположным предыдущему отклонению размера детали, а время подналадки определяют в зависимости от количества одинаковых знаков. К недостатку способа можно отнести отсутствие возможности полной компенсации значительного по величине смещения уровня размерной настройки при неправильно выбранной постоянной величине подналадочного импульса. 2 Наиболее близким по технической сущности к предлагаемому является способ пульсирующей подналадки (а. с. СССР 1491680, кл. В 24 В 15/00,1989), принятый за прототип. Согласно известному способу подналадки определяют для каждой обработанной детали знак отклонения размера от середины поля допуска на контролируемый размер, подают импульс А подналадки в каждом-том цикле обработки, знак которого противоположен знаку полученного отклонения размера в предыдущем цикле обработки, выбирают объем скользящей выборки знаков отклонений размеров по четырем последовательно обработанным деталям, изменяют импульс подналадки по величине в зависимости от сочетания знаков отклонений размеров в указанной выборке по формуле АА-1 ,где- коэффициент знаковой подналадки, принимающий значения 0,5 1 2, и подают вычисленный импульс в следующем цикле обработки. Известный способ имеет недостатки. Так, коэффициент знаковой подналадки в известном способе изменяют в зависимости от максимального числа одинаковых знаков в сочетании знаков отклонений размеров в выборке знаков отклонений размеров по четырем деталям. Наилучшей статистической оценкой достижения цели управления точностью обработки методами подналадки является отсутствие какой-либо функциональной зависимости в отклонениях размеров подналаженных деталей, то есть, когда отклонения размеров подналаженных деталей подчиняются случайному закону. Одним из простых видов этой оценки является знакочередование отклонений размеров деталей в сочетании знаков скользящей выборки. В этом случае можно судить о том, насколько полно линейный тренд, определяемый доминирующей функциональной погрешностью (например, размерным износом инструментов), компенсирован. Если сочетание знаков представить как совокупность случайных вариантов положительных и отрицательных знаков отклонений размеров относительно середины поля допуска на контролируемый размер изготавливаемых деталей, то из данного сочетания знаков отклонений размеров можно определить максимальное число одинаковых знаков отклонений и, кроме того, число знакочередований. При этом в выборке знаков отклонений размеров по четырем последовательно обработанным деталям максимальное число одинаковых знаков отклонений изменяется от двух до четырех, а число знакочередований от 0 до 3. Учет же только максимального количества одинаковых знаков отклонений (как в известном способе) не обеспечивает для ряда случаев сочетаний знаков минимизации дисперсии отклонений размеров деталей, то есть не способствует повышению точности обработки партии деталей. Вместе с тем параметры знакочередований могут быть описаны с по 12079 мощью коэффициента корреляции соседних подналаженных деталей, причем, при максимально возможном повышении точности обработки случайная последовательность отклонений размеров в партии деталей является декоррелированной. Технический результат, получаемый при использовании предложенного способа, заключается в повышении точности обработки партии деталей. Указанный технический результат за счет более полного учета корреляции соседних отклонений размеров изготовленных деталей достигается тем,что в способе знаковой пульсирующей подналадки,заключающемся в определении для каждой обработанной детали знака отклонения размера от середины поля допуска на контролируемый размер, в подаче импульса А подналадки в каждом -том цикле обработки, знак которого противоположен знаку полученного отклонения размера в предыдущем(-1)-ом цикле обработки, в выборе объема скользящей выборки знаков отклонений размеров по четырем последовательно обработанным деталям, в изменении импульса подналадки по величине в зависимости от сочетания знаков отклонений размеров в указанной выборке по формуле АА-1 ,где- коэффициент знаковой подналадки, принимающий значения 0,51 2, и подаче вычисленного импульса в следующем цикле обработки, до изменения импульса подналадки по величине, дополнительно определяют число знакочередований отклонений размеров деталей в сочетании знаков скользящей выборки, а величину импульса подналадки уменьшают при максимальном числе знакочередований и увеличивают при минимальном, при этом коэффициент знаковой подналадки принимают равным 0,5 при трех знакочередованиях,1 при одном или двух знакочередованиях и 2, если знакочередований нет. Способ поясняется чертежами, где на фиг. 1 изображена последовательность знаков отклонений размеров в партии деталей из 30 штук с нанесенными на нее примерами возможных схем сочетаний знаков отклонений на фиг. 2 - изображены график отклонений размеров неподналаженных деталей(кривая 1), график изменения уровня размерной настройки (кривая 2), график введенных подналадочных импульсов в соответствующих циклах обработки (последовательность импульсов 3). На графике 2 и последовательности импульсов 3, начиная с 26-ой детали, действия в соответствии с известным способом (а. с.1491680) изображены крестиками, а действия в соответствии с предлагаемым -точками. Способ поясняется также таблицами, где в табл. 1 для различных схем чередований отклонений размеров в скользящей выборке из четырех деталей даны корректированные значения коэффициента знаковой подналадки, в табл. 2 приведены параметры различных сочетаний знаков отклонений для известного (а. с. 1491680) и предлагаемого способов подналадки. Для выборки из четырех деталей возможны следующие схемы чередований отклонений размеров,рис.1 и табл. 1 -образная, Г-образная, образная,-образная, -образная и И образная (в известном способе по а. с.1491680-образная и -образная схемы не рассматривались). Из табл. 1 видно, что в скользящей выборке с одним и тем же максимальным количеством одинаковых знаков отклонений (например, двум для случаев, ,и И-образных схем чередований отклонений размеров) числа знакочередований изменяются от 1 до 3. Оценка коэффициента корреляции(1) сосед них подналаженных деталей проводилась с помощью простейшего коррелятора знак-знак (Невельсон М.С. Автоматическое управление точностью обработки на металлорежущих станках. Л. Машиностроение, 1982, с. 132).(1) - оценка коэффициента корреляции сосед них подналаженных деталей- число знакочередований- объем выборки (4). Вычисление с помощью более точных формул не требовалось из-за малости выборки. Чем больше значение оценки(1) , тем боль шую величину импульса подналадки следует подавать, и чем он меньше, тем на меньшую величину должно производиться изменение уровня размерной настройки станка (малой величиной импульса подналадки). В известном способе (по а. с.1491680) дляи -образных схем чередований данное условие не выполняется. В предлагаемом способе для случаев ,и И-образных схем чередований оценка коэффици ента корреляции(1) имеет различные значения. Для случаеви -образных схем значения коэффициента оценки корреляции минимальны по модулю, т.е. случайная выборка декоррелирована. Для случаев И-образной схемы чередований значение оценки максимально по модулю, т.е. для данной выборки функциональная составляющая погрешности компенсирована неполностью. В связи с этим для случаеви -образных схем чередований для предлагаемого способа коэффициент знаковой подналадки был установлен равным единице. Пример реализации способа. Выборка отклонений размеров неподналаженных деталей от 1 до 24 взята по известному способу (а. с. 1491680), фиг. 1. Далее с 25 по 30 отклонения размеров добавлены нерассмотренные в известном способе случаи ( и -образные схемы чередований). 3 12079 До начала обработки партии детали задается нулевой исходный импульс подналадки. После обработки первой детали определяется знак отклонения контролируемого размера детали. Знак отклонения определяется от середины поля допуска на контролируемый размер. Аналогично определяют знаки отклонений размеров всех деталей выборки (число деталей в выборке равно четырем). При этом при обработке деталей выборки после обработки первой, второй и третьей детали выборки на обработку каждой последующей детали вводится с обратным знаком импульс подналадки, равный дискрете А 0 подналадки. По сочетанию знаков в скользящей выборке подсчитывают число знакочередований. Например, для первой выборки (дет.1-4) число знакочередований равно 2, для второй выборки (дет.2-5) число знакочередований равно 1 и т.д., табл. 2 (четвертая строка сверху). Согласно предлагаемому способу для первой выборки (дет. 1-4) и для второй выборки (дет. 2-5) при числе знакочередований, равном двум или одному,коэффициент знаковой подналадки принимают рав ным 1, а величина импульса подналадки для обработки, соответственно, 5-ой и 6-ой деталей партии принимается равной дискрете А 0 подналадки. Аналогичным образом осуществляется реализация способа и для других скользящих выборок. Импульс подналадки А при дискрете подналадки 0 принимают А 0 в случае, если А-10 и принимают равны 0 в случае, если А-10 и 2. Для серийно выпускаемых станков токарной группы 01 мкм, либо равна дискрете приводов подачи станка по соответствующей координате. Из анализа характера изменения кривых 1 и 2,фиг. 2 видно, что в интервале с 26 по 30 деталь (дляи -образных схем чередований) получен эффект по точности (по критерию минимума отклонений размеров деталей, подналаженных по известному (крестики. Фиг.2 и предлагаемому (точки) способам по отношению к исходному графику отклонений размеров неподналаженных деталей), кривая 1. Фиг. 2 Отклонения размеров, мкм Дет.26 Дет.27 Дет.28 Дет.29 Дет.30 Суммарное отклонение Известный по а. с. 1491680 1-1 1 1 5 Достигнутое увеличение точности по предлагаемому способу по отношению к известному способу подналадки 7510040 . 5 Если представить модель образования погрешности у на технологическом оборудовании, например,металлорежущем станке в виде у,где- детерминированная составляющая погрешности (кусочно-линейное изменение уровня размерной настройки, вызванная, например, размерным износом инструмента)- коррелированная (функциональная) составляющая погрешности, вызванная, например, периодически действующими возмущающими факторами- собственная случайная составляющая погрешности (белый шум). В известном способе подналадки (по а. с. 1491680) достигается компенсация лишьи только частично (недостаточно полно) компенсируется .(Например, для отклонений размеров деталей с 26 по 30, фиг. 2, где видно наложение периодически изменяющейся погрешности). В предлагаемом же способе подналадки используется информация о знакочередовании (корреляции) отклонений разме 4 ров деталей, в результате чего достигнута более полная компенсация коррелированной (функциональной) составляющей . Таким образом, использование оценки коэффициента корреляции отклонений размеров соседних подналаженных деталей в виде параметра знакочередования позволяет пвысить точность обработки в случаях, когда имеет место (доминирует) коррелированная (функциональная) составляющая в последовательности отклонений размеров неподналаженных деталей. В результате применения предлагаемого способа подналадки случайная последовательность отклонений размеров обработанных деталей декоррелируется с обеспечением минимума дисперсии отклонений размеров деталей. Реализация предлагаемого способа не требует разработки специальной измерительной аппаратуры. Контролируемый размер детали (например, диаметр для станков токарной группы) может быть измерен серийно выпускаемыми приборами АИД-6, АИД-8,либо программно-измерительным комплексом типа МИД-901. В современных УЧПУ имеется возможность связи с измерительной аппаратурой и возможность простой доработки программноматематического обеспечения для реализации предлагаемого способа. 12079 Таблица 1 Таблица коррекции коэффициента знаковой подналадкисхемы Графическое изочередовабражение ния отклон. схемы чередовар-ров ния отклон. р-ров 1 Наименование схемы чередования отклонения размеров Число Коэффициент знаковой подна- Оценка коэф. одиналадки корреляции ковых по известному спо- по предла(1) 12079 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ знаковой пульсирующей подналадки технологического оборудования и/или приборов управления технологическими процессами, заключающийся в определении для каждой обработанной детали знака отклонения размера от середины поля допуска на контролируемый размер, в подаче импульса А подналадки в каждом -том цикле обработки, знак которого противоположен знаку полученного отклонения размера в предыдущем (-1) цикле обработки, в выборе объема скользящей выборки знаков отклонений размеров по четырем последовательно обработанным деталям, в определении импульса подналадки по величине в зависимости от сочетания знаков отклонений размеров в указанной выборке по формуле АА-1 где- коэффициент знаковой подналадки, принимающий значения 0,5 1 2, и подаче вычисленного импульса в следующем цикле обработки, отличающийся тем, что до изменения импульса подналадки по величине дополнительно определяют число знакочередований отклонений размеров деталей в сочетании знаков скользящей выборки, а величину импульса подналадки уменьшают при максимальном числе знакочередований и увеличивают при минимальном. 2. Способ по п. 1., отличающийся тем, что коэффициент знаковой подналадки принимают равным 0,5 при трех знакочередованиях,1 при одном или двух знакочередованиях, и 2, если знакочередований нет.
МПК / Метки
МПК: B23Q 15/24
Метки: пульсирующей, управления, оборудования, знаковой, подналадки, технологическими, приборов, процессами, способ, технологического
Код ссылки
<a href="https://kz.patents.su/7-12079-sposob-znakovojj-pulsiruyushhejj-podnaladki-tehnologicheskogo-oborudovaniya-i-ili-priborov-upravleniya-tehnologicheskimi-processami.html" rel="bookmark" title="База патентов Казахстана">Способ знаковой пульсирующей подналадки технологического оборудования и/или приборов управления технологическими процессами</a>
Предыдущий патент: Способ переработки нефти и нефтепродуктов
Следующий патент: Способ знаковой пульсирующей подналадки технологического оборудования и/или приборов управления технологическими процессами
Случайный патент: Способ получения жидкого экстракта растительного сырья