Способ соединения труб
Номер инновационного патента: 29535
Опубликовано: 16.02.2015
Авторы: Жиенбаев Олжас Болатович, Сарыбаев Ержан Ергалыевич, Бейсенов Бауржан Саккоулы
Формула / Реферат
Предлагаемый способ относится к области строительства и машиностроения и может быть применен при строительстве и ремонтных работ магистральных трубопроводов.
Задача изобретения состоит в обеспечений заготовительных и сварочных операции при соединении труб по более упрощенной и надежной схеме. Задача решается использование шовной сварки для соединения ленты с трубой и между последующими слоями.
Изобретение относится к соединениям труб при сооружении магистральных трубопроводов. Торцы труб стыкуют и сваривают между собой. На стык устанавливают усиливающую муфту навивкой ее из тонкой ленты, которую приваривают к поверхности труб шовной или роликовой сваркой. Применяют заготовку ленты в форме прямоугольника. Торец заготовки приваривают к поверхности труб дуговой сваркой с частичным проплавлением. Затем навивают ленту на стык труб с натягом и приваривают к трубе, а слои между собой спиральными швами. Технический результат -упрощение конструкции, повышение прочности и уменьшение трудоемкости изготовления стыка труб.
Текст
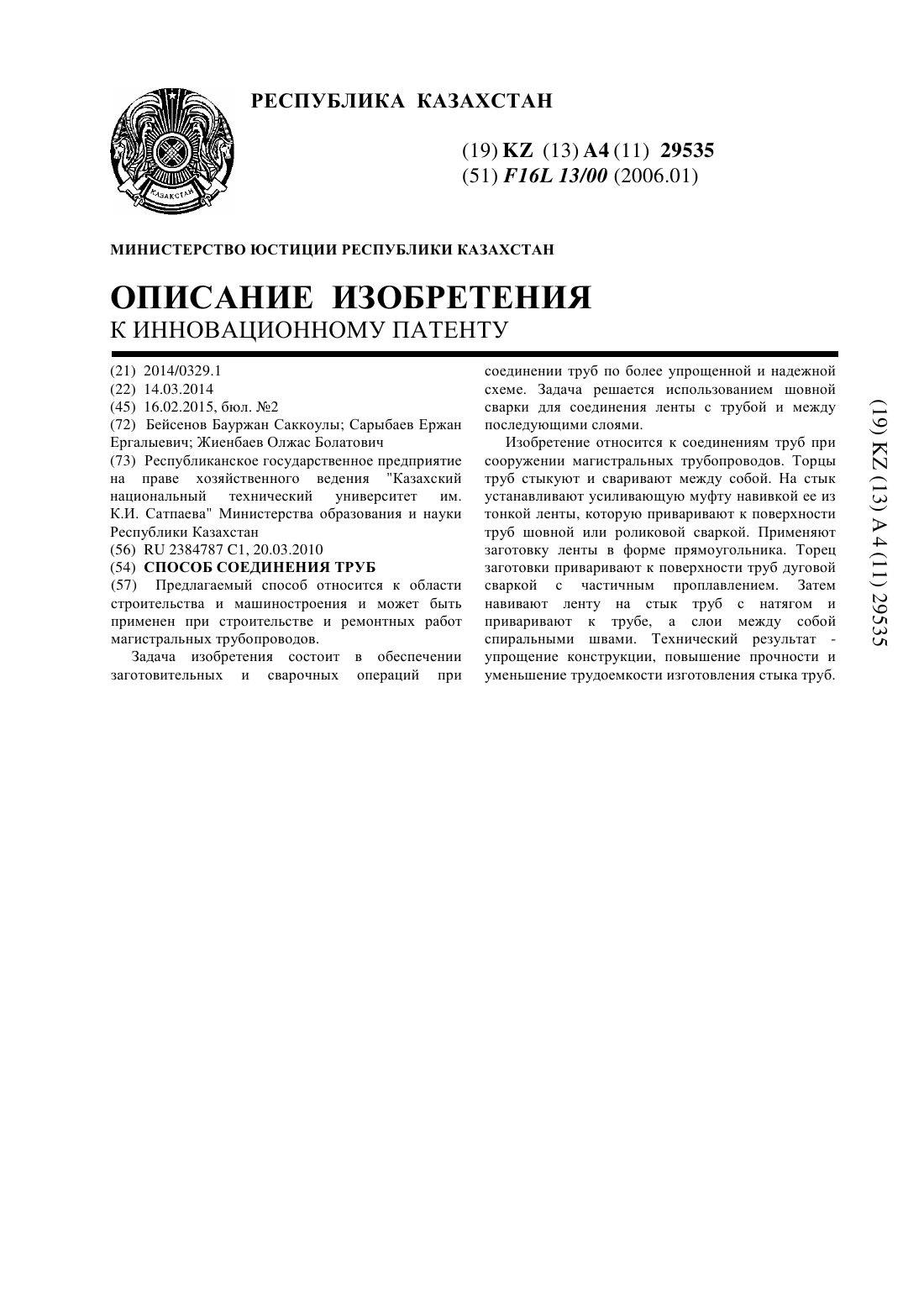
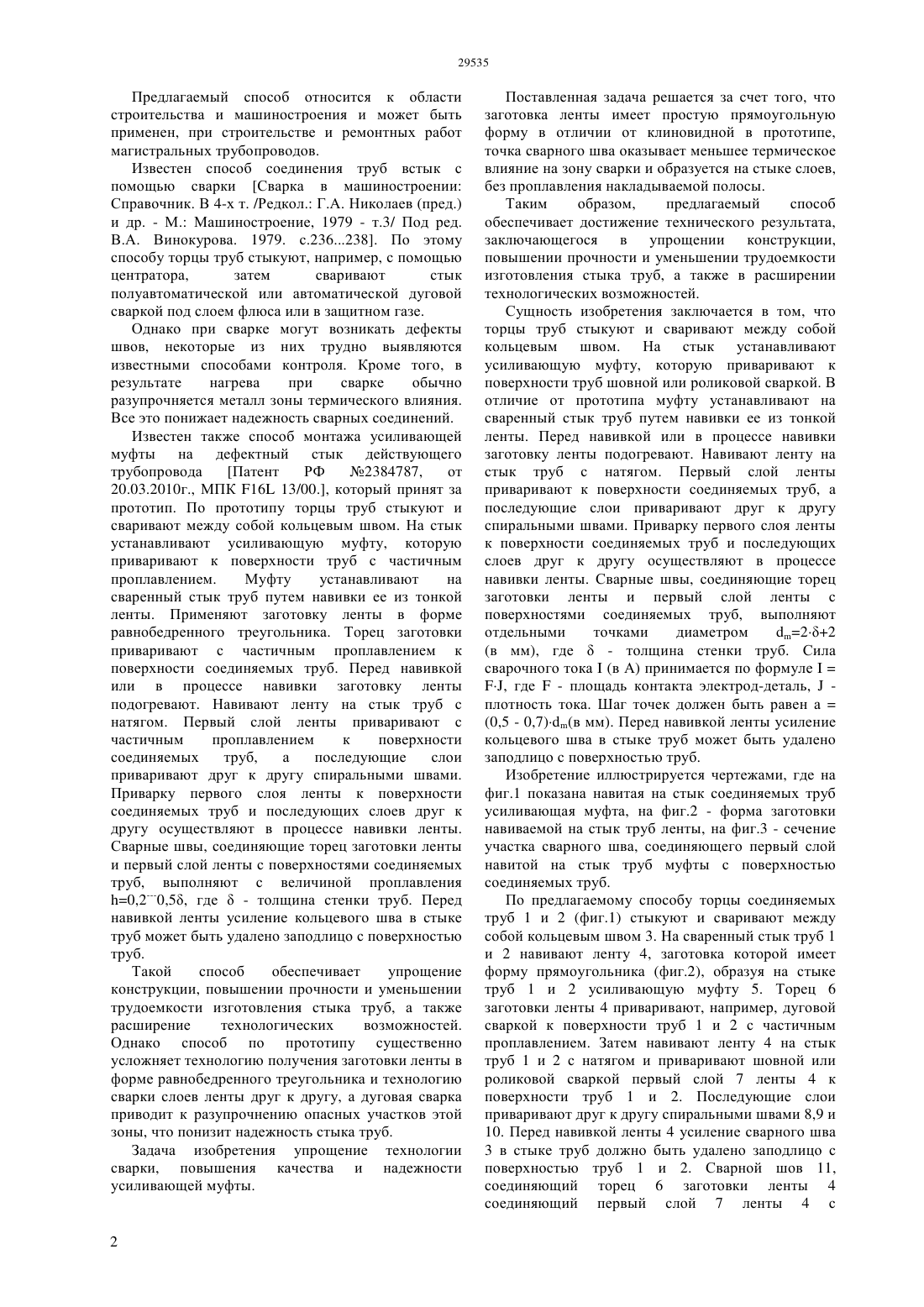
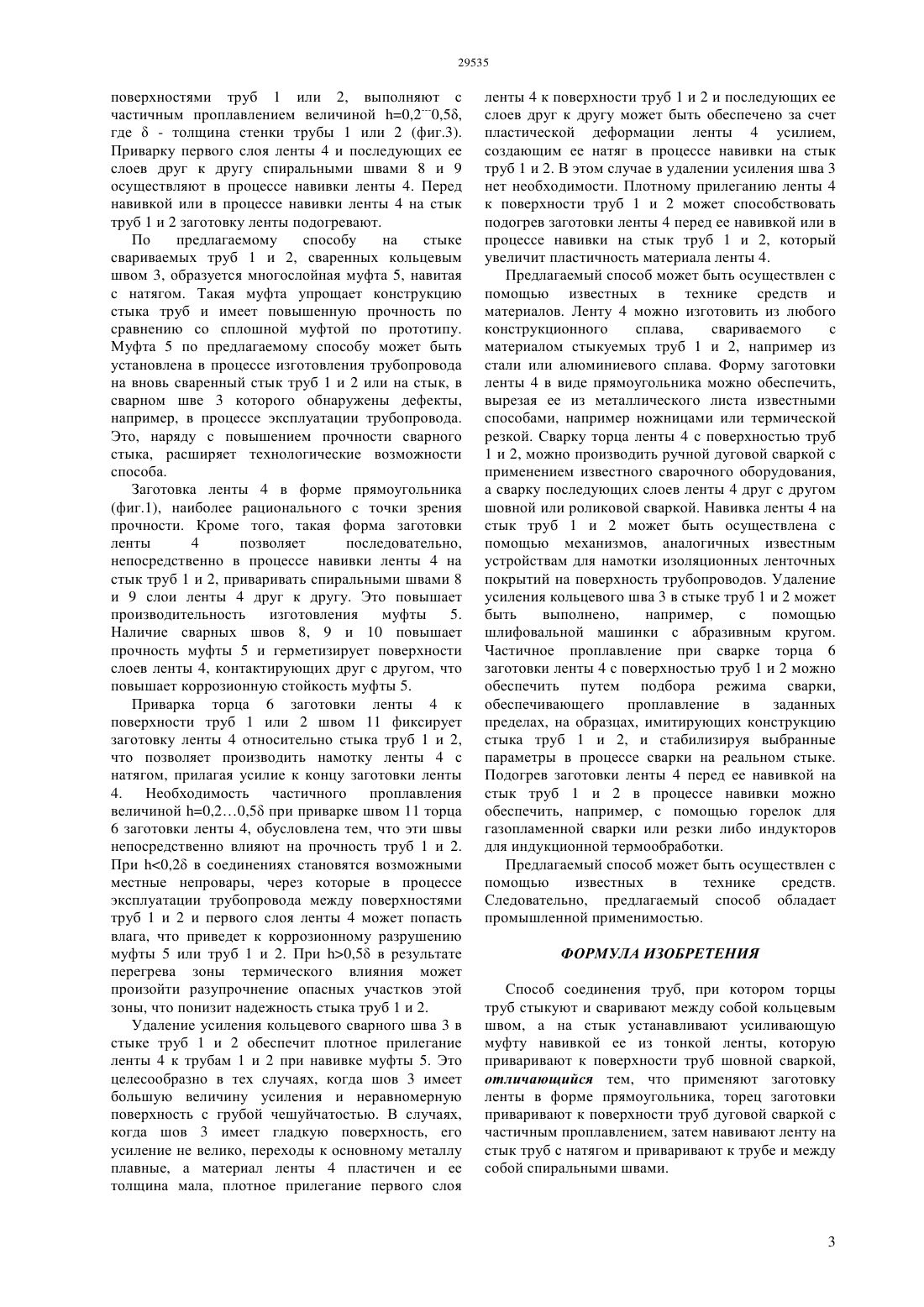
МИНИСТЕРСТВО ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ соединении труб по более упрощенной и надежной схеме. Задача решается использованием шовной сварки для соединения ленты с трубой и между последующими слоями. Изобретение относится к соединениям труб при сооружении магистральных трубопроводов. Торцы труб стыкуют и сваривают между собой. На стык устанавливают усиливающую муфту навивкой ее из тонкой ленты, которую приваривают к поверхности труб шовной или роликовой сваркой. Применяют заготовку ленты в форме прямоугольника. Торец заготовки приваривают к поверхности труб дуговой сваркой с частичным проплавлением. Затем навивают ленту на стык труб с натягом и приваривают к трубе, а слои между собой спиральными швами. Технический результат упрощение конструкции, повышение прочности и уменьшение трудоемкости изготовления стыка труб.(72) Бейсенов Бауржан Саккоулы Сарыбаев Ержан Ергалыевич Жиенбаев Олжас Болатович(73) Республиканское государственное предприятие на праве хозяйственного ведения Казахский национальный технический университет им. К.И. Сатпаева Министерства образования и науки Республики Казахстан(57) Предлагаемый способ относится к области строительства и машиностроения и может быть применен при строительстве и ремонтных работ магистральных трубопроводов. Задача изобретения состоит в обеспечении заготовительных и сварочных операций при Предлагаемый способ относится к области строительства и машиностроения и может быть применен, при строительстве и ремонтных работ магистральных трубопроводов. Известен способ соединения труб встык с помощью сварки Сварка в машиностроении Справочник. В 4-х т. /Редкол. Г.А. Николаев (пред.) и др. - М. Машиностроение, 1979 - т.3/ Под ред. В.А. Винокурова. 1979. с.236238. По этому способу торцы труб стыкуют, например, с помощью центратора,затем сваривают стык полуавтоматической или автоматической дуговой сваркой под слоем флюса или в защитном газе. Однако при сварке могут возникать дефекты швов, некоторые из них трудно выявляются известными способами контроля. Кроме того, в результате нагрева при сварке обычно разупрочняется металл зоны термического влияния. Все это понижает надежность сварных соединений. Известен также способ монтажа усиливающей муфты на дефектный стык действующего трубопровода Патент РФ 2384787,от 20.03.2010 г., МПК 16 13/00., который принят за прототип. По прототипу торцы труб стыкуют и сваривают между собой кольцевым швом. На стык устанавливают усиливающую муфту, которую приваривают к поверхности труб с частичным проплавлением. Муфту устанавливают на сваренный стык труб путем навивки ее из тонкой ленты. Применяют заготовку ленты в форме равнобедренного треугольника. Торец заготовки приваривают с частичным проплавлением к поверхности соединяемых труб. Перед навивкой или в процессе навивки заготовку ленты подогревают. Навивают ленту на стык труб с натягом. Первый слой ленты приваривают с частичным проплавлением к поверхности соединяемых труб,а последующие слои приваривают друг к другу спиральными швами. Приварку первого слоя ленты к поверхности соединяемых труб и последующих слоев друг к другу осуществляют в процессе навивки ленты. Сварные швы, соединяющие торец заготовки ленты и первый слой ленты с поверхностями соединяемых труб, выполняют с величиной проплавления 0,20,5, где- толщина стенки труб. Перед навивкой ленты усиление кольцевого шва в стыке труб может быть удалено заподлицо с поверхностью труб. Такой способ обеспечивает упрощение конструкции, повышении прочности и уменьшении трудоемкости изготовления стыка труб, а также расширение технологических возможностей. Однако способ по прототипу существенно усложняет технологию получения заготовки ленты в форме равнобедренного треугольника и технологию сварки слоев ленты друг к другу, а дуговая сварка приводит к разупрочнению опасных участков этой зоны, что понизит надежность стыка труб. Задача изобретения упрощение технологии сварки, повышения качества и надежности усиливающей муфты. Поставленная задача решается за счет того, что заготовка ленты имеет простую прямоугольную форму в отличии от клиновидной в прототипе,точка сварного шва оказывает меньшее термическое влияние на зону сварки и образуется на стыке слоев,без проплавления накладываемой полосы. Таким образом,предлагаемый способ обеспечивает достижение технического результата,заключающегося в упрощении конструкции,повышении прочности и уменьшении трудоемкости изготовления стыка труб, а также в расширении технологических возможностей. Сущность изобретения заключается в том, что торцы труб стыкуют и сваривают между собой кольцевым швом. На стык устанавливают усиливающую муфту, которую приваривают к поверхности труб шовной или роликовой сваркой. В отличие от прототипа муфту устанавливают на сваренный стык труб путем навивки ее из тонкой ленты. Перед навивкой или в процессе навивки заготовку ленты подогревают. Навивают ленту на стык труб с натягом. Первый слой ленты приваривают к поверхности соединяемых труб, а последующие слои приваривают друг к другу спиральными швами. Приварку первого слоя ленты к поверхности соединяемых труб и последующих слоев друг к другу осуществляют в процессе навивки ленты. Сварные швы, соединяющие торец заготовки ленты и первый слой ленты с поверхностями соединяемых труб, выполняют отдельными точками диаметром 22, где- площадь контакта электрод-деталь,плотность тока. Шаг точек должен быть равен а(0,5 - 0,7)(в мм). Перед навивкой ленты усиление кольцевого шва в стыке труб может быть удалено заподлицо с поверхностью труб. Изобретение иллюстрируется чертежами, где на фиг.1 показана навитая на стык соединяемых труб усиливающая муфта, на фиг.2 - форма заготовки навиваемой на стык труб ленты, на фиг.3 - сечение участка сварного шва, соединяющего первый слой навитой на стык труб муфты с поверхностью соединяемых труб. По предлагаемому способу торцы соединяемых труб 1 и 2 (фиг.1) стыкуют и сваривают между собой кольцевым швом 3. На сваренный стык труб 1 и 2 навивают ленту 4, заготовка которой имеет форму прямоугольника (фиг.2), образуя на стыке труб 1 и 2 усиливающую муфту 5. Торец 6 заготовки ленты 4 приваривают, например, дуговой сваркой к поверхности труб 1 и 2 с частичным проплавлением. Затем навивают ленту 4 на стык труб 1 и 2 с натягом и приваривают шовной или роликовой сваркой первый слой 7 ленты 4 к поверхности труб 1 и 2. Последующие слои приваривают друг к другу спиральными швами 8,9 и 10. Перед навивкой ленты 4 усиление сварного шва 3 в стыке труб должно быть удалено заподлицо с поверхностью труб 1 и 2. Сварной шов 11,соединяющий торец 6 заготовки ленты 4 соединяющий первый слой 7 ленты 4 с поверхностями труб 1 или 2, выполняют с частичным проплавлением величиной 0,20,5,где- толщина стенки трубы 1 или 2 (фиг.3). Приварку первого слоя ленты 4 и последующих ее слоев друг к другу спиральными швами 8 и 9 осуществляют в процессе навивки ленты 4. Перед навивкой или в процессе навивки ленты 4 на стык труб 1 и 2 заготовку ленты подогревают. По предлагаемому способу на стыке свариваемых труб 1 и 2, сваренных кольцевым швом 3, образуется многослойная муфта 5, навитая с натягом. Такая муфта упрощает конструкцию стыка труб и имеет повышенную прочность по сравнению со сплошной муфтой по прототипу. Муфта 5 по предлагаемому способу может быть установлена в процессе изготовления трубопровода на вновь сваренный стык труб 1 и 2 или на стык, в сварном шве 3 которого обнаружены дефекты,например, в процессе эксплуатации трубопровода. Это, наряду с повышением прочности сварного стыка, расширяет технологические возможности способа. Заготовка ленты 4 в форме прямоугольника(фиг.1), наиболее рационального с точки зрения прочности. Кроме того, такая форма заготовки ленты 4 позволяет последовательно,непосредственно в процессе навивки ленты 4 на стык труб 1 и 2, приваривать спиральными швами 8 и 9 слои ленты 4 друг к другу. Это повышает производительность изготовления муфты 5. Наличие сварных швов 8, 9 и 10 повышает прочность муфты 5 и герметизирует поверхности слоев ленты 4, контактирующих друг с другом, что повышает коррозионную стойкость муфты 5. Приварка торца 6 заготовки ленты 4 к поверхности труб 1 или 2 швом 11 фиксирует заготовку ленты 4 относительно стыка труб 1 и 2,что позволяет производить намотку ленты 4 с натягом, прилагая усилие к концу заготовки ленты 4. Необходимость частичного проплавления величиной 0,20,5 при приварке швом 11 торца 6 заготовки ленты 4, обусловлена тем, что эти швы непосредственно влияют на прочность труб 1 и 2. При 0,2 в соединениях становятся возможными местные непровары, через которые в процессе эксплуатации трубопровода между поверхностями труб 1 и 2 и первого слоя ленты 4 может попасть влага, что приведет к коррозионному разрушению муфты 5 или труб 1 и 2. При 0,5 в результате перегрева зоны термического влияния может произойти разупрочнение опасных участков этой зоны, что понизит надежность стыка труб 1 и 2. Удаление усиления кольцевого сварного шва 3 в стыке труб 1 и 2 обеспечит плотное прилегание ленты 4 к трубам 1 и 2 при навивке муфты 5. Это целесообразно в тех случаях, когда шов 3 имеет большую величину усиления и неравномерную поверхность с грубой чешуйчатостью. В случаях,когда шов 3 имеет гладкую поверхность, его усиление не велико, переходы к основному металлу плавные, а материал ленты 4 пластичен и ее толщина мала, плотное прилегание первого слоя ленты 4 к поверхности труб 1 и 2 и последующих ее слоев друг к другу может быть обеспечено за счет пластической деформации ленты 4 усилием,создающим ее натяг в процессе навивки на стык труб 1 и 2. В этом случае в удалении усиления шва 3 нет необходимости. Плотному прилеганию ленты 4 к поверхности труб 1 и 2 может способствовать подогрев заготовки ленты 4 перед ее навивкой или в процессе навивки на стык труб 1 и 2, который увеличит пластичность материала ленты 4. Предлагаемый способ может быть осуществлен с помощью известных в технике средств и материалов. Ленту 4 можно изготовить из любого конструкционного сплава,свариваемого с материалом стыкуемых труб 1 и 2, например из стали или алюминиевого сплава. Форму заготовки ленты 4 в виде прямоугольника можно обеспечить,вырезая ее из металлического листа известными способами, например ножницами или термической резкой. Сварку торца ленты 4 с поверхностью труб 1 и 2, можно производить ручной дуговой сваркой с применением известного сварочного оборудования,а сварку последующих слоев ленты 4 друг с другом шовной или роликовой сваркой. Навивка ленты 4 на стык труб 1 и 2 может быть осуществлена с помощью механизмов, аналогичных известным устройствам для намотки изоляционных ленточных покрытий на поверхность трубопроводов. Удаление усиления кольцевого шва 3 в стыке труб 1 и 2 может быть выполнено,например,с помощью шлифовальной машинки с абразивным кругом. Частичное проплавление при сварке торца 6 заготовки ленты 4 с поверхностью труб 1 и 2 можно обеспечить путем подбора режима сварки,обеспечивающего проплавление в заданных пределах, на образцах, имитирующих конструкцию стыка труб 1 и 2, и стабилизируя выбранные параметры в процессе сварки на реальном стыке. Подогрев заготовки ленты 4 перед ее навивкой на стык труб 1 и 2 в процессе навивки можно обеспечить, например, с помощью горелок для газопламенной сварки или резки либо индукторов для индукционной термообработки. Предлагаемый способ может быть осуществлен с помощью известных в технике средств. Следовательно, предлагаемый способ обладает промышленной применимостью. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ соединения труб, при котором торцы труб стыкуют и сваривают между собой кольцевым швом, а на стык устанавливают усиливающую муфту навивкой ее из тонкой ленты, которую приваривают к поверхности труб шовной сваркой,отличающийся тем, что применяют заготовку ленты в форме прямоугольника, торец заготовки приваривают к поверхности труб дуговой сваркой с частичным проплавлением, затем навивают ленту на стык труб с натягом и приваривают к трубе и между собой спиральными швами.
МПК / Метки
МПК: F16L 13/00
Метки: труб, соединения, способ
Код ссылки
<a href="https://kz.patents.su/4-ip29535-sposob-soedineniya-trub.html" rel="bookmark" title="База патентов Казахстана">Способ соединения труб</a>
Способ соединения труб
Номер предварительного патента: 18286
Опубликовано: 15.02.2007
Автор: Балтабаев Аскер Исламович
МПК: F16L 25/00
Метки: способ, соединения, труб
Формула / Реферат:
Изобретение относится к изготовлению и использованию труб, а конкретней - к способам их соединения.Технический результат изобретения - быстроразъемность соединения - достигается тем, что в способе соединения труб, включающем стыковку труб перемещением их навстречу друг другу параллельно оси трубопровода с последующей фиксацией, для стыковки выемки торца одной трубы совмещают с соответствующими выступами торца другой трубы с...
Система резьбового соединения для металлических труб и способ выполнения резьбового соединения для металлических труб
Номер патента: 6330
Опубликовано: 15.06.1998
Авторы: Такуя Тсуджимура, Тьерри Ноэль
МПК: F16L 15/04
Метки: резьбового, труб, выполнения, система, соединения, металлических, способ
Формула / Реферат:
Система резьбового соединения для металлических труб и способ выполнения резьбового соединения для металлических труб в соответствии с предлагаемыми изобретениями касаются обеспечения герметичной связи между металлическими трубами, используемыми для создания трубопроводов добычи нефти или для формирования колонн обсадных труб нефтяных скважин.Система резьбового соединения содержит соединительную муфту, снабженную двумя резьбовыми отверстиями, в...
Резьбовое соединение для труб и способ резьбового соединения труб
Номер патента: 6402
Опубликовано: 15.08.2001
Авторы: Тьерри Ноэль, Акира НАРИТА
МПК: F16L 15/00, E21B 17/02
Метки: резьбового, способ, соединение, соединения, резьбовое, труб
Формула / Реферат:
Изобретение относится к области машиностроения, в частности к нарезке резьб на металлических трубах, используемых в нефтегазовом деле.Технический результат - повышение надежности резьбового соединения труб.Это соединение содержит муфту, снабженную двумя пазами с конической резьбой, в которые ввинчиваются внутренние концы двух металлических труб, снабженные соответствующей резьбой, имеющей конечные зоны без резьбы, передние стенки которых...
Способ соединения труб, фитинг (варианты) и элементы соединения труб

Номер патента: 8544
Опубликовано: 15.05.2001
Авторы: ХИЛЛ,Том, КАММИНГС, Роберт, Джеймс
МПК: F16L 13/02, F16L 58/10
Метки: элементы, труб, фитинг, соединения, варианты, способ
Формула / Реферат:
Изобретение относится к области сооружения трубопроводов, в частности, из облицованных труб.Технический результат - замена заготовок из специальных дорогостоящих материалов на более дешевый черный металл или чугун.Каждый из стальных элементов труб типа трубы 10, соединенный кольцеобразным швом 14 с трубчатыми стальными фитингами 12, и каждая из труб 10 облицована посредством протягивания полиэтиленового вкладыша 30 через протяжное кольцо и через...
Способ холодной прокатки труб
Номер предварительного патента: 12366
Опубликовано: 17.12.2002
Авторы: Креймер Эдуард Львович, Кашуба Марина Владимировна, Виноградов Анатолий Григорьевич, Мышкин Олег Николаевич, Сульменев Виталий Сергеевич, Ухов Александр Васильевич
МПК: B21B 21/00
Метки: прокатки, способ, холодной, труб
Формула / Реферат:
Изобретение относится к трубопрокатному производству и может быть использовано при изготовлении труб на станах холодной периодической прокатки труб.Техническим результатом изобретения является повышение степени деформирования металла при прокатке труб.Для этого в способе холодной прокатки труб, включающем порционную подачу заготовки в очаг деформирования, образованный двумя парами валков, и деформирование поданной порции последовательно...
Предыдущий патент: Упругая муфта
Следующий патент: Алмазный расширитель
Случайный патент: Распределительный кран