Состав масс покрытий сварочных электродов
Номер инновационного патента: 24086
Опубликовано: 15.06.2011
Авторы: Есимов Беген Омарович, Айтуреев Мурат Жарылкасынович, Абдурахманов Рустамбек Убайдуллаевич
Формула / Реферат
Изобретение относится к сварочному производству, в частности, к составу масс покрытий сварочных электродов, используемых для ручной дуговой сварки малоуглеродистых сталей.
Технический результат изобретения - облегчение прессуемости сварочных электродов. Это достигается использованием состава масс покрытий при следующем соотношении компонентов, мас. %: рутил-ильменитовый концентрат 18-57, гематит 5-22, волластонит 4-24, доломит 4-17, слюда мусковит 5-18, ферромарганец 12-28, целлюлоза 1-6, карбоксиметилцеллюлоза 0,4-1,2.
Использование разработанных составов масс покрытий при изготовлении сварочных электродов способствует снижению давления прессования электродов до 150 атм.
Текст
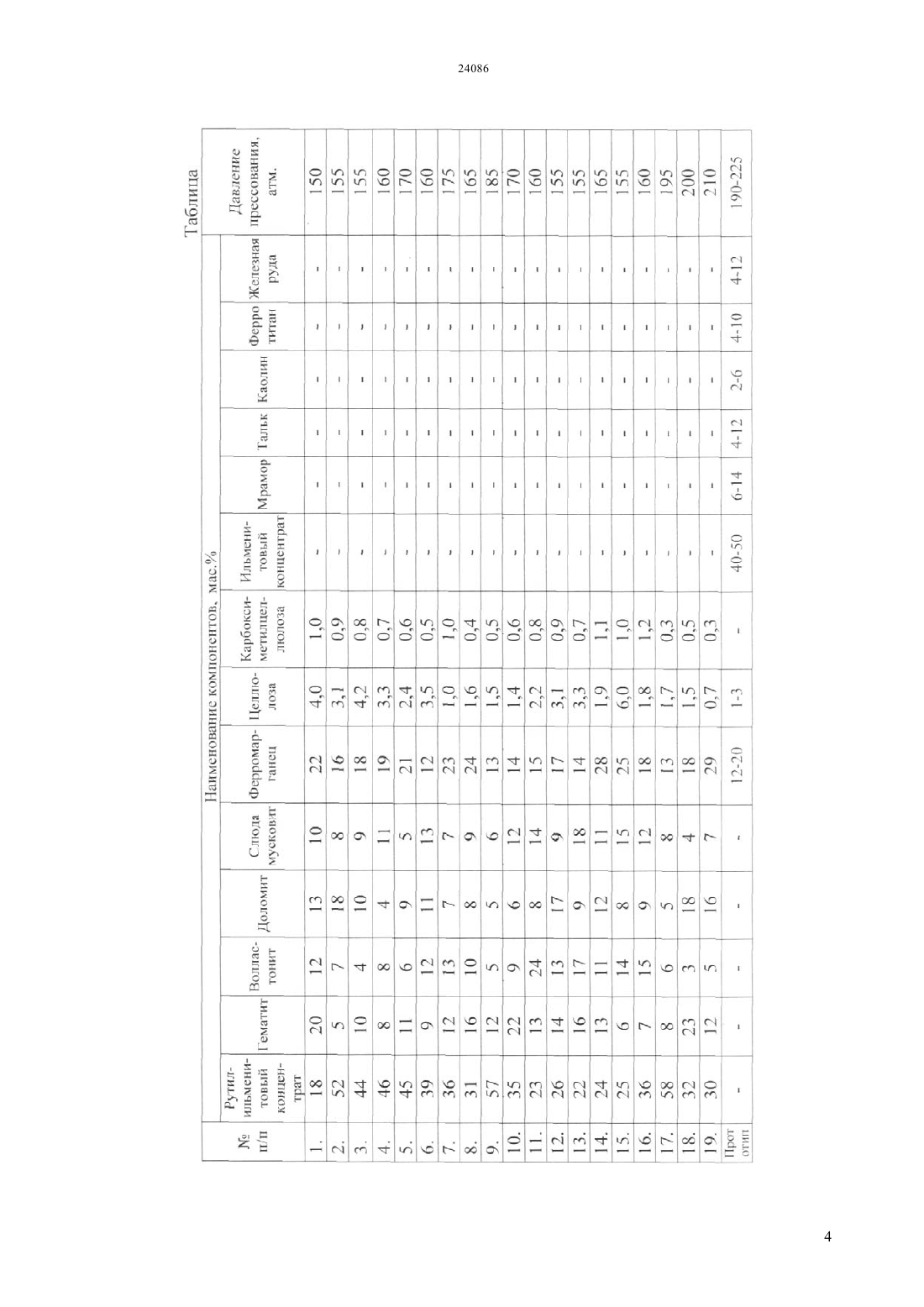
(51) 23 35/365 (2009.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ сварочных электродов, используемых для ручной дуговой сварки малоуглеродистых сталей. Технический результат изобретения - облегчение прессуемости сварочных электродов. Это достигается использованием состава масс покрытий при следующем соотношении компонентов, мас.рутил-ильменитовый концентрат 18-57, гематит 522, волластонит 4-24, доломит 4-17, слюда мусковит 5-18, ферромарганец 12-28, целлюлоза 1-6,карбоксиметилцеллюлоза 0,4-1,2. Использование разработанных составов масс покрытий при изготовлении сварочных электродов способствует снижению давления прессования электродов до 150 атм.(72) Айтуреев Мурат Жарылкасынович Есимов Беген Омарович Абдурахманов Рустамбек Убайдуллаевич(73) Республиканское государственное казенное предприятие Южно-Казахстанский государственный университет им. М.Ауезова Министерства образования и науки Республики Казахстан(54) СОСТАВ МАСС ПОКРЫТИЙ СВАРОЧНЫХ ЭЛЕКТРОДОВ Изобретение относится к сварочному производству, в частности, к составу масс покрытий сварочных электродов, используемых для ручной дуговой сварки малоуглеродистых сталей. Известно электродное покрытие (А.с.1294546, МПК В 23 35/365, 1987 г., Б.И.9),используемое для сварки низкоуглеродистых и низколегированных сталей, содержащее, мас.Окисный минерал титана 30-70 Окисный минерал железа 5-20 Ферромарганец 1-20 Железный порошок 10-40 Целлюлоза 1,5-3 Талькомагнезит остальное. Недостатком данного электродного покрытия является то,что он обладает низкими пластическими свойствами, вследствие чего затрудняется процесс прессования сварочных электродов. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является электродное покрытие (А.с.933336,МПК В 23 35/365, 1982 г., Б.И.21),предназначенное для сварки малоуглеродистых и низколегированных сталей, содержащее, мас.Ильменитовый концентрат 40-50 Мрамор 6-14 Ферромарганец 12-20 Тальк 4-12 Целлюлоза 1-3 Каолин 2-6 Железная руда 4-12 Ферротитан 4-10. В данном электродном покрытии ильменитовый концентрат представляет собой компонент,содержащий двуокись титана, а мрамор является минералом, содержащим карбонат металла. Недостатком данного электродного покрытия является то, что оно не обеспечивает достаточно легкого прессования электродов. Задача изобретения - разработка состава масс покрытий сварочных электродов, обеспечивающего облегчение прессуемости электродов. Технический результат изобретения - облегчение прессуемости сварочных электродов. Достигается это тем, что состав масс покрытий сварочных электродов для сварки малоуглеродистых сталей,включающий ферромарганец, целлюлозу, компонент, содержащий двуокись титана, железосодержащий компонент, и минерал, содержащий карбонат металла, согласно изобретению, дополнительно содержит волластонит,слюду мусковит и карбоксиметилцеллюлозу, а в качестве компонента, содержащего двуокись титана,рутил-ильменитовый концентрат, в качестве железосодержащего компонента гематит и минерала, содержащего карбонат металла, доломит,при следующем соотношении компонентов, масРутил-ильменитовый концентрат 18-57 Гематит 5-22 Волластонит 4-24 Доломит 4-17 Слюда мусковит 5-18 Ферромарганец 12-28 Целлюлоза 1-6 Карбоксиметилцеллюлоза 0,4-1,2. Волластонит,слюду мусковит и карбоксиметилцеллюлозу ввели в состав масс покрытий для облегчения прессуемости электродов. Волластонит и слюда мусковит, кроме того,выполняют функции шлакообразующих и стабилизирующих компонентов. Карбоксиметилцеллюлоза дополнительно выполняет функции связующего компонента. Рутил-ильменитовый концентрат вводили в состав масс покрытий в качестве шлакообразующего компонента. Его введение способствует улучшению сварочнотехнологических свойств электрода. Гематит вводили в состав масс покрытий в качестве шлакообразующего компонента. Его введение в состав электродного покрытия благоприятствует измельчению капель металла при плавлении электрода и более равномерному формированию металла сварного шва с образованием мелких чешуек на его поверхности. Гематит, кроме того, делает сварочные шлаки более жидкотекучими и способствует более плавному сплавлению металла шва с основным металлом. Доломит вводили в состав масс покрытий в качестве газообразующего, шлакообразующего и стабилизирующего компонента. Ферромарганец выполняет в составе масс покрытий функции раскисляющего и легирующего компонента, а целлюлоза - функции газообразующего и пластифицирующего компонента. При изготовлении сварочных электродов компоненты состава масс покрытий предварительно сушат и измельчают. Размеры зерен измельченных компонентов должны находиться в пределах 40200 мкм. После дозировки их смешивают в сухом виде. Затем данную сухую смесь замешивают в жидком калиевом,калиево-натриевом или натриевом стекле, имеющем плотность 1,3-1,5 г/см 3 и модуль 2,8-3,6. Количество жидкого стекла к массе сухой смеси составляет в пределах 20-30. Приготовленную мокрую смесь брикетируют, а затем наносят на поверхность металлического стержня методом прессования. Предварительную сушку (провяливание) опрессованных сварочных электродов осуществляют при температуре 40-70 С в течение 20-30 минут. После провяливания электроды прокаливают при температуре 120-180 С в течение 40-60 минут. Конкретные составы предлагаемой массы покрытий и их свойства представлены в таблице. Легкость прессования оценивали по давлению прессования электродов. В качестве материала стержня электродов использовали сварочную проволоку марки Св 08 А диаметром 4,0 мм. Внешний диаметр покрытий составлял 6,1-6,2 мм. Сварку и наплавку производили на переменном и постоянном токе прямой и обратной полярности, используя пластины из стали марки Ст 3. Варьирование составом предлагаемой массы покрытий при его разработке показало, что только при выдерживании содержания компонентов в заявляемых пределах обеспечиваются положительные показатели. Повышение в составе масс покрытий содержания рутил-ильменитового концентрата,гематита,доломита и ферромарганца выше заявленных пределов приводит к увеличению давления прессования, т.е. к затруднению опрессовки электродов. К затруднению опрессовки электродов приводит также снижение ниже заявленных пределов содержания волластонита,слюды мусковита, целлюлозы и карбоксиметилцеллюлозы. Увеличение в составе масс покрытий содержания волластонита, слюды мусковита, целлюлозы и карбоксиметилцеллюлозы выше заявленных пределов приводит к улучшению технологичности изготовления электродов. Однако при этом увеличивается гигроскопичность покрытия,снижается его термостойкость. Снижение в составе масс покрытий содержания рутил-ильменитового концентрата,гематита,доломита и ферромарганца ниже заявленных пределов приводит к улучшению опрессовки электродов. Однако при этом ухудшаются другие характеристики сварочных электродов. Так,уменьшение содержания рутил-ильменитового концентрата и гематита приводит к ухудшению кроющей способности шлака и его отделимости с поверхности металла сварного шва после завершения сварки. Уменьшение содержания в составе масс покрытий ферромарганца сопровождается ухудшением кроющей способности шлака и снижением механических характеристик металла швов. Уменьшение содержания доломита в составе массы покрытий приводит к ухудшению газовой защиты зоны сварки от взаимодействия с окружающей атмосферой и снижению пластичности наплавленного металла. Таким образом, изменение пределов содержания любого из компонентов заявляемого состава массы покрытий приводит к ухудшению свойств сварочных электродов. Разработанный состав массы покрытий сварочных электродов обеспечивает хорошую технологичность изготовления электродов методом прессования и сообщает им сварочнотехнологические свойства, а именно- дуга легко возбуждается и стабильно горит покрытие плавится равномерно,без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька- образующийся при сварке шлак обеспечивает правильное формирование валиков шва, легко удаляется после охлаждения- в металле шва отсутствуют трещины, надрывы и поры- электродами возможна сварка на переменном и постоянном токе во всех пространственных положениях, за исключением вертикального положения сверху вниз. Использование разработанных составов масс покрытий при изготовлении сварочных электродов способствует снижению давления прессования электродов до 150 атм. ФОРМУЛА ИЗОБРЕТЕНИЯ Состав масс покрытий сварочных электродов,включающий ферромарганец,целлюлозу,компонент,содержащий двуокись титана,железосодержащий компонент,и минерал,содержащий карбонат металла, отличающийся тем,что он дополнительно содержит волластонит, слюду мусковит и карбоксиметилцеллюлозу, а в качестве компонента, содержащего двуокись титана, рутилильменитовый концентрат,в качестве
МПК / Метки
МПК: B23K 35/365
Метки: электродов, масс, покрытий, сварочных, состав
Код ссылки
<a href="https://kz.patents.su/5-ip24086-sostav-mass-pokrytijj-svarochnyh-elektrodov.html" rel="bookmark" title="База патентов Казахстана">Состав масс покрытий сварочных электродов</a>
Состав масс покрытий сварочных электродов
Номер инновационного патента: 24084
Опубликовано: 15.06.2011
Авторы: Бишимбаев Валихан Козыкеевич, Абдурахманов Рустамбек Убайдуллаевич, Есимов Беген Омарович, Айтуреев Мурат Жарылкасынович
МПК: B23K 35/365
Метки: покрытий, состав, электродов, масс, сварочных
Формула / Реферат:
Изобретение относится к сварочному производству, в частности, к составу масс покрытий сварочных электродов, используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей.Технический результат изобретения - обеспечение более устойчивого горения сварочной дуги. Это достигается использованием состава масс покрытий при следующем соотношении компонентов, мас.%: целлюлоза 6-25, рутил-ильменитовый концентрат 18-62, доломит 4-14,...
Состав масс покрытий сварочных электродов
Номер инновационного патента: 24085
Опубликовано: 15.06.2011
Авторы: Есимов Беген Омарович, Абдурахманов Рустамбек Убайдуллаевич, Айтуреев Мурат Жарылкасынович
МПК: B23K 35/365
Метки: электродов, состав, сварочных, покрытий, масс
Формула / Реферат:
Изобретение относится к сварочному производству, в частности, к составу масс покрытий сварочных электродов, используемых для ручной дуговой сварки малоуглеродистых сталей. Технический результат изобретения - обеспечение получение мелкокристаллической структуры металла сварного шва. Это достигается использованием состава масс покрытий при следующем соотношении компонентов, мас.%: коллективный рутил-ильменитовый концентрат 19-65, мрамор 4-16,...
Композиция для изготовления электродного покрытия
Номер предварительного патента: 17543
Опубликовано: 14.07.2006
Авторы: Абдурахманов Рустамбек Убайдуллаевич, Айтуреев Мурат Жарылкасынович, Есимов Беген Омарович
МПК: B23K 35/365
Метки: покрытия, изготовления, композиция, электродного
Формула / Реферат:
Изобретение относится к сварочному производству, в частности, к композициям для изготовления электродов, используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей.Технический результат изобретения - облегчение прессуемости электродов. Это достигается использованием композиции при следующем соотношении компонентов, мас. %: рутил-ильменитовый концентрат - 26-62, известняк - 5-14, волластонит - 3-12, каолин - 2-7, слюда...
Состав сухой шихты электродного покрытия
Номер инновационного патента: 20667
Опубликовано: 15.01.2009
Автор: Айтуреев Мурат Жарылкасынович
МПК: B23K 35/365
Метки: электродного, состав, сухой, покрытия, шихты
Формула / Реферат:
Изобретение относится к сварочному производству, в частности, к покрытиям сварочных электродов, используемых для ручной дуговой сварки малоуглеродистых сталей.Технический результат изобретения - облегчение прессуемости электродов. Это достигается использованием электродной шихты при следующем соотношении компонентов, мас.%: рутил-ильменитовый концентрат 25-60, марганцевая руда 6-24, полевой шпат 6-20, известняк 3-14, каолин 3-7, волластонит...
Состав сухой шихты электродного покрытия
Номер инновационного патента: 20668
Опубликовано: 15.01.2009
Автор: Айтуреев Мурат Жарылкасынович
МПК: B23K 35/365
Метки: шихты, покрытия, состав, электродного, сухой
Формула / Реферат:
Изобретение относится к сварочному производству, в частности, к покрытиям сварочных электродов, используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей.Технический результат изобретения - получение мелкокристаллической структуры металла сварного шва. Это достигается использованием электродной шихты при следующем соотношении компонентов, мас.%: мрамор 26-60, плавиковый шпат 14-45, рутил-ильменитовый концентрат 3-16,...
Предыдущий патент: Состав масс покрытий сварочных электродов
Следующий патент: Керамическая связка для абразивного инструмента
Случайный патент: Устройство системы капельно - дождевального орошения