Способ изготовления электронных компонентов
Формула / Реферат
Изобретение относится к электронной технике и может быть использовано для непосредственного изготовления электронных и электротехнических устройств различных типов.
Целью изобретения является увеличение скорости выпуска изделий, улучшения качества продукции, а также снижение стоимости оборудования и расходов на его эксплуатацию.
Сущность изобретения заключается в транспортировке компонентов в потоке подогретой жидкости с определенной вязкостью, эффективной их сортировке, использовании нового способа пайки, а также в улучшении управления электроприводами технологического комплекса в целом.
Предложенное техническое решение позволит увеличить скорость выпуска и качество производимых изделий при значительном снижении себестоимости производства.
Текст
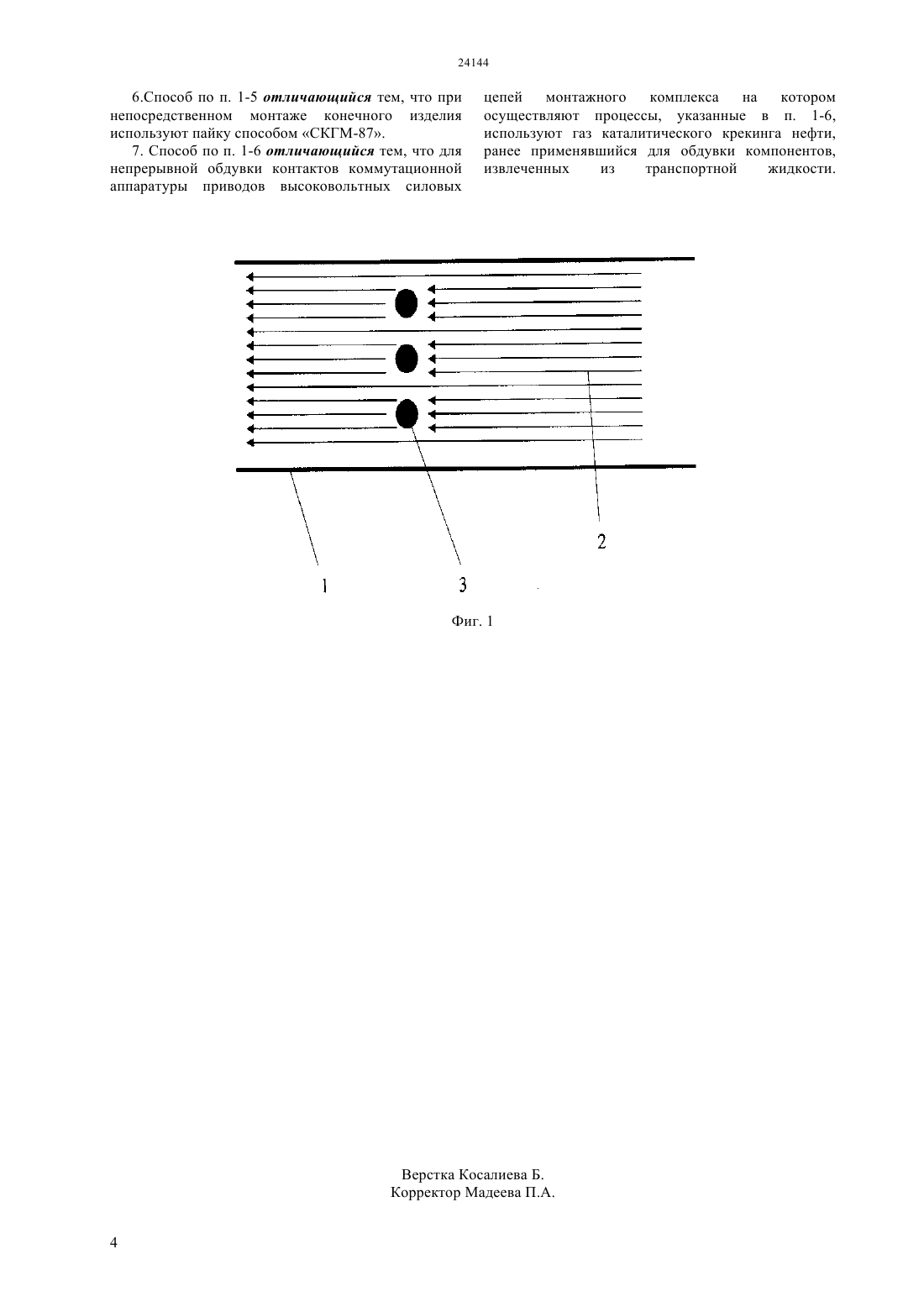
(51) 05 13/00 (2010.01) 05 13/02 (2010.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ продукции,а также снижение стоимости оборудования и расходов на его эксплуатацию. Сущность изобретения заключается в транспортировке компонентов в потоке подогретой жидкости с определенной вязкостью, эффективной их сортировке, использовании нового способа пайки, а также в улучшении управления электроприводами технологического комплекса в целом. Предложенное техническое решение позволит увеличить скорость выпуска и качество производимых изделий при значительном снижении себестоимости производства.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ И ЭЛЕКТРОТЕХНИЧЕСКИХ УСТРОЙСТВ(57) Изобретение относится к электронной технике и может быть использовано для непосредственного изготовления электронных и электротехнических устройств различных типов. Целью изобретения является увеличение скорости выпуска изделий, улучшения качества Изобретение относится к электронной технике и может быть использовано для непосредственного изготовления электронных устройств самых различных типов как бытового (мобильные радиостанции, компьютерная и аудиовизуальная техника и т.д.),так и промышленного(измерительные приборы, автоматика и т.д.) назначения. Предлагаемый способ также может быть использован для изготовления различных электротехнических устройств (в том числе электроинструмента, сварочного оборудования,нагревательных и осветительных приборов и т.д.) и других точных устройств (например, пружинных манометров, клапанов и т.д.). Известен способ изготовления электронных и электротехнических устройств(А.с. СССР 1269729 А 1, кл. Н 05 13/06, 1989) включающий подачу и перемещение электронных компонентов исключительно механическими средствами. Недостатком известного способа является относительно низкий темп работы, обусловленный в первую очередь низкой скоростью подачи исходных электронных компонентов(интегральных микросхем, резисторов, конденсаторов и др.) и других элементов конструкции к месту изготовления конечного изделия. В результате,расход времени на изготовления каждой единицы продукции значителен. Кроме того, известный способ имеют еще целый ряд недостатков, наиболее существенными из которых являются- сложность и высокая стоимость используемого оборудования, вследствие большого количества трущихся и взаимодействующих деталей, что обуславливает также относительно низкий темп работы. Данный недостаток усугубляется необходимостью использовать различные устройства для подачи и монтажа различных компонентов (что особенно затруднительно в современных условиях,когда конструкция некоторых изделий меняется не менее 2-3 раз в год).- исходные элементы конструкции входят в последнюю фазу процесса при температуре, не превышающей температуру окружающей среды. В то же время, в силу широкого применения пайки,точечной сварки и других сходных методов,желателен предварительный подогрев монтируемых элементов,что в известных способах затруднительно. Задачей изобретения является увеличение скорости выпуска изделий, улучшения качества продукции,а также снижение стоимости оборудования и расходов на его эксплуатацию. Сущность изобретения заключается в транспортировке компонентов в потоке подогретой жидкости,эффективной их сортировке,использовании нового способа пайки, а также в улучшении управления электроприводами технологического комплекса в целом. Технический результат от использования изобретения заключается в увеличении скорости перемещения монтируемых элементов и соответственно, снижении расхода времени на изготовление изделий, а также в улучшении 2 качества монтажа и упрощении перехода на выпуск новых моделей продукции. Для изготовления изделия предлагаемым способом, исходные электронные компоненты(интегральные микросхемы,резисторы,конденсаторы и др.) и другие элементы конструкции с относительно большой скоростью направляют к месту изготовления конечного изделия, сортируют по функциональному назначению и устанавливают на надлежащие места (используется монтаж с широким применением пайки) и выпускают в виде готовой продукции. Для скоростной подачи всех элементов используют единый трубопровод(диаметром от 30 мм) через который прокачивается жидкость (например, минеральное масло). Поток жидкости захватывает исходные электронные компоненты и другие элементы конструкции и с высокой скоростью перемещает их к месту изготовления конечного изделия. Скорость движения в среднем в 4-8 раз превышает аналогичный показатель в известных способах с механической подачей. Жидкость, подаваемую в трубопровод предварительно подогревают до температуры от 80 градусов по Цельсию. В результате, температура электронных компонентов,перемещаемых в потоке жидкости, существенно увеличивается, что создает благоприятные условия для их монтажа путем пайки, точечной сварки и другими аналогичными методами. В то же время, не происходит опасного перегрева данных компонентов, поскольку их пребывание в горячей жидкости кратковременно. На прилагаемом чертеже показан трубопровод 1, в котором движется поток жидкости 2, захватывающий и перемещающий исходные электронные компоненты и другие элементы конструкции 3. После поступления в конечную точку транспортировки,исходные электронные компоненты и другие элементы конструкции извлекают из потока жидкости при помощи комплекта фильтров. Каждый фильтр имеет характеристики, рассчитанные на извлечение из струи элементов только определенного размера, что позволяет проводить предварительную сортировку элементов уже на этой стадии. Компоненты,извлеченные фильтрами,сортируют и направляют к месту их установки на надлежащие места. Распознавание элементов при сортировке осуществляется при помощи блоков,одновременно объединяющих радиационные(гамма-спектрометр),магнитные,лазерные,ультразвуковые и инфракрасные (тепловизнонные) датчики. Так, гамма-спектрометр определяет количество радиоактивных элементов (тория,калия), содержащихся в том ли ином компоненте,лазерные датчики -оптические характеристики и т.д. Информация от датчиков обрабатывается компьютером. Сравнение всех пяти характеристик позволяет с высокой точностью идентифицировать компонент и направить его к месту надлежащей установки. При изменении характеристик используемых компонентов(например,производимых другим предприятием или в стране с иными стандартами) достаточно внести изменения в программу компьютера. Внесения изменений в оборудование не требуется. Для удаления остатков жидкости, компоненты пропускают через струю подогретого газа. Для обдувки используют газ, получаемый при каталитическом крекинге нефти(средний химический состав Н 2 - 15,3, СН 4 - 23,8, С 2 Н 6 6,4, С 3 Н 8 - 9,6, С 4 Н 10 - 13, С 5 Н 12 - 6,7, С 2 Н 4 3,3, С 3 Н 6 - 11,7, С 4 Н 8 - 7,6, С 5 Н 10 - 2,6). Относительная инертность его элементов позволяет избежать нежелательных окислительных реакций с остатками минерального масла. Кроме того, данный газ впоследствии используют в других процессах,указанных ниже. Для извлечения компонентов из фильтров и транспортировки их к месту непосредственной установки используют микророботы(на прилагаемом чертеже условно не показаны). Их рабочие элементы оснащают преимущественно пневматическим приводом. В качестве рабочего газа в данных приводах используют радон, обладающий наиболее приемлемыми характеристиками (в частности, необходимой плотностью) для подобных операций. Для соединения элементов в монтируемых изделиях широко применяют пайку способом СКГМ - 87 (автором которого является автор предлагаемого способа - может быть оформлено в виде отдельной заявки). Указанный способ пайки позволяет наиболее полно использовать преимущества предлагаемого способа, в частности предварительный подогрев монтируемых элементов,высокую скорость процесса и наличие горючего газа(продукта каталитического крекинга нефти), ранее используемого в других процессах предлагаемого способа. Таким образом,скорость и качество изготовления конечных изделий значительно увеличивается, однако, для полного использования данного преимущества предлагаемого способа необходимы также высокие скорости конвейеров или иных устройств, перемещающих монтируемые изделия. Обеспечить это в наибольшей степени можно путем использования для их привода высоковольтных (2-3 кВ) электродвигателей постоянного тока, обеспечивающих, кроме того,высокую маневренность (в частности, эффективное реверсирование). Однако, управление силовыми цепями подобных устройств в известных способах имеет значительные недостатки. Использование бесконтактных(полупроводниковых) коммутационных устройств затруднено из-за относительно высокого напряжения,а электромагнитных - из-за быстрого износа контактов, вследствие воздействия на них (при размыкании), высоковольтной электрической дуги постоянного тока, гашение которой представляет значительные трудности. Использование вакуумных коммутационных аппаратов не полностью решает данную проблему, при этом существенно увеличивая стоимость оборудования. В предлагаемом способе данная задача решается следующим образом. Газ каталитического крекинга нефти,используемый ранее для обдувки электронных компонентов и других элементов конструкции,извлеченных из транспортной жидкости,подается к электромагнитным контакторам (управляющим силовыми цепями высоковольтных электродвигателей) и используется для непрерывной обдувки контактов (без доступа воздуха). Возникающая электрическая дуга при этом относительно быстро выдувается струей газа и гаснет. Инертность газа позволяет, в основном,избежать образования окислов на поверхности контактов. Кроме того, данный газ содержит до 15,3 водорода (Н 2 ). Благодаря этому, имеющиеся на поверхности контактов окислы (, ) при высокой температуре вступают в химическую реакцию с водородом и восстанавливаются до электропроводных металлов (, С). В результате,уменьшается электрическое сопротивление контактов и увеличивается надежность коммутационной аппаратуры монтажного комплекса в целом. Предложенное техническое решение позволит увеличить скорость выпуска и качество производимых электронных и электротехнических изделий при значительном снижении себестоимости производства. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления электронных и электротехнических устройств,включающий скоростную подачу исходных компонентов, монтаж и выпуск готовой продукции, отличающийся тем. что скоростную подачу исходных электронных компонентов и других элементов конструкции к месту изготовления конечного изделия осуществляют по единому трубопроводу, в потоке подогретой жидкости, например минерального масла. 2. Способ по п. 1 отличающийся тем, что указанную жидкость предварительно подогревают до температуры от 80 до 90 градусов по Цельсию. 3. Способ по п. 1-2 отличающийся тем, что электронные компоненты, извлеченные из потока жидкости,пропускают через струю газа,получаемого в результате каталитического крекинга нефти, с химическим составом по объему Н 2 15,3, СН 4 - 23,8, С 2 Н 6 - 6,4, С 3 Н 8 - 9,6, С 4 Н 10 13, С 5 Н 12 - 6,7, С 2 Н 4 - 3,3, С 3 Н 6 - 11,7, С 4 Н 8 7,6, С 5 Н 10 - 2,6. 4. Способ по п. 1-3 отличающийся тем, что для распознавания исходных компонентов при сортировке используют блоки, одновременно содержащие радиационные, магнитные, лазерные,ультразвуковые и инфракрасные датчики. 5. Способ по п. 1-4 отличающийся тем, что в качестве рабочего газа в пневматических приводах микророботов,транспортирующих исходные компоненты, извлеченные из жидкости к месту непосредственной установки используют газ радон. 6.Способ по п. 1-5 отличающийся тем, что при непосредственном монтаже конечного изделия используют пайку способом СКГМ-87. 7. Способ по п. 1-6 отличающийся тем, что для непрерывной обдувки контактов коммутационной аппаратуры приводов высоковольтных силовых цепей монтажного комплекса на котором осуществляют процессы, указанные в п. 1-6,используют газ каталитического крекинга нефти,ранее применявшийся для обдувки компонентов,извлеченных из транспортной жидкости.
МПК / Метки
МПК: H05K 13/00, H05K 13/02
Метки: компонентов, электронных, изготовления, способ
Код ссылки
<a href="https://kz.patents.su/4-ip24144-sposob-izgotovleniya-elektronnyh-komponentov.html" rel="bookmark" title="База патентов Казахстана">Способ изготовления электронных компонентов</a>
Способ получения липофильных компонентов из растительного сырья для изготовления фитопрепаратов
Номер предварительного патента: 11989
Опубликовано: 16.09.2002
Авторы: Проскурин Борис Михайлович, Рахмадиева Слукен Бигалиевна
МПК: C07H 13/00, A61K 35/78
Метки: способ, компонентов, изготовления, липофильных, растительного, получения, сырья, фитопрепаратов
Формула / Реферат:
Изобретение относится к области химии природных соединений, а именно к способам получения биологически активных веществ растительного происхождения для изготовления фитопрепаратов, и может найти применение в химии природных соединений и медицине.Липофильные компоненты для изготовления фитопрепаратов получают путем экстракции мелкоизмельченного растительного сырья. Экстракцию проводят сжиженной углекислотой при комнатной температуре в течение 4-5...
Устройство охлаждения тепловыделяющих электронных элементов
Номер предварительного патента: 13084
Опубликовано: 15.05.2003
Автор: Канимов Булат Кабжанович
МПК: H01L 23/34, H05K 7/20
Метки: элементов, охлаждения, устройство, электронных, тепловыделяющих
Формула / Реферат:
Изобретение относится к полупроводниковой электронной технике, в частности к электронно-вычислительной технике, и может быть использовано для охлаждения тепловыделяющих элементов в компьютерах, силовой полупроводниковой технике, электрооборудовании. Техническим результатом, достигаемым при использовании устройства, является повышение эффективности охлаждения, обеспечение стабильного поддержания температуры электронных элементов и упрощение...
Металл для электронных ламп, изделие из него, танталовая проволока, способ введения второго металла в металл для электронных ламп
Номер патента: 10563
Опубликовано: 15.08.2004
Авторы: ФАЙФ, Джеймс, А.
МПК: C22C 27/02, H01G 9/042, H01G 9/008...
Метки: способ, электронных, изделие, второго, ламп, металл, танталовая, металла, проволока, введения, него
Формула / Реферат:
Изобретение относится к металлу для электродных ламп, содержащему на поверхности, вблизи нее или в периферийной области второй металл, а также к изделиям из этого металла таким, как проволока, лист или порошок. Изобретение относится также к способу введения второго металла в металл для электролитных ламп, заключающемуся в нанесении на металл соли второго металла и нагревании его в присутствии поглотителя кислорода для удаления кислорода из...
Способ изготовления строительных изделий
Номер предварительного патента: 18477
Опубликовано: 15.05.2007
Авторы: Верзун Анатолий Васильевич, Ионин Леонид Валерьевич
МПК: C04B 14/06, C04B 14/00, C04B 26/02...
Метки: способ, изделий, изготовления, строительных
Формула / Реферат:
Изобретение относится к производству строительных материалов, а именно к технологии изготовления строительных изделий, используемых в качестве элементов кровли, тротуарного покрытия и иных аналогичных изделий.Способ изготовления строительных изделий включает смешивание песка фракцией до 3 мм, связующего и неорганического красителя, переводом полученной смеси в пластичное состояние и упрочнение которое осуществляется при его охлаждении, при этом...
Линия для изготовления сигарет (варианты) и способ управления процессом изготовления сигарет
Номер предварительного патента: 14396
Опубликовано: 15.06.2004
Авторы: ДЭВИС, Дэвид, Томас, ЛЬЮИС, Майкл, Винсент, ГРИН, Роберт, Джон, ЛОУГРЕЙ, Кейт, Чарльз, КЭДЖ, Кейт, Джон, УАЙКС, Пол, СИМС, Малколм, Кеннет
Метки: изготовления, управления, способ, сигарет, варианты, процессом, линия
Формула / Реферат:
Изобретение относится к линии для изготовления сигарет с фильтром и к способу управленияпроцессом изготовления сигарет.Линия для изготовления сигарет содержит сигаретную машину, фильтросборочную машину дляприсоединения фильтров к сигаретным палочкам ипередающее устройство для передачи сигаретныхпалочек в фильтросборочную машину. Фильтросборочная машина и сигаретная машина содержатмножество устройств для мониторинга и множествоустройств для...
Предыдущий патент: Система внутрипоездной связи
Следующий патент: Камерный СВЧ-плазмотрон
Случайный патент: Способ разработки горизонтальных и пологопадающих месторождений полезных ископаемых