Способ изготовления элементов обогрева пола
Номер инновационного патента: 25496
Опубликовано: 15.02.2012
Авторы: Хмелев Сергей Сергеевич, Логачев Юрий Владимирович, Хмелёв Владимир Николаевич, Колтыгин Олег Васильевич

Формула / Реферат
Изобретение относится к области технологий выполнения специальных покрытий, обеспечивающих обогрев зданий, а именно к способам изготовления элементов отопления для покрытия пола на основе каменной плиты, керамической плитки.
Предлагаемый способ изготовления элементов обогрева пола заключается в нанесении жидкой смолы на несущую каменную плиту, размещении на поверхности слоя смолы пленочного нагревательного элемента, покрытии его слоем смолы, укладывании на поверхность смолы каменной плиты с декоративным покрытием и обеспечении полимеризации смолы
и отличается тем, что
смолу предварительно подвергают ультразвуковому воздействию в течение не менее 1мин/л, на частоте не менее 22 кГц с интенсивностью не менее 10 Вт/см2, а в процессе нанесения смолы и ее полимеризации осуществляют ультразвуковое воздействие на плиты и смолу с амплитудой не менее 10 мкм.
Предлагаемое техническое решение направлено на устранение недостатков существующих способов и создание способа изготовления элементов обогрева пола, с помощью которого достигается повышение надежности нагревательных элементов, эффективности теплоотдачи и обеспечение равномерности нагрева. Для реализации предложенного способа разработан и изготовлен ультразвуковой аппарат УЗАС10В и в настоящее время предприятием ТОО «ИнТехнос» ведется подготовка к внедрению в серийное производство предложенного способа.
Текст
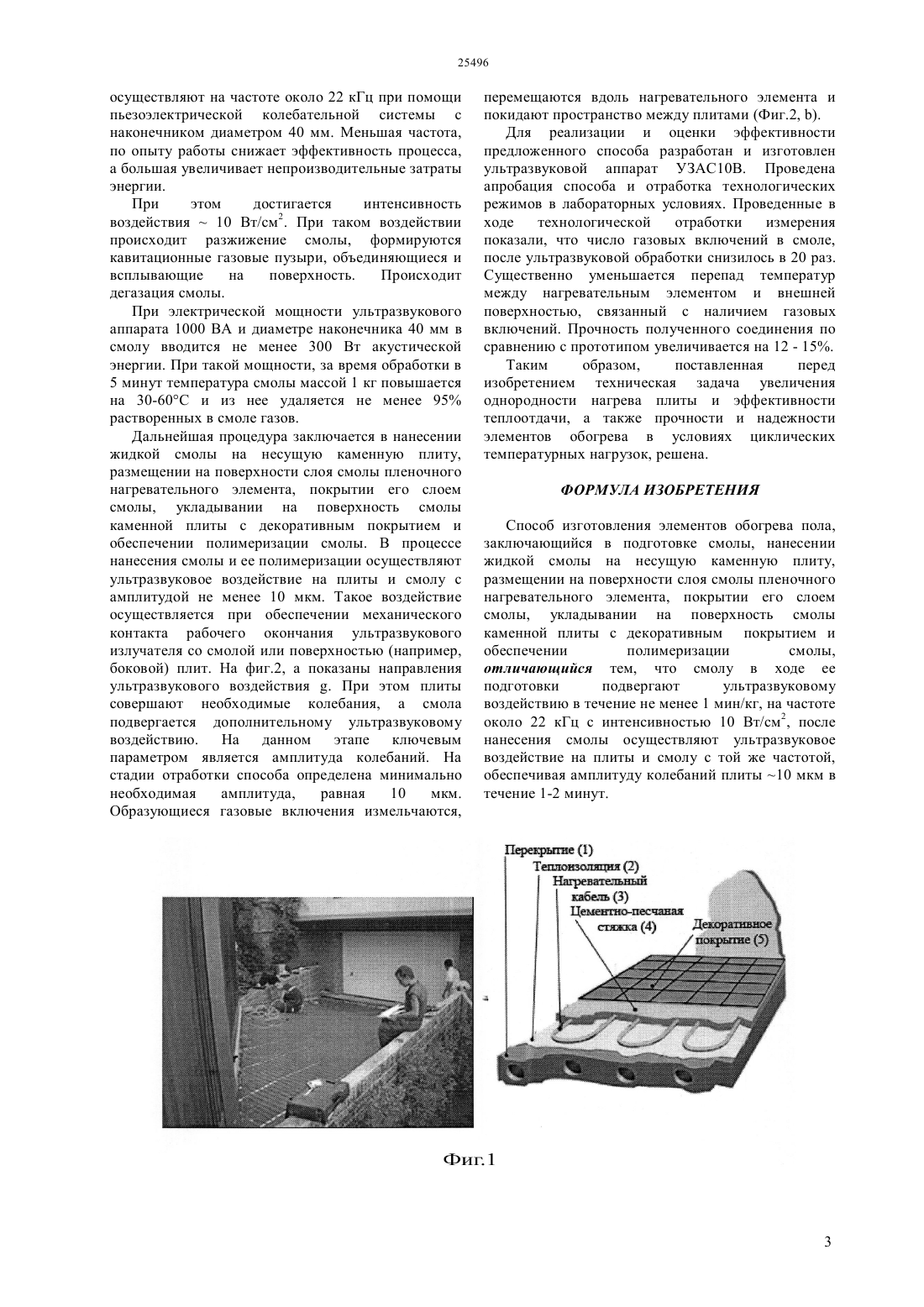
(51) 05 3/28 (2011.01) 24 7/04 (2011.01) 24 7/06 (2011.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ каменной плиты с декоративным покрытием и обеспечении полимеризации смолы и отличается тем, что смолу предварительно подвергают ультразвуковому воздействию в течение не менее 1 мин/л, на частоте не менее 22 кГц с интенсивностью не менее 10 Вт/см 2, а в процессе нанесения смолы и ее полимеризации осуществляют ультразвуковое воздействие на плиты и смолу с амплитудой не менее 10 мкм. Предлагаемое техническое решение направлено на устранение недостатков существующих способов и создание способа изготовления элементов обогрева пола, с помощью которого достигается повышение надежности нагревательных элементов,эффективности теплоотдачи и обеспечение равномерности нагрева. Для реализации предложенного способа разработан и изготовлен ультразвуковой аппарат УЗАС 10 В и в настоящее время предприятием ТОО ИнТехнос ведется подготовка к внедрению в серийное производство предложенного способа.(76) Колтыгин Олег ВасильевичЛогачев Юрий ВладимировичХмелв Владимир НиколаевичХмелев Сергей Сергеевич(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ОБОГРЕВА ПОЛА(57) Изобретение относится к области технологий выполнения специальных покрытий,обеспечивающих обогрев зданий, а именно к способам изготовления элементов отопления для покрытия пола на основе каменной плиты,керамической плитки. Предлагаемый способ изготовления элементов обогрева пола заключается в нанесении жидкой смолы на несущую каменную плиту, размещении на поверхности слоя смолы пленочного нагревательного элемента, покрытии его слоем смолы, укладывании на поверхность смолы Техническое решение - изобретение относится к области технологий выполнения специальных покрытий, обеспечивающих обогрев зданий, а именно к способам изготовления элементов отопления для покрытия пола на основе каменной плиты, керамической плитки. Известен способ изготовления элементов теплых полов (Электрические теплые полыиСовременные уникальные технологии изготовления.(фиг.1), заключающийся в размещении и монтаже на предварительно подготовленную несущую каменную (бетонную) плиту (1) слоя теплоизоляции(2), нагревательных средств в виде кабеля (3) или кабельных секций, укладке поверх смонтированных секций слоя цементно-песочной стяжки (4) толщиной 4-5 см, покрытии стяжки после ее высыхания слоем смолы или клея и завершающей укладке декоративного покрытия (5) пола(каменных плит, керамической плитки, паркетных элементов или ламинатных панелей). Недостатками данного способа являются сложность и трудоемкость монтажа системы (в частности, завершающий монтаж декоративного покрытия возможен только через 28 суток после укладки стяжки) и низкая эффективность теплопередачи через толстый слой цементной стяжки. По действующим нормативам толщина слоя стяжки составляет 3-5 см. При реализации данного способа изготовления элементов обогрева пола произведенное тепло должно сначала проникнуть внутрь каменных плит или керамической плитки,прежде чем помещение будет нагрето до необходимого уровня. В связи с этим для обогрева помещения обогреваемая площадь, покрытая нагревательными элементами, должна составлять не менее 70 от общей площади помещения. Кроме этого,снижается уровень инфракрасной составляющей теплообмена с окружающей средой,что негативно сказывается на экологии жилища. Существует вариант данного способа, в котором в качестве нагревательного элемента используется плоская электрически нагреваемая фольга. Это позволяет уменьшить толщину слоя клея или мастики до уровня не менее 1.5 см, однако принципиально этот способ не отличается от кабельного варианта исполнения. Чтобы более целенаправленно и быстро подвести выработанное тепло в предназначенное для обогрева помещение, наиболее эффективным из известных способов является способ изготовления элементов обогрева пола. Известен способ изготовления элементов обогрева пола (Деринг Д., Цорн ., Кремер Г.,Махер Д. Нагревательное устройство для покрытия пола, стен и потолка. Патент РФ 2365067, 2005 г.)(Фиг.2, а) наиболее близкий к предлагаемому решению, при котором нагревательный элемент максимально приближен к декоративному покрытию пола и размещается внутри покрытия в каменной плите или керамической плитке. В этом решении на несущую каменную плиту (4) наносят жидкую смолу (3), на поверхности слоя смолы размещают пленочный нагревательный элемент (2),покрывают его слоем смолы, на поверхность смолы укладывают каменную плиту с декоративным (1) покрытием и обеспечивают полимеризацию смолы. Достоинством данного способа является то, что используемая при изготовлении элементов обогрева пола смола может проникать в структуру поверхности каменных плит и пленочного нагревательного элемента. Это обеспечивает механически прочную поверхность, улучшается сопротивление ударной нагрузке поверхности. Ограниченное термическое расширение обеспечивает стабильность конечного продукта. Основным недостатком данного способа,является то, что при его реализации используется смола (например, эпоксидная), содержащая большое количество газовых включений (5), количество которых существенно возрастает при нанесении смолы тонкими слоями на поверхности несущей каменной плиты и пленочного нагревательного элемента. При полимеризации,происходит выделение газов и в местах соединений пленочного нагревательного элемента с плитами возникают расслоения (отслоения) в виде плоских газовых включений. Наличие газовых включений(отслоений) снижает эффективность теплоотдачи,обуславливает неоднородность нагрева плиты,обеспечивающей отдачу тепла в помещение, и в случае циклических изменений температуры значительно снижает прочность и надежность элемента обогрева пола. Технической задачей,стоящей перед изобретением, является увеличение однородности нагрева плиты и эффективности теплоотдачи, а также прочности и надежности элементов обогрева в условиях циклических температурных нагрузок. Решение поставленной задачи достигается тем,что известный способ изготовления элементов обогрева пола, заключающийся в нанесении жидкой смолы на несущую каменную плиту, размещении на поверхности слоя смолы пленочного нагревательного элемента, покрытии его слоем смолы, укладывании на поверхность смолы каменной плиты с декоративным покрытием и обеспечении полимеризации смолы,отличается тем, что смолу предварительно подвергают ультразвуковому воздействию в течении не менее 1 мин/л, на частоте не менее 22 кГц с интенсивностью не менее 10 Вт/см 2 в процессе нанесения смолы и ее полимеризации осуществляют ультразвуковое воздействие на плиты и смолу с амплитудой не менее 10 мкм. Реализация способа изготовления элементов обогрева пола осуществляется следующим образом. Предварительно подготовленную смолу,например эпоксидную без отвердителя в емкости объемом 2-5 л подвергают ультразвуковому воздействию при помощи ультразвукового аппарата,позволяющего реализовать совокупность параметров, определенную в формуле. Воздействие 2 осуществляют на частоте около 22 кГц при помощи пьезоэлектрической колебательной системы с наконечником диаметром 40 мм. Меньшая частота,по опыту работы снижает эффективность процесса,а большая увеличивает непроизводительные затраты энергии. При этом достигается интенсивность воздействия 10 Вт/см 2. При таком воздействии происходит разжижение смолы, формируются кавитационные газовые пузыри, объединяющиеся и всплывающие на поверхность. Происходит дегазация смолы. При электрической мощности ультразвукового аппарата 1000 ВА и диаметре наконечника 40 мм в смолу вводится не менее 300 Вт акустической энергии. При такой мощности, за время обработки в 5 минут температура смолы массой 1 кг повышается на 30-60 и из нее удаляется не менее 95 растворенных в смоле газов. Дальнейшая процедура заключается в нанесении жидкой смолы на несущую каменную плиту,размещении на поверхности слоя смолы пленочного нагревательного элемента, покрытии его слоем смолы, укладывании на поверхность смолы каменной плиты с декоративным покрытием и обеспечении полимеризации смолы. В процессе нанесения смолы и ее полимеризации осуществляют ультразвуковое воздействие на плиты и смолу с амплитудой не менее 10 мкм. Такое воздействие осуществляется при обеспечении механического контакта рабочего окончания ультразвукового излучателя со смолой или поверхностью (например,боковой) плит. На фиг.2, а показаны направления ультразвукового воздействия . При этом плиты совершают необходимые колебания, а смола подвергается дополнительному ультразвуковому воздействию. На данном этапе ключевым параметром является амплитуда колебаний. На стадии отработки способа определена минимально необходимая амплитуда,равная 10 мкм. Образующиеся газовые включения измельчаются, перемещаются вдоль нагревательного элемента и покидают пространство между плитами (Фиг.2, ). Для реализации и оценки эффективности предложенного способа разработан и изготовлен ультразвуковой аппарат УЗАС 10 В. Проведена апробация способа и отработка технологических режимов в лабораторных условиях. Проведенные в ходе технологической отработки измерения показали, что число газовых включений в смоле,после ультразвуковой обработки снизилось в 20 раз. Существенно уменьшается перепад температур между нагревательным элементом и внешней поверхностью, связанный с наличием газовых включений. Прочность полученного соединения по сравнению с прототипом увеличивается на 12 - 15. Таким образом,поставленная перед изобретением техническая задача увеличения однородности нагрева плиты и эффективности теплоотдачи, а также прочности и надежности элементов обогрева в условиях циклических температурных нагрузок, решена. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ изготовления элементов обогрева пола,заключающийся в подготовке смолы, нанесении жидкой смолы на несущую каменную плиту,размещении на поверхности слоя смолы пленочного нагревательного элемента, покрытии его слоем смолы, укладывании на поверхность смолы каменной плиты с декоративным покрытием и обеспечении полимеризации смолы,отличающийся тем, что смолу в ходе ее подготовки подвергают ультразвуковому воздействию в течение не менее 1 мин/кг, на частоте около 22 кГц с интенсивностью 10 Вт/см 2, после нанесения смолы осуществляют ультразвуковое воздействие на плиты и смолу с той же частотой,обеспечивая амплитуду колебаний плиты 10 мкм в течение 1-2 минут.
МПК / Метки
МПК: F24C 7/06, F24C 7/04, H05B 3/28
Метки: способ, обогрева, изготовления, пола, элементов
Код ссылки
<a href="https://kz.patents.su/4-ip25496-sposob-izgotovleniya-elementov-obogreva-pola.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления элементов обогрева пола</a>
Устройство для обогрева пола “Apollo”
Номер полезной модели: 264
Опубликовано: 15.12.2006
МПК: F24B 7/00
Метки: apollo, обогрева, устройство, пола
Формула / Реферат:
Полезная модель относится к отопительной технике и может использоваться для обогрева индивидуальных домов, юрт, палаток и т.д.Техническим результатом полезной модели является эффективный обогрев помещения и простота конструкции устройства.Это достигается тем, что в известном устройстве для обогрева пола "Apollo", содержащем источник тепла с камерой сгорания и газоходом, соединенным с дымовой трубой, согласно полезной модели, газоход выполнен в...
Способ создания пола стойлового места животноводческого помещения
Номер предварительного патента: 3842
Опубликовано: 16.09.1996
Автор: Акчабаев Альберд Алишевич
МПК: C09K 17/00
Метки: животноводческого, пола, стойлового, помещения, способ, создания, места
Формула / Реферат:
Изобретение относится к области сельского строительства и может быть использовано для совершенствования конструкции пола животноводческих помещений при его возведении.Техническим результатом является обеспечение необходимой прочности опорного слоя и создание эксплуатационных удобств на ложе.Согласно изобретению ложе на стойловом месте животноводческого помещения создают из подстилочного слоя и опорной поверхности пола в качестве которых...
Смесь для изготовления электронагревателей для обогрева помещений
Номер предварительного патента: 5383
Опубликовано: 15.10.1997
Автор: Ногай Адольф Сергеевич
МПК: H05B 3/12
Метки: помещений, изготовления, смесь, обогрева, электронагревателей
Формула / Реферат:
Изобретение относится к электротермии, в частности к составу смесей для изготовления электронагревателей, для обогрева помещений.Техническим результатом является повышение электрических параметров нагревателя, которая достигается за счет того, что нагревательная часть выполняется из смеси порошка графита, окиси кремния, цемента, феррохромного шлака, жидкого стекла, кремнефтористого натрия при следующем соотношении компонентов, мас.%:графит -...
Способ изготовления конструктивных элементов юрты
Номер инновационного патента: 25480
Опубликовано: 15.02.2012
Автор: Күдер Қаһарман Мұхтарұлы
МПК: E04H 1/02
Метки: элементов, юрты, способ, конструктивных, изготовления
Формула / Реферат:
Изобретение относится к способам создания пространственной конструкции в частности юрты.Задача изобретения - упрощения способа изготовления конструктивных элементов юрты.Технический результат заключается в использовании лазерной установки для получения соответствующих элементов и придания необходимых форм и длин на плоской многослойной фанере.Это достигается тем, что лазерная установка по заданной программе вырезает все конструктивные элементы...
Термоэлектрический мат для обогрева бетона
Номер предварительного патента: 21066
Опубликовано: 15.04.2009
Авторы: Ляпейков Василий Васильевич, поротиков борис алексеевич
МПК: H05B 3/34
Метки: термоэлектрический, бетона, обогрева, мат
Формула / Реферат:
Изобретение относится к области электротермии, а именно к конструкциям нагревателей типа матов, предназначенных для обогрева различных площадей при бетонировании дорожных и аэродромных покрытий, полов, отмосток, перекрытий зданий, днищ резервуаров и т.п. Задачей, на решение которой направлено предлагаемое изобретение являются создание усовершенственной конструкции термоэлектри-ческого мата.Технический результат изобретения:- повышение надёжности...
Предыдущий патент: Лазерная линия связи
Следующий патент: Пневматическая сеялка с управлением включения/выключения отдельных рядных секций на основе данных глобальной системы определения местоположения (GPS)
Случайный патент: Горелка