Полимерный изолятор и способ его изготовления
Номер патента: 14585
Опубликовано: 16.07.2007
Авторы: АДЕЙКИН Игорь Александрович, ШУМИЛОВ Юрий Николаевич, ПОНОМАРЕНКО Сергей Данилович



Формула / Реферат
Изобретение относится к электротехнике, в частности, к полимерным изоляторам и способам их изготовления. Полимерный изолятор включает электроизоляционный стеклопластиковый стержень и изолирующий элемент, соединенные между собой связующим веществом, а также металлические оконцеватели, изолирующий элемент выполнен с корпусом и кольцевыми ребрами, имеющими конусообразное углубление в нижней части, в виде цельнолитой оболочки, угол наклона образующей конусообразного углубления к плоскости его основания a в градусах и радиус закругления в месте примыкания поверхности углубления к корпусу изолирующего элемента R в миллиметрах выбраны из соотношения: a/R=2,5-4,0. Изолирующий элемент может быть изготовлен из эластомера - силиконовой резины аддитивной вулканизации. Способ изготовления полимерного изолятора включает выполнение изолирующего элемента и электроизоляционного стержня, соединение их между собой связующим веществом, причем связующее вещество наносят на поверхность электроизоляционного стержня по всей его длине, электроизоляционный стержень размещают в пресс-форме, для образования изолирующего элемента в пресс-форму подают под давлением эластомер и обрабатывают при температуре 100-140 °С в течение 5-15 минут. В качестве эластомера может быть использована силиконовая резина аддитивной вулканизации, содержащая одновременно винил- и водородсодержащие силоксаны, сшиваемые под воздействием платинового катализатора. Изобретение обеспечивает повышение эксплуатационной надежности полимерного изолятора, снижение энергоемкости и трудоемкости и повышение технологичности его изготовления, а также повышение электрической и механической прочности пограничного слоя между электроизоляционным стержнем и изолирующим элементом.
Текст
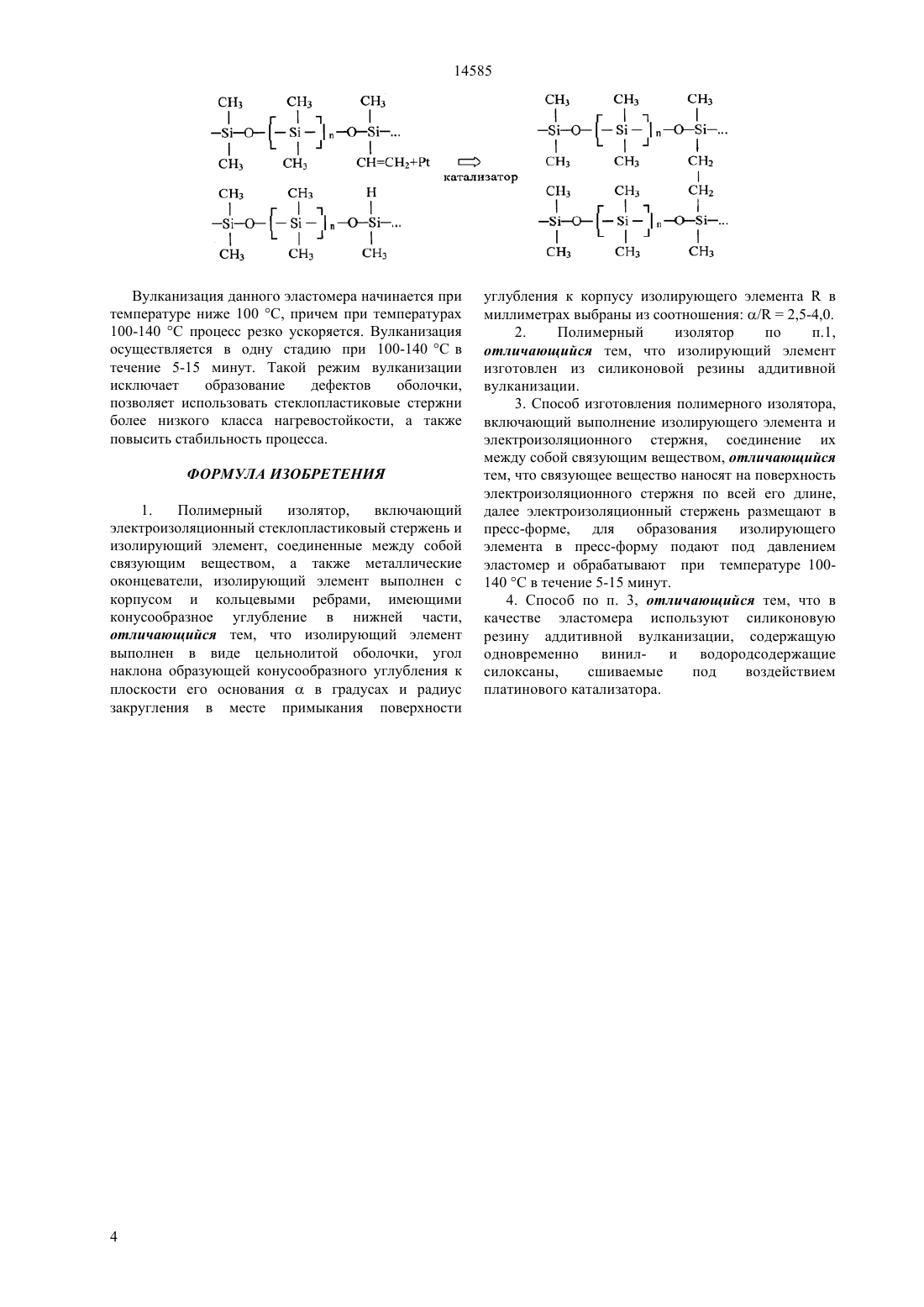
КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ корпусу изолирующего элементав миллиметрах выбраны из соотношения/2,5-4,0. Изолирующий элемент может быть изготовлен из эластомера - силиконовой резины аддитивной вулканизации. Способ изготовления полимерного изолятора включает выполнение изолирующего элемента и электроизоляционного стержня, соединение их между собой связующим веществом, причем связующее вещество наносят на поверхность электроизоляционного стержня по всей его длине,электроизоляционный стержень размещают в прессформе, для образования изолирующего элемента в пресс-форму подают под давлением эластомер и обрабатывают при температуре 100-140 С в течение 5-15 минут. В качестве эластомера может быть использована силиконовая резина аддитивной вулканизации, содержащая одновременно винил- и водородсодержащие силоксаны, сшиваемые под воздействием платинового катализатора. Изобретение обеспечивает повышение эксплуатационной надежности полимерного изолятора, снижение энергоемкости и трудоемкости и повышение технологичности его изготовления, а также повышение электрической и механической прочности пограничного слоя между электроизоляционным стержнем и изолирующим элементом.(72) АДЕЙКИН Игорь АлександровичПОНОМАРЕНКО Сергей Данилович ШУМИЛОВ Юрий Николаевич(57) Изобретение относится к электротехнике, в частности, к полимерным изоляторам и способам их изготовления. Полимерный изолятор включает электроизоляционный стеклопластиковый стержень и изолирующий элемент, соединенные между собой связующим веществом, а также металлические оконцеватели, изолирующий элемент выполнен с корпусом и кольцевыми ребрами, имеющими конусообразное углубление в нижней части, в виде цельнолитой оболочки, угол наклона образующей конусообразного углубления к плоскости его основанияв градусах и радиус закругления в месте примыкания поверхности углубления к 14585 Изобретение относится к электротехнике, в частности, к полимерным изоляторам и способам их изготовления. Известен полимерный изолятор - ближайший аналог изобретению устройства (патент Украины 7964, Н 01 В 17/24, 1995, Полмерний золятор та б його виготовлення), который включает электроизоляционный стержень,например,стеклопластиковый,изолирующий элемент,образованный из юбочных элементов, набираемых в процессе сборки и металлические оконцеватели. Юбочный элемент изготовлен с корпусом,имеющим осевое отверстие и кольцевое ребро,выполненное в нижней части с конусообразным углублением,препятствующим затеканию атмосферных осадков и позволяющим снизить расход материала изолирующего элемента. Электроизоляционный стержень и изолирующий элемент соединены между собой связующим веществом. Длина осевого отверстия юбочного элемента 1 и толщина его стенкивыбраны из соотношения 1/ 8. Недостатками ближайшего аналога является его сборная конструкция, в которой изолирующий элемент образован в процессе монтажа предварительно изготовленных побочных элементов на электроизоляционный стержень и в процессе прижимания последующего юбочного элемента на предыдущий. При изготовлении полимерных изоляторов из отдельных элементов и соединении их связующим веществом существует вероятность пограничного слоя между разгерметизации юбочными элементами как в процессе монтажа, так и во время эксплуатации, что приведет к доступу влаги к электроизоляционному стержню и к его разрушению. Признаками ближайшего аналога,совпадающими с существенными признаками изобретения, является наличие в полимерном изоляторе электроизоляционного стеклопластикового стержня и изолирующего элемента, соединенных между собой связующим и металлических оконцевателей,веществом,выполнение изолирующего элемента с корпусом и кольцевыми ребрами, имеющими конусообразное углубление в нижней части. Технической задачей изобретения-устройства является создание усовершенствованной конструкции полимерного изолятора со сплошным,цельнолитым изолирующим элементом,обеспечивающего повышение эксплуатационной надежности полимерного изолятора, снижение энергоемкости и трудоемкости и повышение технологичности его изготовления, а также и механической повышение электрической прочности пограничного слоя между электроизоляционным стержнем и изолирующим элементом. Для этого в полимерном изоляторе,включающем электроизоляционный стеклопластиковый стержень и изолирующий элемент, соединенные между собой связующим веществом,и металлические оконцеватели,2 изолирующий элемент выполнен с корпусом и кольцевыми ребрами, имеющими конусообразное углубление в нижней части, согласно изобретению,изолирующий элемент выполнен в виде цельнолитой оболочки, угол наклона образующей конусообразного углубления к плоскости его основанияв градусах и радиус закругления в месте примыкания поверхности углубления к корпусу изолирующего элементав миллиметрах выбраны из соотношения /2,5-4,0. Согласно изобретению, изолирующий элемент изготовлен из силиконовой резины аддитивной вулканизации. Между совокупностью существенных признаков и достигаемым техническим результатом изобретения-устройства существует следующая причинно-следственная связь. Выполнение изолирующего элемента в виде цельнолитой оболочки позволит повысить эксплуатационную надежность полимерного изолятора, а также повысить электрическую и механическую прочность пограничного слоя между электроизоляционным стержнем и изолирующим элементом, исключить разгерметизацию изолятора между кольцевыми ребрами за счет исключения разъемов, снизить повысить энергоемкость,трудоемкость и технологичность его изготовления за счет исключения операций монтажа. Необходимость выдерживать соотношение /2,5-4,0 обусловлена упруго прочностными свойствами (условная прочность, относительное удлинение и остаточная деформация) материала цельнолитой оболочки. Выполнение угла наклона образующей конусообразного углубления к плоскости его основанияв градусах и радиуса закругления в месте примыкания поверхности углубления к корпусу изолирующего элементав миллиметрах,выбранными из соотношения/2,5-4,0,установленного экспериментальным путем,позволит исключить деформацию ребер при раскрытии пресс-формы и избежать возможного отрыва кольцеобразного ребра от корпуса изолирующего элемента оболочки. Выполнение угла наклонаи радиуса , выбранных из соотношения / менее 2,5, приведет к увеличению затрат материала,уменьшению длины конусообразного углубления в нижней части ребра и как следствие ухудшения электрических параметров изолятора. При выполнении угла наклонаи радиуса , выбранных из соотношения/ более 4,0, возможен отрыв ребра от корпуса оболочки. Известен способ изготовления полимерного изолятора - ближайший аналог изобретения-способа(патент Украины 7964 А, Н 01 В 17/24, 1995,Полмерний золятор та 6 його виготовлення). Способ заключается в соединении между собой связующим веществом электроизоляционного стержня и изолирующего элемента, состоящего из набора юбочных элементов, выполненных с внутренним осевым отверстием, которые последовательно монтируют и стыковывают на стержне,на который 14585 предварительно нанесено связующее вещество. Стержень предварительно может быть обработан для придания шероховатости его поверхности. Перед монтажом осевые отверстия юбочных элементов растягивают в радиальном направлении,в частности, путем ввода в него полой оправки, с последующим ее удалением. Недостатками ближайшего аналога изобретению-способ является необходимость последовательного монтажа на электроизоляционный стержень и стыковки между собой значительного количества юбочных элементов, процесс прижимания последующего юбочного элемента на предыдущий, необходимость выполнения операций увеличения осевого отверстия каждого юбочного элемента перед стыковкой, что требует значительных энерго- и трудозатрат. Признаками ближайшего аналога,совпадающими с существенными признаками изобретения-способа, является наличие в способе изготовления полимерного изолятора выполнения изолирующего элемента и электроизоляционного стержня, соединения их между собой связующим веществом. Технической задачей изобретения-способа является создание усовершенствованного способа изготовления конструкции полимерного изолятора путем литья под давлением, обеспечивающего снижение энерго- и трудозатрат, повышение технологичности изготовления полимерного изолятора, а также повышение электрической и механической прочности пограничного слоя между электроизоляционным стержнем и изолирующим элементом. Для этого в способе изготовления полимерного изолятора, включающем выполнение изолирующего элемента и электроизоляционного стержня,соединение их между собой связующим веществом,согласно изобретению, связующее вещество наносят на поверхность электроизоляционного стержня по всей его длине, далее электроизоляционный стержень размещают в пресс-форме,для образования изолирующего элемента в пресс-форму подают под давлением эластомер и обрабатывают при температуре 100-140 С в течение 5-15 минут. Согласно изобретению, в качестве эластомера используют силиконовую резину аддитивной вулканизации, содержащую одновременно винил- и водородсодержащие силоксаны, сшиваемые под воздействием платинового катализатора. Между совокупностью существенных признаков и достигаемым техническим результатом изобретения-способа существует следующая причинно-следственная связь. Изготовление полимерного изолятора цельнолитым путем литья под давлением позволит снизить трудо- и энергозатраты. Предварительное нанесение на стеклопластиковый электроизоляционный стержень связующего вещества позволит повысить технологичность способа, а также механическую и электрическую прочность пограничного слоя за счет его целостности и равномерности. В целом изготовление полимерного изолятора в прессформе, в которую подают под давлением эластомер и обрабатывают при температуре 100-140 С в течение 5-15 минут, позволит получить ожидаемый технический результат. Изобретения иллюстрируются графическим материалом, где на фиг. 1 показан общий вид полимерного изолятора, на фиг. 2 - узел 1 фиг. 1. Полимерный изолятор содержит электроизоляционный стержень 1, изолирующий элемент, выполненный в виде цельнолитой оболочки 2 с корпусом 3 и кольцевыми ребрами 4. Стержень 1 и оболочка 2 соединены между собой связующим веществом 5. Например, герметиком ЭКП-102 Э или грунтовкой силастик Н 1860/120. На концах электроизоляционного стержня 1 закреплены металлические оконцеватели 6. Уголугол наклона образующей конусообразного углубления 7 к плоскости его основания,радиус закругления в месте примыкания внутренней поверхности кольцевого ребра 4 к корпусу 3. Полимерный изолятор изготавливают следующим образом. Поверхность электроизоляционного стеклопластикового стержня 1 предварительно подвергают механической обработке для получения шероховатости. На подготовленный электроизоляционный стержень 1,изготовленный из однонаправленного стеклопластика, наносят связующее вещество 5 и размещают в пресс-форме, которую помещают,например, в вулканизационный пресс и в которую подают под давлением эластомер. Обработку производят при температуре 100-140 С в течение 515 минут, после этого электроизоляционный стержень 1 с цельнолитой оболочкой (изолирующим элементом) 2, имеющей кольцевые ребра 4,извлекают из пресс-формы, снимают облой. Полимерный изолятор монтируют, закрепляя на концах электроизоляционного стержня 1 металлические оконцеватели 6. В качестве эластомера используют силиконовую резину аддитивной вулканизации,содержащую одновременно винил- и водородсодержащие силоксаны,сшиваемые под воздействием платинового катализатора. Эластомер выполнен на основе силиконового каучука,содержащего высокомолекулярные цепи с винильными 2 группами и высокомолекулярные цепи с водородными группами. Вулканизация эластомера при этом осуществляется в присутствии платинового катализатора по такой схеме Вулканизация данного эластомера начинается при температуре ниже 100 С, причем при температурах 100-140 С процесс резко ускоряется. Вулканизация осуществляется в одну стадию при 100-140 С в течение 5-15 минут. Такой режим вулканизации исключает образование дефектов оболочки,позволяет использовать стеклопластиковые стержни более низкого класса нагревостойкости, а также повысить стабильность процесса. ФОРМУЛА ИЗОБРЕТЕНИЯ изолятор,включающий 1. Полимерный электроизоляционный стеклопластиковый стержень и изолирующий элемент, соединенные между собой связующим веществом, а также металлические оконцеватели, изолирующий элемент выполнен с корпусом и кольцевыми ребрами, имеющими конусообразное углубление в нижней части,отличающийся тем, что изолирующий элемент выполнен в виде цельнолитой оболочки, угол наклона образующей конусообразного углубления к плоскости его основанияв градусах и радиус закругления в месте примыкания поверхности углубления к корпусу изолирующего элементав миллиметрах выбраны из соотношения /2,5-4,0. 2. Полимерный изолятор по п.1,отличающийся тем, что изолирующий элемент изготовлен из силиконовой резины аддитивной вулканизации. 3. Способ изготовления полимерного изолятора,включающий выполнение изолирующего элемента и электроизоляционного стержня, соединение их между собой связующим веществом, отличающийся тем, что связующее вещество наносят на поверхность электроизоляционного стержня по всей его длине,далее электроизоляционный стержень размещают в пресс-форме, для образования изолирующего элемента в пресс-форму подают под давлением эластомер и обрабатывают при температуре 100140 С в течение 5-15 минут. 4. Способ по п. 3, отличающийся тем, что в качестве эластомера используют силиконовую резину аддитивной вулканизации, содержащую одновременно винил- и водородсодержащие силоксаны,сшиваемые под воздействием платинового катализатора.
МПК / Метки
МПК: H01B 17/02, H01B 19/00
Метки: полимерный, изготовления, способ, изолятор
Код ссылки
<a href="https://kz.patents.su/5-14585-polimernyjj-izolyator-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Казахстана">Полимерный изолятор и способ его изготовления</a>
Опалубка для изготовления анкерного колодца
Номер предварительного патента: 17106
Опубликовано: 15.03.2006
Авторы: Гольцев Анатолий Григорьевич, Тимошин Вадим Игоревич
МПК: E04G 15/04
Метки: изготовления, анкерного, опалубка, колодца
Формула / Реферат:
Изобретение относится к строительству и касается устройств, применяемых при образовании пустот (ниш, колодцев) под фундаментные анкерные болты. Задача изобретения заключается в сокращении трудоемкости на монтаж и демонтаж опалубки, снижении металлоемкости.Технический результат от использования заключается в упрощении сборки опалубки, удешевлении за счет многоразового использования, сокращении времени установки. Сущность изобретения состоит в...
Способ изготовления изоляции электрических машин
Номер предварительного патента: 8462
Опубликовано: 14.01.2000
Авторы: Пометелин Рудольф Вениаминович, Рафиков Турсун Касенович, Назаров Юрий Константинович, Касымов Мурат Камзинович, Копченов Владимир Игоревич
МПК: H01B 3/00
Метки: изоляции, способ, изготовления, электрических, машин
Формула / Реферат:
Изобретение относится к области изготовления изоляции электрических машин, а именно к радиационной обработке электроизоляционных композиционных материалов на основе стеклослюдинитовых лент, пропитанных эпоксидным связующим - ЛСЭН-526Т, применяющихся в машиностроении, электротехнике, атомной энергетике.Для повышения электрической прочности способ изготовления изоляции электрических машин из ленты ЛСЭН-526Т включает пропитку стеклослюдинитовой...
Водопроводный смеситель
Номер патента: 5645
Опубликовано: 15.12.1997
Авторы: Кнапп, Альфонс
МПК: F16K 11/087
Метки: водопроводный, смеситель
Формула / Реферат:
Водопроводный смеситель 1 имеет ограничительный механизм 8 для регулирования максимального расхода и максимальной температуры смеси из смешанной воды. Ограничительный механизм 8 включает вращающийся пластинчатый элемент 33, закрепленный на крышке 25 с помощью установочного кольцевого элемента 40. Пластинчатый элемент 33 имеет прорезь 35, в которую входит управляющий стержень 6 клапанного элемента 5. Рукоятка 46 имеет стойку 50, которая садиться...
Способ изготовления заготовки для искусственного цветка
Номер предварительного патента: 5437
Опубликовано: 15.12.1997
Авторы: Черкашин Валерий Павлович, Черкашина Вера Ананьевна
МПК: A41G 1/00
Метки: способ, цветка, искусственного, заготовки, изготовления
Формула / Реферат:
Изобретение относится к области декоративно-прикладного искусства и может быть использовано при изготовлении искусственных цветков.Технический результат изобретения заключается в повышении технологичности изготовления и качества искусственного цветка.Способ изготовления заготовки для искусственного цветка заключается в том, что берут два сложенные вместе слоя ткани на которые накладывают шаблон элемента цветка и осуществляют раскрой ткани путем...
Полимерный эфир 1,4-бис-(1,2,5-триметил-4-оксипиперидил-4)-1,3-бутадиина, обладающий рострегулирующей активностью по отношению к растениям
Номер патента: 1239
Опубликовано: 15.09.1994
Авторы: Тлеубаева Алтын Ахметовна, Мухамедова Рашида Фатиховна, Козий Василий Евгеньевич, Бабаев Сайлау Ахметович, Садыков Тузельбай., Ержанов Казбек Бекмагамбетович, Заришняк Анатолий Семенович, Лекеров Алтай Аскарович, Жубанов Булат Ахметович, Гизбуллин Наиль Гайфуллович, Бойко Галина Ильясовна
МПК: C08F 212/08
Метки: полимерный, растениям, рострегулирующей, активностью, эфир, отношению, обладающий, 1,4-бис-(1,2,5-триметил-4-оксипиперидил-4)-1,3-бутадиина
Формула / Реферат:
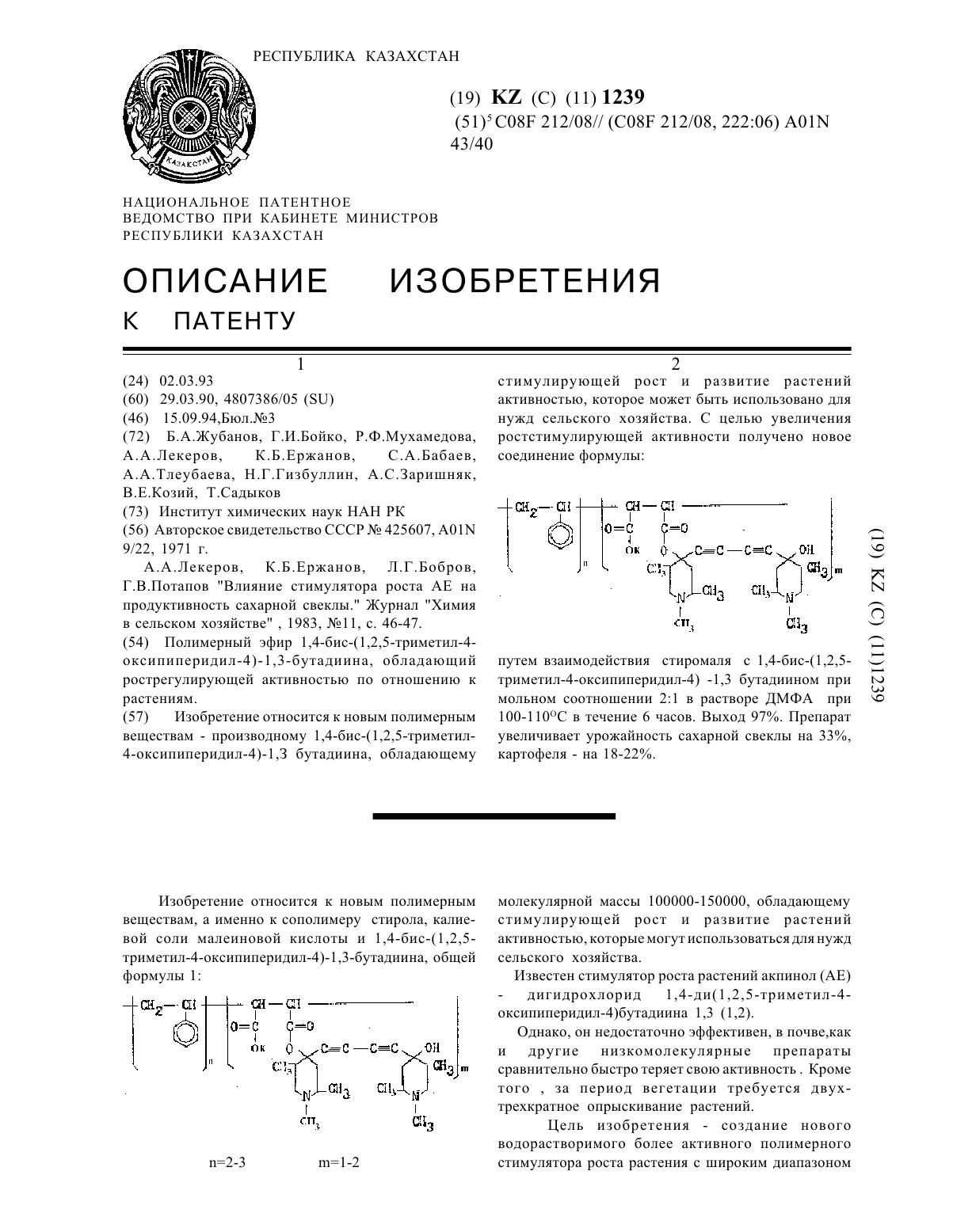
Изобретение относится к новым полимерным веществам - производному 1,4-бис-(1,2,5-триметил-4-оксипиперидил-4)-1,3 бутадиина, обладающему стимулирующей рост и развитие растений активностью, которое может быть использовано для нужд сельского хозяйства. С целью увеличения ростстимулирующей активности получено новое соединение формулы:путем взаимодействия стиромаля с 1,4-бис-(1,2,5-триметил-4-оксипиперидил-4) -1,3 бутадиином при мольном соотношении...
Предыдущий патент: Способ измерения длины срезаемого участка входной конической части полумуфты и устройство для его осуществления
Следующий патент: Устройство для оказания акушерской помощи животным (ДК-1)
Случайный патент: Способ лечения макулодистрофии