Способ изготовления труб из каменного литья
Номер патента: 10079
Опубликовано: 15.12.2005
Авторы: Жангалиева Мария, Алтаев Шаухат, Кадырсизов Нурмухамет
Формула / Реферат
Изобретение относится к камнелитейному производству, в частности, к способам изготовления трубы из горных пород-диабазов, предназначенных для транспортировки пульпы, хвостов обогатительных фабрик в условиях кислотных и щелочных агрессивных сред, и может быть использовано при транспортировке нефти при добыче в нефтяной промышленности.
В способе изготовления трубы из каменного литья, включающем заливку расплава во вращающийся со скоростью 300 об/мин кокиль, разогретый до 300 °С, наклоненный под углом 8 град., с предварительно нанесенным песочным покрытием толщиной 2 мм, доведение толщины стенки трубы до 20 мм и переведение кокиля в горизонтальное положение, охлаждение трубы до затвердевания, выталкивание трубы из кокиля в камерную печь для кристаллизации, разогретую до 250-300 °С, кристаллизацию и медленное охлаждение, согласно изобретению, в качестве расплава используют расплавы горных пород-диабазов с пироксеновым модулем 2,652-2,800, при этом температуру заливки расплава в кокиль берут 1320-1370 °С, а кристаллизацию ведут при температуре 950-1000 °С и выдерживают 1-1,5 часа, медленное охлаждение ведут со скоростью 40 °С в течение 19-20 часов.
Использование изобретения позволяет улучшить физико-механические свойства трубы из каменного литья.
Текст
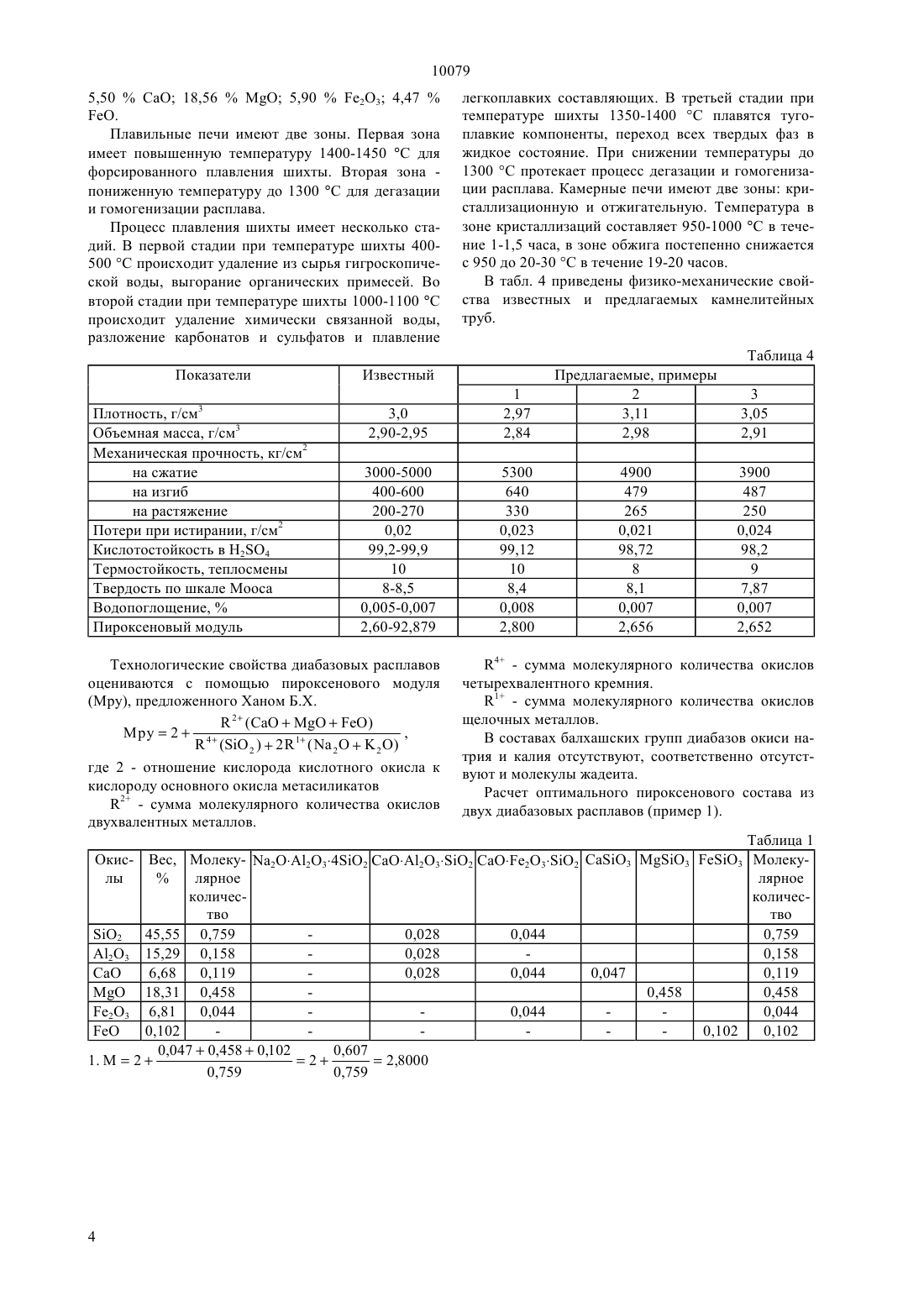
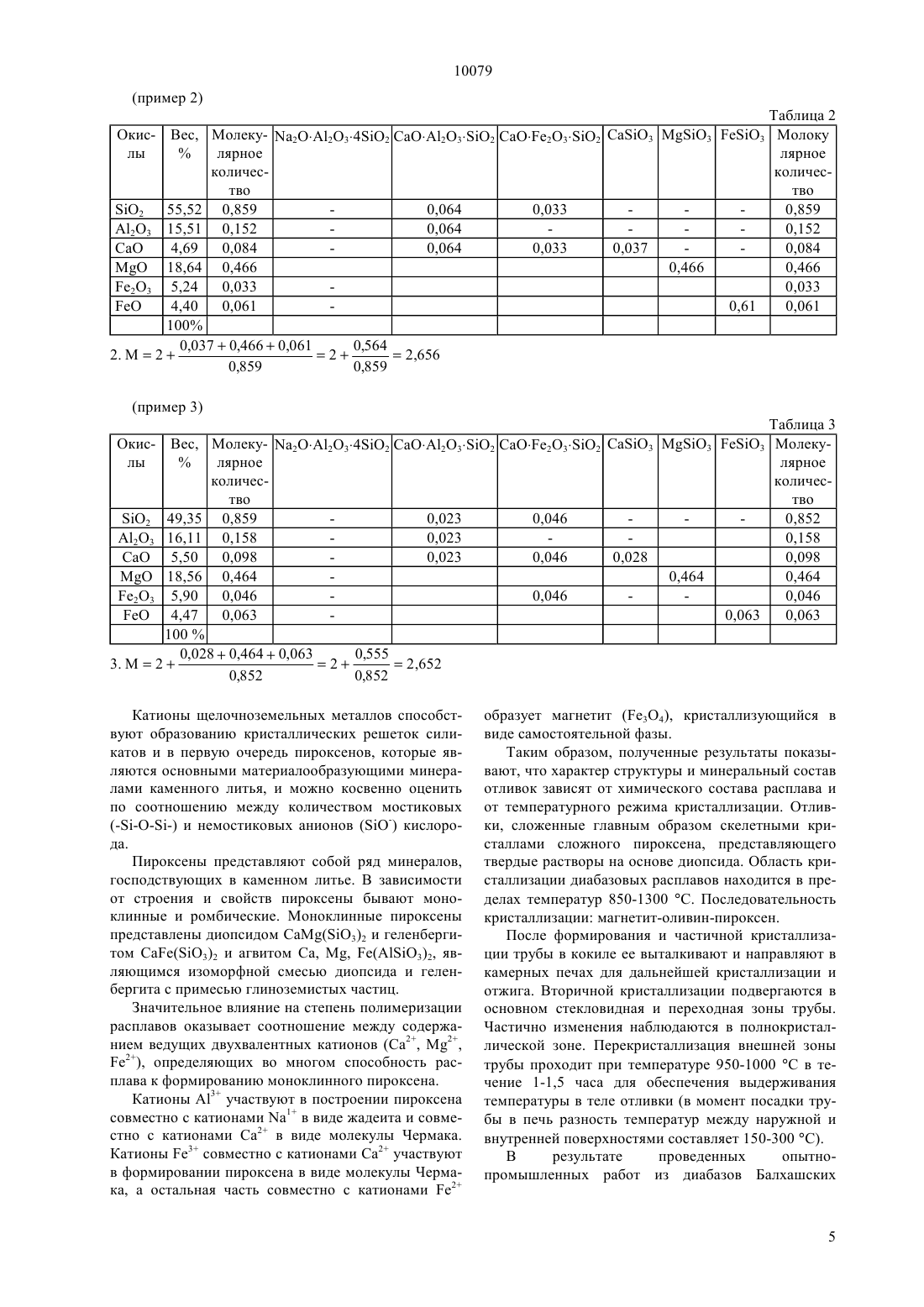
(51)728 21/02, 03 3/00 НАЦИОНАЛЬНОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(72) Алтаев Шаухат Жангалиева Мария Кадырсизов Нурмухамет(73) Дочернее государственное предприятие Институт горного дела им. Д.А. Кунаева Национального центра по комплексной переработке минерального сырья Министерства науки и образования Республики Казахстан(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ КАМЕННОГО ЛИТЬЯ(57) Изобретение относится к камнелитейному производству, в частности, к способам изготовления трубы из горных пород-диабазов, предназначенных для транспортировки пульпы, хвостов обогатительных фабрик в условиях кислотных и щелочных агрессивных сред, и может быть использовано при транспортировке нефти при добыче в нефтяной промышленности. В способе изготовления трубы из каменного литья, включающем заливку расплава во вращающийся со скоростью 300 об/мин кокиль, разогретый до 300 С, наклоненный под углом 8 град., с предварительно нанесенным песочным покрытием толщиной 2 мм, доведение толщины стенки трубы до 20 мм и переведение кокиля в горизонтальное положение,охлаждение трубы до затвердевания, выталкивание трубы из кокиля в камерную печь для кристаллизации, разогретую до 250-300 С, кристаллизацию и медленное охлаждение, согласно изобретению, в качестве расплава используют расплавы горных пород-диабазов с пироксеновым модулем 2,652-2,800,при этом температуру заливки расплава в кокиль берут 1320-1370 С, а кристаллизацию ведут при температуре 950-1000 С и выдерживают 1-1,5 часа,медленное охлаждение ведут со скоростью 40 С в течение 19-20 часов. Использование изобретения позволяет улучшить физико-механические свойства трубы из каменного литья. 10079 Изобретение относится к камнелитейному производству, в частности, к способам изготовления трубы из горных пород-диабазов, предназначенных для транспортировки пульпы, хвостов обогатительных фабрик в условиях кислотных и щелочных агрессивных сред, и может быть использовано при транспортировке нефти при добыче в нефтяной промышленности. Известен способ изготовления трубы путем заливки расплава из доменного шлака и базальта при соотношении 60-7040-30 в кокиль, выемки затвердевших отливок трубы из формы и отжига в туннельных печах в течение 20-24 ч (Крылов В.Ф. и др. Переработка огненно-жидких доменных шлаков для производства изделий из каменного литья, в сб. Проблемы каменного литья, вып. 2, 1968, с. 124128). Изготовленные из закристаллизованных изделий образцы имеют предел прочности при сжатии 2000-2500 кг/см 2, при изгибе - 300-450 кг/см 2, кислотостойкость в серной кислоте 97-99 , в соляной кислоте 65-85 . Однако трубы из каменного литья имеют пониженную прочность, поскольку в кристаллической структуре трубы имеются прослойки свободной стеклообразной фазы и трещины. Расплавы в значительной степени насыщены газами, для их дегазации в копильке необходимы 1-1,5 часа при температуре 1350-1400 . Известен способ изготовления трубы длиной 1200 мм, диаметром 150-190 мм, футеровочные плитки путем отливки шихты в кокиль при температуре 1450 С, и отжиг на основе шихты, состоящей из следующих компонентов горелая порода, доломитовая пыль, кварцевый песок и хроммагнезиевый порошок. Продолжительность отжига-кристаллизации образцов при 950-1000 до 14 часов (Дорофеев В.И. и др. Каменное литье для промышленности. Металлург,3, 1960, с. 35-36). Изготовленные трубы и плитки имеют механические прочности на сжатие до 2500 кг/см 2, на изгиб 500 кг/см 2, на растяжение 150 кг/см 2, термостойкость 7-10 теплосмены. Однако более быстрое охлаждение при кристаллизации трубы (в течение 14 часов) приводит к возникновению в трубе значительных термических напряжений, образованию холодных и горячих трещин и снижению прочности и термостойкости литого материала, в результате брак трубы достигает 25-30. Известен способ изготовления трубы из каменного литья, включающий заливку расплава берестовецкого базальта при температуре 1250-1280 во вращающийся со скоростью 300 об/мин. кокиль,предварительно разогретый до 300 С, наклоненный под углам 8 , с предварительно нанесенным песчаным покрытием толщиной 2 мм, доведение толщины стенки трубы до 20 мм и переведение кокиля в горизонтальное положение, охлаждение трубы до затвердения, выталкивание трубы из кокиля в камерную печь, предварительно разогретую до 250300 С, медленное повышение температуры камеры до 850-900 С, медленное охлаждение трубы со скоростью 60 С в час в течение 22-24 ч (Липов 2 ский И.Е., Дорофеев В.А. Основы петрургии. М. 1965, с. 178-196). Камнелитные трубы на основе базальта обладают следующими физико-механическими свойствами. Механическая прочность, кг/см 2. На сжатие 4000-5000 с подшихтовкой доломитом на сжатие 3000-4000 без подшихтовки на изгиб 500-600 с подшихтовкой доломитом на изгиб 400-500 без подшихтовки на растяжение 200-270 с подшихтовкой доломитом на растяжение 150-200 без подшихтовки кислотостойкость,в серной кислоте(Д 1,84 г/см 3) 99,0-99,9 соляной кислоте (Д 1,18 г/см 3) 94-96,5 термостойкость, с подшихтовкой 10 теплосмены без подшихтовки 4-8 теплосмены пироксеновый модуль базальта без подшихтовки 2,669 пироксеновый модуль базальта с подщихтовкой доломитом 2,879. Однако в составе Берестовецкого базальта количество оксидов магния и кальция низкое, соответственно 6,46 и 9,52 . Поэтому трубы из базальта без подшихтовки имеют пониженную механическую прочность, поскольку в отливках из базальта наряду с пироксеном присутствуют другие стеклофазыплагиоклаз, оливин, магнетит. Необходима корректировка состава базальта доломитом с тем, чтобы суммарный состав шихты полностью укладывался в структуру каркаса пироксена. При добавлении в шихту из базальта в количестве 8-10 обожженного доломита литье получается с увеличенным содержанием пироксеновой фазы, соответственно увеличивается и прочность трубы при сжатии до 500, при изгибе - до 500-600, при растяжении до - 200270 кг/см 2. Однако из-за неоптимального подбора температурного режима (при 850-900 С продолжительность 10-15 мин) в туннельных печах при дальнейшей кристаллизации на внешней поверхности трубы наблюдаются горячие и холодные трещины,вследствие чего брак трубы достигает 10-15 . Анализ литературных источников по производству каменнолитных футеровочных плит, труб и фасонных изделий на основе эффузивных горных пород (базальта, тефритобазальта, габбродиабаза,диабаза, амфиболита и гранита), доменного шлака и золы горелых горных выработок, теплоэлектрических станций показал, что трещины образуются вследствие отклонений в химическом и минералогическом составе, нарушений в режиме кристаллизации и обжига, избыточного содержания остаточного стекла и инородных включений. Отклонения заданного химического состава приводят к образованию новых минералов и неоднородности структуры, что усиливает внутреннее напряжение. Кроме того, напряжение увеличивается с изменением режима кристаллизации, особенно при наличии температурных перепадов в процессе обжига, недостаточной выдержки отливок в кристаллиза 10079 торе. В большинстве случаев стекловидная фаза в отливке концентрируется на поверхности плоскостей и в углах изделий и трубы, вызывая трещинообразования изделий из каменного литья, являющегося основным видом брака литья. Поэтому подбор оптимального химического и минералогического состава шихты и режима кристаллизации и отжига каменнолитных изделий является актуальным до настоящего времени. При использовании изобретения улучшаются физико-механические свойства трубы из каменного литья. Это достигается тем, что в способе изготовления трубы из базальтового расплава, включающем заливку расплава, во вращающийся со скоростью 300 об/мин кокиль, разогретый до 300 С, наклоненный под углом 8, с предварительно нанесенным песочным покрытием толщиной 2 мм доведение толщины стенки трубы до 20 мм и переведение кокиля в горизонтальное положение, охлаждение трубы до затвердения, выталкивание трубы из кокиля в камерную печь, предварительно разогретую до 250300 , кристаллизацию и медленное охлаждение,согласно изобретению, в качестве шихты расплавов используют горные породы - диабазы с пироксеновым модулем 2,652-2,800, при температурах заливки расплава в кокиль 1320-1370 С, при температурах кристаллизации трубы в камерной печи 950-1000 ,выдерживают первые 1-1,5 ч и медленно охлаждают со скоростью 40 С в течение 19-20 ч. При использовании в качестве шихты горных пород - диабазов особое влияние на степень полимеризации и кристаллизации расплавов оказывает соотношение между содержанием ведущих двухвалентных катионов (Са 2, М 2, е 2), во многом определяющих способность расплава к формированию моноклинного пироксена, которые представлены диопсидом СаМ (3)2 геденбергитом Сае(3)2 и агвитом Са, М, е(3)2, которые являются основными материалообразующими минералами каменного литья. У используемых для изготовления камнелитных труб совмещенных диабазов в 2 раза больше окиси магния (18 ), чем окиси кальция и закиси железа в сумме (5,504,40 ), соответственно у пироксена 65 приходится на долю М 3, а остальное приходится на Са 3 и е 3 почти в равных долях. Такие расплавы с пироксеновыми модулями 2,652-2,800 и кристаллизация трубы из нее в камерной печи 950-1000 С, ее выдержка в течение первых 1-1,5 ч и охлаждение со скоростью 40 С в течение 19-20 часов дает возможность получить трубу со следующими физико-механическими свойствами. Механическая прочность, кг/см 2 на сжатие 4900-5300 на изгиб 480-640 на растяжение 250-330 термостойкость 8-10 Таким образом, группы диабазов Коныратского месторождения более основные и имеют повышенное содержание оксидов магния до 29 , что позво ляет получить камнелитные трубы с улучшенными физико-механическими свойствами по сравнению с известными трубами на основе Берестовецких базальтов УССР. Определение физико-механических свойств образцов проводилось в соответствии с ГОСТ удельный вес, водопоглощение и водонасыщение ГОСТ 8269 механическая прочность (на сжатие, изгиб,растяжение) ГОСТ 4071-69, износостойкость ГОСТ 6787-53 кислото- и щелочестойкость ГОСТ 473.172 термостойкость ГОСТ 11103-64 или 6145-55. Для экспериментов использовали Балхашские группы диабазов - Коныратского, Гульшатского,Дайка-среднего и Шайтантасского месторождений. Перед дозировкой шихты проводится очистка от примесей, сушка и измельчение до крупности 320 мм, затем ведут дозировку шихты по весу и перед загрузкой в плавильную печь перемешивают в смесительном барабане. ПРИМЕР 1. На экспериментальной камнелитейной установке Балхашского медеплавильного комбината проведены эксперименты по изготовлению камнелитных труб диаметром 200 мм, длиной 1000 мм, толщиной 20 мм. Шихту, состоящую из 100 кг (50 ) Коныратского и из 100 кг (50 ) Гульшатского диабаза, плавили при температуре 1400-1420 С в электродуговых печах. Оптимальным является следующий состав расплава после выделения газообразных компонентов 45,55 2 15,2923 6,68 СаО 18,31 МО 6,81 е 23 и 7,36 еО. Плавление шихты протекает при 1400-1420 С в течение 2,5-3 ч. Разливку расплава проводят при 1320-1370 непосредственно из печей во вращающийся со скоростью 300 об/мин кокиль, наклоненный под углом 8 с предварительно нанесенным песчаным покрытием толщиной 2 мм. После достижения расплавом толщины стенки трубы до 20 мм кокиль переводится в горизонтальное положение. Когда заливка завершена, скорость вращения снижается, отлитую трубу охлаждают воздухом, выталкивают в камерную печь. Камерную печь до перевода трубы обогревают до 250-300 С. После посадки трубы температуру камеры медленно поднимают до 950-1000 С и выдерживают в течение первых 1-1,5 ч, затем медленно охлаждают со скоростью 40 в час в течение 19-20 часов для кристаллизации трубы. ПРИМЕР 2. Отливку труб проводят аналогично примеру 1, но в этот раз в качестве шихты используют 100 кг (50 ) из Коныратского и 100 кг (50 ) из Дайка-среднего диабаза. Оптимальным является следующий состав расплава после выделения газообразных компонентов 51,522 15,512 О 3 4,69 СаО 18,64 М 5,24 е 23 4,40 е. ПРИМЕР.3. Отливку труб проводят аналогично примеру 1, но в этот раз в качестве шихты используют 100 кг (50 ) Коныратского и 100 кг (50 ) из Шайтантасского диабаза. Оптимальным является следующий состав расплава после выделения газообразных компонентов 49,362 16,1123 3 10079 5,50 СаО 18,56 МО 5,90 е 23 4,47 еО. Плавильные печи имеют две зоны. Первая зона имеет повышенную температуру 1400-1450 для форсированного плавления шихты. Вторая зона пониженную температуру до 1300 С для дегазации и гомогенизации расплава. Процесс плавления шихты имеет несколько стадий. В первой стадии при температуре шихты 400500 С происходит удаление из сырья гигроскопической воды, выгорание органических примесей. Во второй стадии при температуре шихты 1000-1100 С происходит удаление химически связанной воды,разложение карбонатов и сульфатов и плавление легкоплавких составляющих. В третьей стадии при температуре шихты 1350-1400 С плавятся тугоплавкие компоненты, переход всех твердых фаз в жидкое состояние. При снижении температуры до 1300 С протекает процесс дегазации и гомогенизации расплава. Камерные печи имеют две зоны кристаллизационную и отжигательную. Температура в зоне кристаллизаций составляет 950-1000 С в течение 1-1,5 часа, в зоне обжига постепенно снижается с 950 до 20-30 С в течение 19-20 часов. В табл. 4 приведены физико-механические свойства известных и предлагаемых камнелитейных труб. Таблица 4 Показатели Плотность, г/см 3 Объемная масса, г/см 3 Механическая прочность, кг/см 2 на сжатие на изгиб на растяжение Потери при истирании, г/см 2 Кислотостойкость в Н 2 О 4 Термостойкость, теплосмены Твердость по шкале Мооса Водопоглощение,Пироксеновый модуль Технологические свойства диабазовых расплавов оцениваются с помощью пироксенового модуля, ( 2 )21 (22 ) где 2 - отношение кислорода кислотного окисла к кислороду основного окисла метасиликатов 2 - сумма молекулярного количества окислов двухвалентных металлов. 4 - сумма молекулярного количества окислов четырехвалентного кремния. 1 - сумма молекулярного количества окислов щелочных металлов. В составах балхашских групп диабазов окиси натрия и калия отсутствуют, соответственно отсутствуют и молекулы жадеита. Расчет оптимального пироксенового состава из двух диабазовых расплавов (пример 1). лярное лярное колическоличество тво 2 45,55 0,759 0,028 0,044 0,759 23 15,29 0,158 0,028 0,158 СаО 6,68 0,119 0,028 0,044 0,047 0,119 МО 18,31 0,458 0,458 0,458 е 23 6,81 0,044 0,044 0,044 е 0,102 0,102 0,102 0,0470,4580,102 0,607 1. М 222,8000 0,759 0,759 лярное лярное колическоличество тво 2 55,52 0,859 0,064 0,033 0,859 23 15,51 0,152 0,064 0,152 СаО 4,69 0,084 0,064 0,033 0,037 0,084 МО 18,64 0,466 0,466 0,466 е 23 5,24 0,033 0,033 е 4,40 0,061 0,61 0,061 100 0,0370,4660,061 0,564 2. М 222,656 0,859 0,859 лярное лярное колическоличество тво 2 49,35 0,859 0,023 0,046 0,852 23 16,11 0,158 0,023 0,158 СаО 5,50 0,098 0,023 0,046 0,028 0,098 МО 18,56 0,464 0,464 0,464 е 23 5,90 0,046 0,046 0,046 е 4,47 0,063 0,063 0,063 1000,555 0,0280,4640,063 3. М 222 ,652 0,852 0,852 Катионы щелочноземельных металлов способствуют образованию кристаллических решеток силикатов и в первую очередь пироксенов, которые являются основными материалообразующими минералами каменного литья, и можно косвенно оценить по соотношению между количеством мостиковых(О) и немостиковых анионов (-) кислорода. Пироксены представляют собой ряд минералов,господствующих в каменном литье. В зависимости от строения и свойств пироксены бывают моноклинные и ромбические. Моноклинные пироксены представлены диопсидом СаМ(3)2 и геленбергитом Сае(3)2 и агвитом Са, М, е(3)2, являющимся изоморфной смесью диопсида и геленбергита с примесью глиноземистых частиц. Значительное влияние на степень полимеризации расплавов оказывает соотношение между содержанием ведущих двухвалентных катионов (Са 2, М 2,е 2), определяющих во многом способность расплава к формированию моноклинного пироксена. Катионы 3 участвуют в построении пироксена совместно с катионами а 1 в виде жадеита и совместно с катионами Са 2 в виде молекулы Чермака. Катионы е 3 совместно с катионами Са 2 участвуют в формировании пироксена в виде молекулы Чермака, а остальная часть совместно с катионами е 2 образует магнетит (е 3 О 4), кристаллизующийся в виде самостоятельной фазы. Таким образом, полученные результаты показывают, что характер структуры и минеральный состав отливок зависят от химического состава расплава и от температурного режима кристаллизации. Отливки, сложенные главным образом скелетными кристаллами сложного пироксена, представляющего твердые растворы на основе диопсида. Область кристаллизации диабазовых расплавов находится в пределах температур 850-1300 С. Последовательность кристаллизации магнетит-оливин-пироксен. После формирования и частичной кристаллизации трубы в кокиле ее выталкивают и направляют в камерных печах для дальнейшей кристаллизации и отжига. Вторичной кристаллизации подвергаются в основном стекловидная и переходная зоны трубы. Частично изменения наблюдаются в полнокристаллической зоне. Перекристаллизация внешней зоны трубы проходит при температуре 950-1000 в течение 1-1,5 часа для обеспечения выдерживания температуры в теле отливки (в момент посадки трубы в печь разность температур между наружной и внутренней поверхностями составляет 150-300 ). В результате проведенных опытнопромышленных работ из диабазов Балхашских 10079 групп изготовлены трубы по примеру 1 7-10 браком и по примеру 2-3 13-16 браком. Процесс изготовления камнелитных труб является экономически выгодным и экологически не вредным. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ изготовления трубы из каменного литья,включающий заливку расплава во вращающийся со скоростью 300 об/мин кокиль, разогретый до 300 С,наклоненный под углом 8 град., с предварительно нанесенным песочным покрытием толщиной 2 мм,доведение толщины стенки трубы до 20 мм и пере 6 ведение кокиля в горизонтальное положение, охлаждение трубы до затвердевания, выталкивание трубы из кокиля в камерную печь для кристаллизации,разогретую до 250-300 С, кристаллизацию и медленное охлаждение, отличающийся тем, что в качестве расплава используют расплавы горных пород-диабазов с пироксеновым модулем 2,652-2,800,при этом температуру заливки расплава в кокиль берут 1320-1370 С, а кристаллизацию ведут при температуре 950-1000 С и выдерживают 1-1,5 часа,медленное охлаждение ведут со скоростью 40 С в течение 19-20 часов.
МПК / Метки
МПК: B28B 1/54
Метки: каменного, труб, изготовления, литья, способ
Код ссылки
<a href="https://kz.patents.su/6-10079-sposob-izgotovleniya-trub-iz-kamennogo-litya.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления труб из каменного литья</a>
Форма для изготовления напорных виброгидропрессованных труб с металлическим цилиндром
Номер патента: 2779
Опубликовано: 15.12.1995
Авторы: Слисков Владимир Ильич, Финк Владимир Карлович, Кузиев Дильмурат Пирмухамедович
МПК: B28B 21/54
Метки: изготовления, виброгидропрессованных, напорных, металлическим, цилиндром, форма, труб
Формула / Реферат:
Изобретение относится к производству трубчатых изделий из бетонных смесей.Цель изобретения - обеспечение надежности заделки стыка труб изнутри и увеличение срока службы эластичного чехла. Ферма для изготовления напорных виброгидропрессованных труб с металлическим цилиндром содержит сердечник с втулочной и раструбной частями и эластичным чехлом и охватывающее сердечник в верхней части уплотнительное кольцо. Уплотнительное кольцо снабжено...
Способ кокильного литья
Номер предварительного патента: 15281
Опубликовано: 17.01.2005
Автор: Куликов Виталий Юрьевич
МПК: B22D 15/00
Метки: кокильного, литья, способ
Формула / Реферат:
Изобретение относится к литейному производству, в частности, к способам изготовления литыхдеталей и заготовок в кокилях или песчаноглинистых формах.Задачей изобретения является уменьшение себестоимости литых деталей за счет снижения стоимости оснастки и энергоемкости процесса, а такжеуменьшения времени цикла изготовления отливки,т.е. повышение производительности.Способ кокильного литья включает заливку металла в форму с выдержкой и последующую...
Форма для изготовления напорных виброгидропрессованных железобетонных труб с металлическим цилиндром
Номер патента: 2780
Опубликовано: 15.12.1995
Автор: Финк Владимир Карлович
МПК: B28B 21/54
Метки: железобетонных, напорных, металлическим, форма, цилиндром, труб, виброгидропрессованных, изготовления
Формула / Реферат:
Изобретение относится к производству труб из бетонных смесей виброгидропрессованием.Цель изобретения - снижение трудоемкости распалубки, металлоемкости и упрощение конструкции.Форма для изготовления напорных виброгидропрессованных железобетонных труб с металлическим цилиндром содержит, установленный на поддоне, сердечник с резиновым чехлом и раструбообразователь с фланцем. Раструбообразователь снабжен в торцевой части, жестко связанной с ней,...
Способ приготовления одноосновных сплавов разных марок для непрерывного литья
Номер патента: 1908
Опубликовано: 15.03.1995
Автор: Фридман Лев Петрович
Метки: сплавов, способ, непрерывного, марок, разных, литья, приготовления, одноосновных
Формула / Реферат:
1. Способ приготовления одноосновных сплавов разных марок для непрерывного литья, включающий операции плавления компонентов и их объединение в миксере по заданному соотношению, отличающийся тем, что, с целью одновременного непрерывного приготовления и литья на одной плавильно-литейной установке группы одноосновных сплавов разных марок, маточный расплав, составленный из компонентов, общих для всей группы сплавов, путем регулируемой переливки...
Кристаллизатор для непрерывного вертикального литья стальной ленты
Номер патента: 1174
Опубликовано: 15.09.1994
Автор: Ханс Штройбель
МПК: B22D 11/04
Метки: кристаллизатор, вертикального, ленты, стальной, непрерывного, литья
Формула / Реферат:
Изобретение относится к черной металлургии, конкретно к непрерывной разливке стальных лент. Цель изобретения - уменьшение износа кристаллизатора и повышение качества отливаемых лент. Кристаллизатор для непрерывной отливки стальной ленты с охлаждаемыми широкими и узкими боковыми стенками расширен кверху в зоне широких боковых стенок для образования воронкообразной зоны для литьевой трубы, а сбоку от нее имеет параллельные конечные участки. Для...
Предыдущий патент: Железобетонная предварительно напряженная балка длиной 33 м для пролетных строений автодорожных мостов
Следующий патент: Способ гидродинамической активации сырья (варианты) и устройство для его осуществления (варианты)
Случайный патент: Самоспасатель