Катализатор конверсии SO2 в SO3
Номер патента: 11394
Опубликовано: 17.12.2002
Авторы: Малкиман Вениамин Иосифович, Манаева Любовь Николаевна
Формула / Реферат
Изобретение относится к производству катализатора конверсии SO2 в SO3. Техническая задача - улучшение эксплуатационных характеристик катализатора путем повышения стабильности качества.
Катализатор содержит оксиды ванадия, щелочных металлов, серы, нанесенные на кремнеземистый носитель. При этом носитель товарного катализатора или каркас, представляющий собой товарный катализатор после удаления с него кислоторастворимых активных компонентов, содержит поры с радиусом от 100 до 100000A. Доля пор с радиусом 1000 - 10000A составляет 5-70 %, а с радиусом более 10000A - не более 50 %.
Объем пор каркаса катализатора с радиусом от 100 до 100000A составляет 0,30-0,93 см3/см3. Кремнеземистым носителем является природный или синтетический кремнезем или их комбинация.
Текст
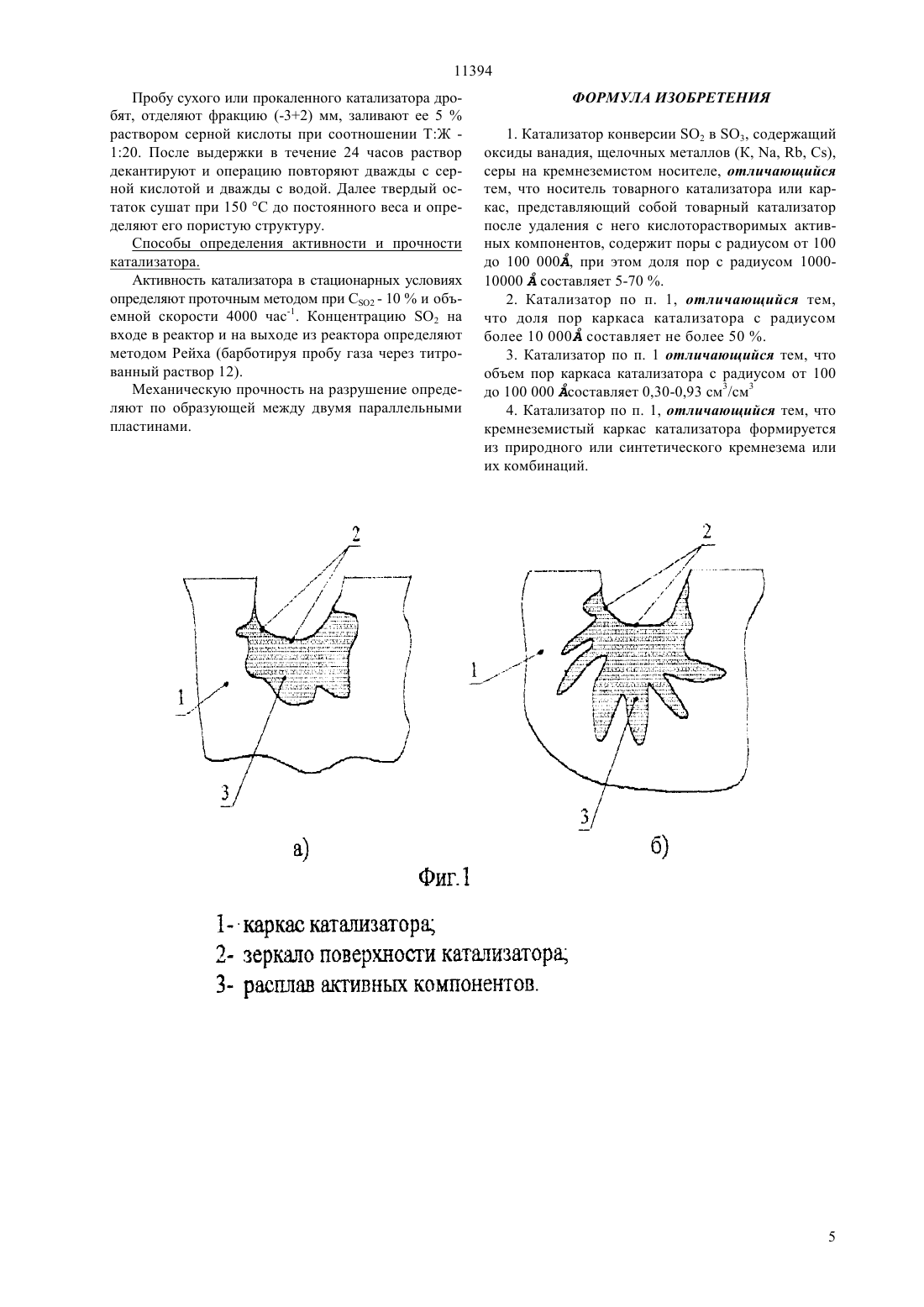
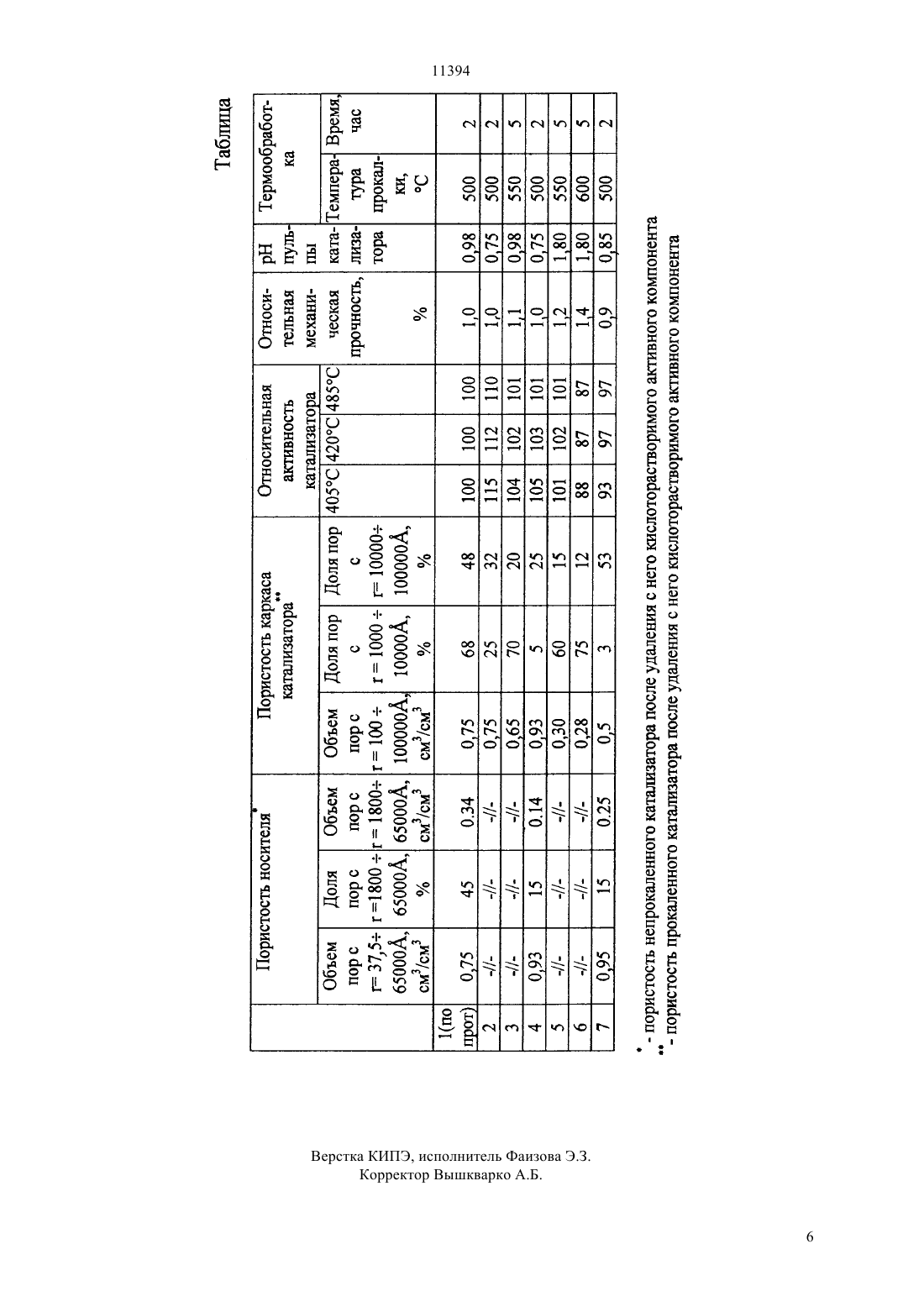
(51)7 01 23/22, 01 17/79 ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(76) Манаева Любовь Николаевна , Малкиман Вениамин Иосифович(57) Изобретение относится к производству катализатора конверсии 2 в 3. Техническая задача улучшение эксплуатационных характеристик катализатора путем повышения стабильности качества. Катализатор содержит оксиды ванадия, щелочных металлов, серы, нанесенные на кремнеземистый носитель. При этом носитель товарного катализатора или каркас, представляющий собой товарный катализатор после удаления с него кислоторастворимых активных компонентов, содержит поры с радиусом от 100 до 100000. Доля пор с радиусом 1000 - 10000 составляет 5-70 , а с радиусом более 10000 - не более 50 . Объем пор каркаса катализатора с радиусом от 100 до 100000 составляет 0,30 -0,93 см 3/см 3. Кремнеземистым носителем является природный или синтетический кремнезем или их комбинация. 11394 Изобретение относится к производству ванадиевых катализаторов конверсии 2 в 3. Катализаторы для данного процесса обычно содержат активный компонент - оксиды ванадия, щелочных металлов, серы, распределенные на поверхности носителя на основе 2, и имеют определенную пористую структуру, являющуюся тем свойством катализатора, которое определяет его важнейшие эксплуатационные характеристики. Известен катализатор (патент ФРГ 1235274 Способ производства катализатора для окисления 2, в 3 на базе 25 - 2 2, 1962 г.), для обеспечения высокой активности которого предлагается в каждом температурном интервале использовать носитель с пористой структурой, оптимальной для данного температурного интервала. Так для температуры менее 400 С используется катализатор, у которого большая часть пористости создается порами с радиусом (г) 50 - 500, для 400 -440 С - катализатор с 1000 -3000, для 440 С - с 5000. Однако известное решение имеет существенный недостаток. Поскольку процесс окисления 2 является экзотермическим, то катализатор даже в пределах одного слоя работает в условиях изменяющихся температур, т.е. требуется использование набора катализаторов с узким диапазоном пор. Неудобством такого подхода является то,что в реальных условиях из-за невозможности точного расчета полей температур по высоте и объему слоя, катализатор с заданным узким диапазоном пор работает неэффективно, т.е. предпочтительней были бы катализаторы, работающие в широком температурном диапазоне. Необходимо отметить, что только в очень немногих работах выбор эффективного катализатора ведется по пористой структуре именно катализатора(например, патент США 5 108976, 1990). Преимущественно выбор ведется по пористой структуре носителя, используемого для синтеза катализатора,т.е. полупродукта. На первый взгляд такой подход кажется нелогичным, так как он информативен для производителя, но не для потребителя, которому удобней было бы пользоваться характеристиками товарного продукта. Однако при более глубоком рассмотрении логика такого подхода оказывается весьма обоснованной, так как при равной пористости готового катализатора (который представляет собой носитель,заполненный активным компонентом) структура самого носителя может очень сильно различаться. На фиг. 1 представлен вид пор катализатора с меньшим (а) и большим (б) объемом пор носителя при равном объеме пор катализатора. При этом именно структура носителя отвечает за эксплуатационные свойства катализатора, так как выполняет две важнейшие функции- обеспечение развитой удельной поверхности катализатора- стабилизацию активного компонента в расплавленном состоянии. Как известно, процесс каталитического окисления О 2 в 3 протекает при расплавленном состоя нии активных компонентов, которое наступает при 400 . При этом нижний предел рабочего диапазона катализатора ограничен температурой кристаллизации активных компонентов. Весьма вероятно,что стабилизация расплава катализатора обеспечивается тонкими порами носителя, затрудняющими процессы кристаллизации и, таким образом, позволяющими повысить активность катализатора при низких температурах. Экспериментально влияние узких пор носителя на активность катализатора при низких температурах показано в а.с. СССР 247919. В нем описан катализатор, имеющий суммарный объем пор - 0,5 см 3/г,синтезированный с использованием носителя с широким диапазоном радиусов пор от 100 до 30000. Однако использование в данном случае понятия структура носителя весьма условно так же, как и для всех случаев получения катализатора методом смешения свежеосажденного гидрокремнегеля с активными компонентами, поскольку структуру гелеобразного носителя замерить невозможно, так как она не является твердой. Под термином структура носителя авторы понимали структуру твердого ксерогеля, полученного при высушивании пробы гидрокремнегеля до смешения с активными компонентами. При этом была найдена корреляция между этой косвенной характеристикой гидрокремнегеля и свойствами готового катализатора. Наиболее близким к предлагаемому является патент РФ 2134612, 1998 г. В нем описан катализатор, содержащий оксиды ванадия, щелочных металлов (К, , , ), серы, нанесенные на носитель кремнезем, природный или синтетический, в следующем количестве, мас.25 -5.512.0, К 2 О - 8420,2 - не более 4.5, 2 -не более 20, 2 - не более 20, 3 -1235, 2 - остальное. При этом носитель содержит поры с радиусом от 37.5 до 65000 в объеме от 0,35 до 0,95 см 3/см 3, а поры с радиусом 1800 - 65000 составляют 15-60 от объема пор в этом интервале, но не менее 0,10 см 3/см 3. Такой катализатор обладает высокой активностью в широком диапазоне температур, в том числе и при достаточно низких температурах (405 С). Это достигается за счет целесообразного химического состава, наличия пор с широким диапазоном радиусов и рационального соотношения пор в структуре носителя, что позволяет иметь достаточный объем как узких, так и транспортных пор, обеспечивающих минимальное диффузионное торможение внутри зерен катализатора. Для характеристики пористости носителя авторы используют прием также достаточно условный, а именно измеряют пористость сформованного и высушенного катализатора, непрошедшего прокалку после удаления с него кислоторастворимого активного компонента. Это позволяет им более корректно, чем в а. с. СССР 247919, охарактеризовать носитель, так как учитывается изменение его стуктуры в процессе формовки, в значительной мере влияющей на структуру крупных пор(в структуре ксерогеля влияние формовки не отражено). 2 11394 Недостатком данного объекта, как и многих вышеперечисленных, является то, что стабильность качества катализатора в этом случае не гарантирована, так как по характеристике носителя можно надежно прогнозировать свойства товарного катализатора только при условии строгого воспроизведения параметров всех стадий его приготовления по описанию в патентах. Основанием для такого утверждения является работа одного из авторов данной заявки. В ней экспериментально было установлено, что степень снижения величины удельной поверхности носителя при термообработке под воздействием расплава активных компонентов может снижаться на величину от нескольких процентов до нескольких раз, в зависимости от параметров приготовления катализатора,в частности, рН синтеза пульпы катализатора (Сб. Технология переработки сернистого газа Тр. УНИХИМ. Свердловск, 1977 г., с. 23). Авторы не исследовали пористость носителя прокаленного катализатора, но, как известно из литературы, снижение удельной поверхности происходит в результате именно укрупнения пористой структуры. Аналогичная зависимость была отмечена и другими авторами. Эти закономерности по литературным данным установлены для катализаторов, получаемых методом смешения носителя - кремнезема с растворами активных компонентов с последующей формовкой и термообработкой. Однако они распространяются и на способы получения катализаторов пропиткой растворами активных компонентов предварительно сформованных носителей. В меньшей степени трансформируется структура носителя, который проходит термообработку перед пропиткой (заявка ФРГ 4000609, 1990), и в значительно большей степени,когда термообработка проводится после пропитки сухого носителя, особенно в тех случаях, когда температура термообработки повышается до 1000 С.(Патенты ФРГ 3401676, 19844009327, 1990). Таким образом, в большинстве случаев при термообработке катализатора, как правило, происходит укрупнение его пористой структуры за счет спекания носителя - аморфного кремнезема. Техническая задача изобретения - улучшение эксплуатационных характеристик катализатора путем повышения стабильности качества. Техническая задача решается тем, что в катализаторе конверсии 2 в 3, содержащем оксиды ванадия, щелочных металлов (К, , , ), серы на кремнеземистом носителе, носитель товарного катализатора или каркас, представляющий собой товарный катализатор после удаления с него кислоторастворимых активных компонентов, имеет следующую пористую структуру- доля пор с радиусом более 10000 составляет не более 50- объем пор каркаса катализатора с радиусом от 100 до 100000 составляет 0,30-0,93 см 3/см 3. При этом каркас катализатора формируется из природного или синтетического кремнезема или их комбинации. В предлагаемом решении выбрана реальная структура носителя в готовом катализаторе, т.е. структура окончательно сформированного носителя,претерпевшего все изменения в процессе приготовления катализатора и, главным образом, термообработку. Эта структура, с одной стороны, не зависит от предыстории получения катализатора, т. е. позволяет совершенно недвусмысленно делать выводы о его эксплуатационных свойствах, а с другой стороны,соотношения пор именно этой структуры важны в рабочих условиях. Эта структура, т.е. каркас, представляет собой готовый катализатор после удаления с него кислоторастворимых активных компонентов. Поскольку при прокалке катализатора возникает по сути новая структура носителя (т.е. каркас), она имеет существенные отличия от носителя по прототипу. При близкой с носителем по прототипу суммарной пористости, составляющей 0,30-0,93 см 3/см 3,оптимальный диапазон размеров пор каркаса смещен в сторону более крупных пор и составляет 100100000. По сравнению с прототипом соблюдение указанных в формуле изобретения признаков позволяет улучшить эксплуатационные характеристики катализатора, гарантировать его качество независимо от технологии получения и, что, не менее важно, возможных в практике нарушений норм технологического режима. При уменьшении объема этих пор в указанном интервале менее 0,30 см 3/см 3 снижается активность катализатора во всем диапазоне температур. При повышении объема пор свыше 0,93 см 3/см 3 снижается прочность катализатора. Рациональная величина доли пор каркаса, отвечающих за диффузионное торможение при транспортировке реагентов, имеющих радиус от 1000 до 10000, составляет от 5 до 70 . При этом при значениях менее 5 лимитирующее влияние диффузионного фактора приводит к снижению активности катализатора, особенно при низких температурах. При значениях более 70 условия транспорта реагентов благоприятны, однако, оказывается недостаточно развитой поверхность каркаса катализатора,что опять приводит к снижению его активности. Доля крупных пор не должна превышать 50 , так как в противном случае уменьшается прочность катализатора. Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемое решение конкретизирует рациональную пористую структуру вещества при известном его качественном составе, т.е. дает частное решение при известности общего. При этом заявляемая структура катализатора, по сравнению с прототипом, позволяет получить положительный эффект улучшения эксплуатационных свойств, стабильность качества катализатора, достижение кото 3 11394 рого не вытекает из раскрытия содержания общего решения. Из литературных данных в целом известно влияние некоторых характеристик пористой структуры (в основном на примере непрокаленного носителя или товарного катализатора) на его прочность и активность. Однако конкретное соотношение пор,рациональное для структуры каркаса катализатора,не претерпевающей дальнейших превращений и характеризующей катализатор независимо от метода получения, в литературе не описано. Вышеуказанные закономерности и преимущества предлагаемого катализатора проиллюстрированы в таблице. За относительную активность в стандартных условиях принимаем отношение активности катализатора по каждому текущему примеру к активности катализатора по прототипу (пример 3 прототипа), так как он имеет оптимальную пористую структуру носителя до прокалки (середина интервалов значений). Аналогично за относительную механическую прочность принимаем прочность катализатора по каждому текущему примеру по отношению к прочности катализатора, приготовленного по прототипу (примеру 3 прототипа ). В примерах 2 и 3 показано, что при одной и той же структуре носителя, что и в примере 1, но различном рН пульпы катализатора или температуры прокалки структура каркаса катализатора различается. При этом в заявляемых границах значений эксплуатационные свойства катализатора могут улучшаться. В приграничных значениях характеристик носителя по прототипу структура каркаса катализатора может укладываться в указанный в формуле изобретения интервал значений (примеры 4, 5),при этом эксплуатационные свойства катализатора выше, чем в прототипе. Если структура каркаса катализатора не укладывается в указанный интервал по формуле изобретения, свойства по отношению к прототипу ухудшаются - примеры 6, 7. Процесс приготовления катализаторов, способы определения активности и прочности, а также методика отмывки катализатора от активных компонентов для определения пористой структуры каркаса описаны в примерах. Пример 1 Катализатор готовят в соответствии с примером 3 прототипа. Носитель - гидрокремнегель получают из разбавленного жидкого натриевого стекла с плотностью 1,307 г/см 3 путем осаждения раствором серной кислоты при рН пульпы 5,87,5. Гидрокремнегель отфильтровывают и промывают водой. Для приготовления катализатора к гидрокремнегелю добавляют раствор активных компонентов серной кислоты и ванадата калия из расчета получения следующего состава контактной массы, ( мас) 2 О 5 - 8,0, К 2 О - 14,5, 3 - 24,7, 2 - 52,8. При этом пульпа катализатора имеет рН-0,98. Полученную пульпу после перемешивания в течение 2 часов Пример 3 прототипа в данном описании соответствует примеру 1 (см. таблицу). Пример 3 прототипа в данном описании соответствует примеру 1 (см. таблицу). высушивают. Порошок контактной массы доводят до влажности 25 , добавляют 2 графита (в расчете на сухую контактную массу). Порошок таблетируют при давлении 300 кг/см 2. Таблетки высушивают при 150 в течение 4 часов. Далее сухой катализатор прокаливают при 500 С в течение 2 часов и определяют его эксплуатационные свойства(см. таблицу). Для сравнения пористой структуры непрокаленного носителя и каркаса катализатора образцы сухого и прокаленного катализаторов подвергают отмывке от активных компонентов по нижеприведенной методике. Характеристики пористости непрокаленного носителя и прокаленного каркаса катализатора приведены в таблице. Пример 2 Катализатор готовят в соответствии с примером 1 за исключением следующего отличия - при синтезе пульпы катализатора рН пульпы доводят серной кислотой до 0 ,75. Характеристики пористости непрокаленного носителя, каркаса катализатора и сравнительные эксплуатационные свойства приведены в таблице. Пример 3 Катализатор готовят в соответствии с примером 1 за исключением режима прокалки. Прокалку катализатора проводят при 550 С в течение 5 часов. Характеристики пористости непрокаленного носителя, каркаса катализатора и сравнительные эксплуатационные свойства приведены в таблице. Пример 4 Порошок катализатор готовят в соответствии с примером 2 за исключением способа формовки - контактную массу экструдируют при влажности 39 . Характеристики пористости непрокаленного носителя, каркаса катализатора и сравнительные эксплуатационные свойства приведены в таблице. Пример 5 Катализатор готовят в соответствии с примером 4 за исключением следующих характеристик рН пульпы катализатора соответствует 1,8, температура прокалки - 550 С, время прокалки- 5 часов. Характеристики пористости непрокаленного носителя, каркаса катализатора и сравнительные эксплуатационные свойства приведены в таблице. Пример 6 Катализатор готовят в соответствии с примером 4 за исключением следующих характеристик рН пульпы катализатора соответствует 1,8, температура прокалки - 600 С, время прокалки- 5 часов. Характеристики пористости непрокаленного носителя, каркаса катализатора и сравнительные эксплуатационные свойства приведены в таблице. Пример 7 Порошок катализатор готовят в соответствии с примером 4. рН пульпы катализатора соответствует 0,85. Контактную массу экструдируют при влажности 41 . Характеристики пористости непрокаленного носителя, каркаса катализатора и сравнительные эксплуатационные свойства приведены в таблице. Методика отмывки катализатора от активных компонентов. 4 11394 Пробу сухого или прокаленного катализатора дробят, отделяют фракцию (-32) мм, заливают ее 5 раствором серной кислоты при соотношении ТЖ 120. После выдержки в течение 24 часов раствор декантируют и операцию повторяют дважды с серной кислотой и дважды с водой. Далее твердый остаток сушат при 150 С до постоянного веса и определяют его пористую структуру. Способы определения активности и прочности катализатора. Активность катализатора в стационарных условиях определяют проточным методом при 2 - 10 и объемной скорости 4000 час-1. Концентрацию 2 на входе в реактор и на выходе из реактора определяют методом Рейха (барботируя пробу газа через титрованный раствор 12). Механическую прочность на разрушение определяют по образующей между двумя параллельными пластинами. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Катализатор конверсии 2 в 3, содержащий оксиды ванадия, щелочных металлов (К, , , ),серы на кремнеземистом носителе, отличающийся тем, что носитель товарного катализатора или каркас, представляющий собой товарный катализатор после удаления с него кислоторастворимых активных компонентов, содержит поры с радиусом от 100 до 100 000, при этом доля пор с радиусом 100010000 составляет 5-70 . 2. Катализатор по п. 1, отличающийся тем,что доля пор каркаса катализатора с радиусом более 10 000 составляет не более 50 . 3. Катализатор по п. 1 отличающийся тем, что объем пор каркаса катализатора с радиусом от 100 до 100 000 составляет 0,30-0,93 см 3/см 3 4. Катализатор по п. 1, отличающийся тем, что кремнеземистый каркас катализатора формируется из природного или синтетического кремнезема или их комбинаций.
МПК / Метки
МПК: B01J 23/22, C01B 17/79
Метки: катализатор, конверсии
Код ссылки
<a href="https://kz.patents.su/6-11394-katalizator-konversii-so2-v-so3.html" rel="bookmark" title="База патентов Казахстана">Катализатор конверсии SO2 в SO3</a>
Катализатор конверсии SO2 в SO3
Номер предварительного патента: 10645
Опубликовано: 14.09.2001
Авторы: Манаева Любовь Николаевна, Малкиман Вениамин Иосифович
МПК: C01B 17/69, B01J 23/22
Метки: катализатор, конверсии
Формула / Реферат:
Изобретение относится к производству катализатора конверсии SO2 в SO3.Описываемый катализатор содержит оксиды ванадия, щелочных металлов (К, Na, Rb, Cs), серы, нанесенные на носитель - природный или синтетический кремнезем (Si2О), в следующем количестве (мас. %) : V2О5 - 5.5¸12.0, К2О - 8¸20, Na2О - не более 4.5, Cs2О - не более 20, Rb2О - не более 20, SO3 -12¸35. При этом носитель отличается тем, что содержит поры с радиусом 37,5 до 65000 A...
Катализатор для конверсии синтез-газа в углеводороды и способ получения углеводородов
Номер патента: 5831
Опубликовано: 15.01.1998
Авторы: Марселин, Джордж, Риис, Трюве, Эри, Сигрид, Гудвин Джемс Г. мл,
МПК: B01J 23/84, C07C 1/04
Метки: получения, углеводородов, катализатор, углеводороды, конверсии, синтез-газа, способ
Формула / Реферат:
Сущность изобретения: продукт - катализатор состава, %: кобальт - 3-60; рений- 0,03-18,00; оксид алюминия - остальное, причем содержание рения в катализаторе составляет 1-30 мас% относительно содержания кобальта. Катализатор может дополнительно содержать оксид щелочного металла в количестве 0,5-5,0 ат.% относи-тельно содержания кобальта и/или 0,1-5,0 мас. % оксида металла, выбранного из группы оксидов циркония, ванадия и РЗЭ. Катализатор...
Катализатор для конверсии газа в углеводороды по синтезу Фишера – Тропша
Номер патента: 5832
Опубликовано: 15.01.1998
Авторы: Гудвин Джеймс Дж. мл,, Марселин, Джорж, Риис, Трюгве, Эри, Сигрид
МПК: B01J 23/89, C07C 1/04
Метки: тропша, газа, синтезу, углеводороды, конверсии, фишера, катализатор
Формула / Реферат:
Сущность изобретения: продукт- катализатор (КТ) состава, мас %: кобальт -12 - 40; металл из платиновой группы: платина, иридий, родий или их смесь - 0,1-19 носитель -- оксид алюминия - остальное, с дифракционной картиной: положительные пики в интервале 2q 65 - 70°, где - угол рефракции. При этом КТ содержит 0,25 - 4,75% металла платиновой группы от содержания кобаль- та и 1% промотора из смеси оксидов редкоземельных металлов. Характеристика КГ:...
Катализатор для гидрирования фурфурола
Номер предварительного патента: 5714
Опубликовано: 15.01.1998
Авторы: Акылов Талгат Куракович, Халдаров Нартай Каныбекович, Бейсеков Тузелбай Бейсекович, Аширов Абдумалик Манапович, Бейсекова Нагима Тузелбаевна, Туртабаев Сарсенбек Койшыбаевич
МПК: C07D 307/44, B01J 25/00
Метки: фурфурола, катализатор, гидрирования
Формула / Реферат:
Изобретение относится к области производства катализаторов и может быть использовано при гидрировании фурфурола в фурфуриловый спирт (ФС).Предлагаемое изобретение заключается в получении сплавного кобальтового катализатора для селективного гидрирования фурфурола в фурфуриловый спирт, обла-дающего высокой активностью и не содержащего дефицитных компонентов.Это достигается приготовлением катализатора на основе выщелоченного кобальталюминиевого...
Катализатор для гидрирования фурфурола
Номер патента: 1363
Опубликовано: 16.12.1996
Авторы: Бейсеков Тузелбай Бейсекович, Утебаев Аспандияр Абдразахович, Туртабаев Сарсенбек Койшыбаевич
МПК: B01J 23/72, B01J 21/00, C07D 307/44...
Метки: гидрирования, фурфурола, катализатор
Формула / Реферат:
Изобретение относится к катализаторам и может быть использовано при гидрировании фурфурола в фурфуриловый спирт (ФС). Предлагаемый катализатор на основе меди дополнительно содержит носитель из ряда оксидов: SiO2, Al2O3, MgO, Cr2O3, TiO2 или носитель состава, мас.%: SiO2 - 51,6, MgO - 16,3, Al2O3 -4,3, CaO - 3,2, H2O - 13,0, TiO2, FeO, MnO, Na2O, K2O, CO2 - остальное, при соотношении меди и носителя, равном 1:1. Активность катализатора в 1,2-6,9...
Предыдущий патент: Автономный дыхательный аппарат для защиты пожарных от вдыхания дыма
Следующий патент: Способ возделывания Румекса кормового 1 (кормового шавеля)
Случайный патент: Способ противораковой вакцинации млекопитающих в эксперименте