Способ упрочнения зубчатых колес
Номер патента: 23770
Опубликовано: 14.09.2012
Авторы: Поветкин Виталий Васильевич, Сушкова Ольга Анатольевна
Формула / Реферат
Изобретение относится к области технологии машиностроения, а именно к зубчатым передачам и может быть использовано для тяжелонагруженных колес привода шаровых мельниц.
Исправление геометрических погрешностей изготовления зубчатых колес и погрешностей их установки при монтаже зубчатой передачи, а также влияния динамических сил осуществляется за счет того, что производится обработка дробью эвольвентой поверхности зубьев ведомой шестерни, для создания в поверхностном слое наклепа и развития в нем положительных напряжений сжатия, ведомую шестерню передачи подвергают предварительной приработке ведущей закаленной шестерней в течении 8-10 часов при холостом режиме вращения шаровой мельницы.
Текст
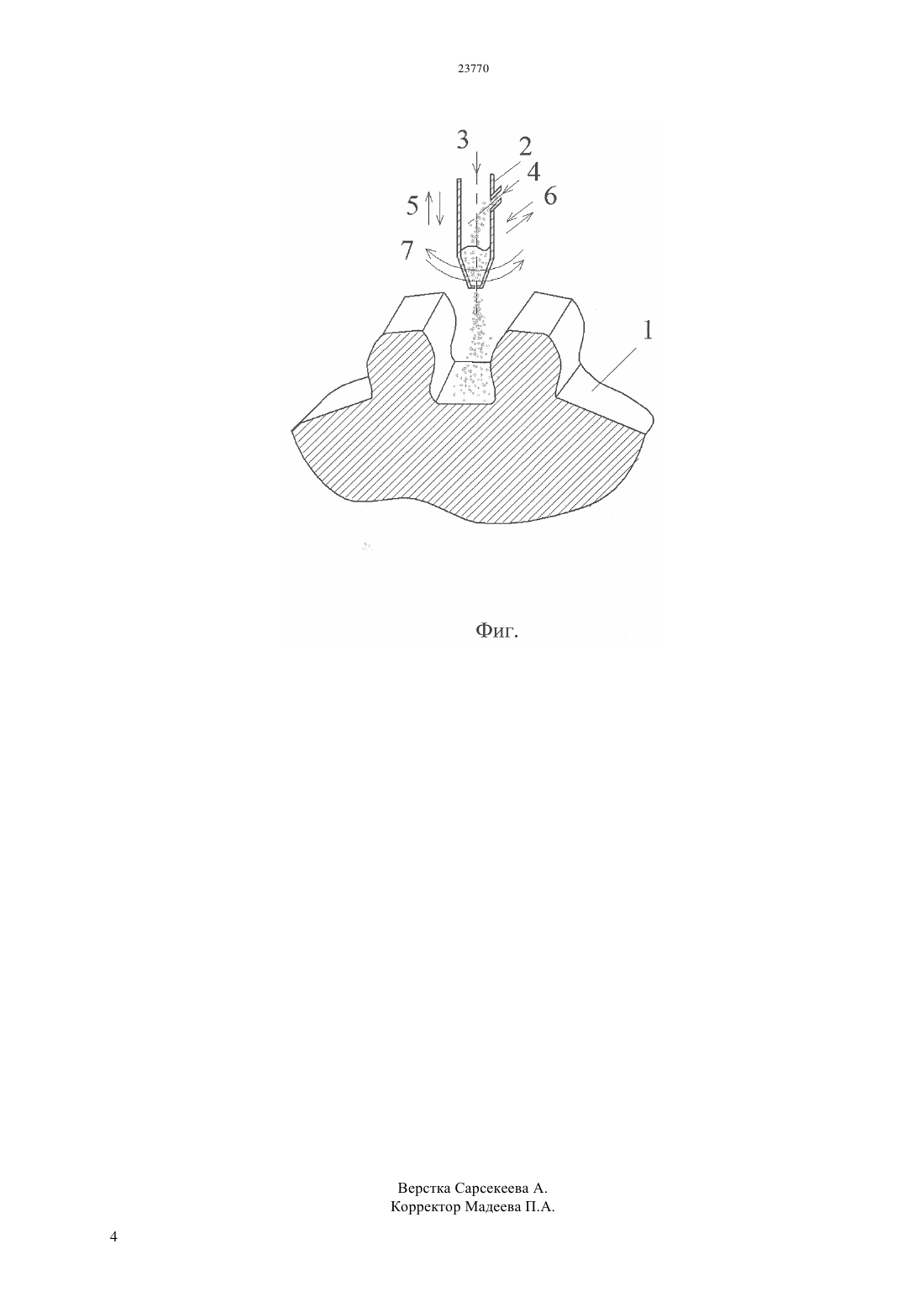
(51) 24 1/10 (2011.01) 21 5/00 (2011.01) 21 7/06 (2011.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Изобретение относится к области технологии машиностроения, а именно к зубчатым передачам и может быть использовано для тяжелонагруженных колес привода шаровых мельниц. Исправление геометрических погрешностей изготовления зубчатых колес и погрешностей их установки при монтаже зубчатой передачи, а также влияния динамических сил осуществляется за счет того, что производится обработка дробью эвольвентой поверхности зубьев ведомой шестерни,для создания в поверхностном слое наклепа и развития в нем положительных напряжений сжатия,ведомую шестерню передачи подвергают предварительной приработке ведущей закаленной шестерней в течении 8-10 часов при холостом режиме вращения шаровой мельницы.(72) Поветкин Виталий Васильевич Сушкова Ольга Анатольевна(73) Республиканское государственное предприятие на праве хозяйственного ведения Казахский национальный технический университет им. К.И.Сатпаева Министерства образования и науки Республики Казахстан(54) СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС Изобретение относится к области технологии машиностроения, а именно к зубчатым передачам, и может быть использовано для тяжелонагруженных колес привода шаровых мельниц. Известен способ обработки зубчатых колес из низкоуглеродистых вторичнотвердеющих сталей мартенситного класса Патент РФ 2048547,опубликовано 30.06.1993, 21 9/32, С 23 С 8/26. Предлагаемая термическая обработка азотируемых высоконагруженных нешлифуемых зубчатых колес, позволяющая обеспечить их работоспособность, соизмеримая с цементуемыми зубчатыми колесами, базируется на одновременном выполнении комплекса требований по выбору сталей по термической обработке по технологии азотирования. Предлагаемый способ азотирования позволяет обрабатывать высоконагруженные высокоточные зубчатые колеса из низкоуглеродистых вторичнотвердеющих сталей мартенситного класса и реализуется проведением двух- или трехкратной циклической объемной закалки от температуры 900-975 С при длительности выдержки 1-3 ч с предварительным,перед каждой закалкой, отпуском при 600-675 С в течение 1-5 ч и двухступенчатым азотированием на первой ступени при температуре 500-540 С в течение 10-20 ч, на второй ступени при температуре 540-570 С в течение 20-40 ч. Азотирование проводится для зубчатых колес,изготовленных из низкоуглеродистых вторичнотвердеющих сталей мартенситного класса с пределом текучести 0,2 после термической обработки не ниже 1000 МПа, твердостью не ниже 38,5 3 и ударной вязкостьюне ниже 0,7 МДж/м 2. Более высокие значения твердости сердцевины азотированных зубчатых колес улучшают их работоспособность, но при твердости выше 42-43 3 становится затруднительным зубофрезерование. Однако использование этих видов химикотермической обработки с последующей термической обработкой, вследствие многократных высокотемпературных нагревов и охлаждений,вызывает сильную деформацию зубчатых колес,снижает точность на 2-3 степени. Для устранения образующихся геометрических погрешностей при зубошлифовании приходится удалять большой припуск (0,15-0,25 мм с каждой стороны зуба). Известна также зубчатая передача Патент РФ 2086837, опубликовано 19.10.1993, 16 55/08. Изобретение относится к зубчатым передачам. Предназначено для обеспечения высокой износостойкости зубчатого зацепления, позволяет повысить долговечность зубчатых передач. Конструкция зубчатой передачи, например, для дезинтегратора, представляет собой ведомое и ведущее колеса, на рабочие поверхности которых нанесен износостойкий материал на ведомое колесо равномерным слоем, а на ведущее - в виде выступающих частей износостойкого материала. При вращении зубчатых колес выступающие части износостойкого материала ведущего колеса,контактируя с износостойким покрытием ведомого 2 колеса, воспринимают часть нагрузки на себя. Изнашивание основного материала ведущего колеса происходит под меньшими усилиями. Недостатком устройств, в которых повышение износостойкости достигается объемным упрочнением (термическая обработка), является недостаточная твердость поверхностей зубьев зубчатого зацепления дезинтегратора, работающего в условиях интенсивного абразивного изнашивания. Поверхностное упрочнение (химико-термическое и др.) малоэффективно, поскольку тонкий слой упрочненного материала поверхности зуба быстро истирается абразивными частицами измельчаемого дезинтегратором материала. Наиболее близким к решению заявляемого изобретения является способ упрочнения зубчатых колес механической обработкой дробью Морозов В.И.,Шубина Н.Б. Наклеп дробью тяжелонагруженных зубчатых колес. М.,Машиностроение, 1972. Сущность процесса наклепа дробью заключается в том, что поверхность окончательно изготовленной детали подвергается холодной пластической деформации посредством ударного импульса чугунной или стальной дробью диаметром от 0,3 до 2,5 мм. Преимущества упрочнения зубчатых колес дробью (по сравнению с другими методами деформационного упрочнения) заключается в возможности упрочнения зубчатых колес самой различной формы и размеров, полной механизации процесса упрочнения, высокой производительности и относительно низких затратах на специальное оборудование. Недостатки вышеописанного способа заключаются в том, что этот способ не позволяет исправлять геометрические погрешности изготовления зубчатых колес и погрешности их установки при монтаже зубчатой передачи, а также влияния динамических сил (смещений) при работе мельницы. Технической задачей предлагаемого способа является исправление геометрических погрешностей изготовления зубчатых колес и погрешностей их установки при монтаже зубчатой передачи, а также влияния динамических сил(смещений), за счет предварительной приработки зубчатой пары и затем упрочнение поверхности слоя зубчатого колеса методом поверхностнопластического деформирования дробеструйной обработкой. Задача предлагаемого способа осуществляется за счет того, что производится обработка дробью эвольвентой поверхности зубьев ведомой шестерни,для создания в поверхностном слое наклепа и развития в нем положительных напряжений сжатия,ведомую шестерню передачи подвергают предварительной приработке ведущей закаленной шестерней в течении 8-10 часов при холостом режиме вращения шаровой мельницы Техническим результатом изобретения является увеличение ресурса работы тяжелонагруженных зубчатых зацеплений шаровых мельниц. Для достижения технического результата зубчатые колеса венца шестерни (ведущего колеса) подвергают предварительной приработке в течение 10-12 ч при полной нагрузке холостого режима мельницы. Затем производят дробеструйный наклеп зубьев колеса по эвольвенте и по ширине колеса. Это позволит механическим упрочнениям повысить изгибную прочность зубьев. В процессе наклепа изменяется тонкая кристаллическая структура аустенита и мартенсита,происходит сдвигообразование и дисперсизация субструктуры. Эти изменения установлены с помощью рентгеноструктурного анализа по уширению интерференционных линий рентгенограмм деформированных закаленных сталей. Интенсивное дробление блоков в самых различных металлах и сплавах, независимо от химического состава и исходной твердости, было обнаружено уже при малых степенях деформации, соизмеримых с деформацией, имеющей место при поверхностном наклепе дробью. При наклепе повышается плотность дислокации процесса пересечения дислокаций, а также их упругое взаимодействие требуют дополнительных затрат энергии, а следовательно, и повышения деформирующих напряжений. Дробление блоков субструктуры в процессе наклепа также способствует торможению дислокаций, т.к. границы зерен служат эффективным препятствием движению дислокаций. Структурные превращения в поверхностном слое, а также пластическая деформация этого слоя,возникающая при наклепе, приводят к увеличению его объема и, вследствие сопротивления со стороны недеформированных внутренних слоев, к упругому сжатию, вызывающему в поверхностных слоях остаточное сжимающие напряжения, а внутри детали - остаточные растягивающие напряжения. Сжимающие напряжения, складываясь с рабочими растягивающими, уменьшают вредное действие последних. На фиг. показан зубчатый сектор 1 с устройством для дробеструйного наклепа 2, где через канал 4 подается дробь, а через канал 3 - сжатый воздух. Упрочнение зубчатых зацеплений шаровых мельниц реализуется наклепом дробью посредством устройства, показанного на фигуре. Устройство для упрочнения зубчатых колес шаровой мельницы представляет собой дробеструйную насадку 2, имеющую возможность перемещаться в вертикальной плоскости 5, вдоль ширины впадины зуба 6 и качающиеся движения 7 для огибания траектории эвольвенты. Устройство смонтировано на основании шаровой мельницы и позволяет ориентировать его относительно венца зубчатого зацепления. Способ упрочнения зубчатых колес реализуется следующим образом на корпус шаровой мельницы монтируется венец и, при холостом режиме вращения шаровой мельницы, производится приработка зубчатой передачи. Ведущая шестерня выполнена из высоколегированной стали 34 ХН 1 М,которая действует как обрабатывающий инструмент, вследствие того, что поверхность ее зубьев имеет твердость 40 единиц, а ведомая из стали 35 Л без термообработки. Следовательно,последняя во время приработки, при вращении шаровой мельницы в холостом режиме (без шаровой заправки и мелющих тел), подвергает ведомую шестерню небольшому износу, т.е. снимает тонкий слой металла и, тем самым, осуществляется приработка рабочих поверхностей зубчатой пары. В этом случае прирабатывается зубчатая пара ведомое колесо и ведущая шестерня. После того, как зубчатая пара приработается в течение 10-12 ч, производится дробеструйная обработка, глубина наклепанного слоя эвольветной поверхности зубьев составляет 1,5-2 мм. При этом одновременно обрабатывается вся эвольвентная кривая и впадины зубьев (всего профиля) и по длине зацепления. После обработки первой впадины колесо мельницы проворачивается на один зуб. Процедура упрочнения повторяется. Это позволяет создать упрочнение по всей эвольвенте зуба. После обработки поверхности очищаются. Данная обработка положительно влияет на усталостную прочность зуба, тем самым повышается ресурс работы на 30-40. При характерных видах износа ведомую шестерни дробеструйную обработку можно повторить. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ упрочнения зубчатых колес состоящий из дробеструйной обработки эвольвентой поверхности зубьев ведомой шестерни, для создания в поверхностном слое наклепа и развития в нем начальных напряжений, отличающийся тем, что перед поверхностной обработкой дробью, ведомую шестерню передачи подвергают предварительной приработке ведущей закаленной шестерней в течении 8-10 часов при холостом режиме вращения.
МПК / Метки
МПК: B24C 1/10, C21D 7/06, B21H 5/00
Метки: упрочнения, зубчатых, способ, колес
Код ссылки
<a href="https://kz.patents.su/4-23770-sposob-uprochneniya-zubchatyh-koles.html" rel="bookmark" title="База патентов Казахстана">Способ упрочнения зубчатых колес</a>
Способ нанесения защитных покрытий на рабочие поверхности тяжелонагруженных зубчатых колес
Номер инновационного патента: 22999
Опубликовано: 15.10.2010
Автор: Поветкин Виталий Васильевич
МПК: B24B 39/00
Метки: покрытий, зубчатых, нанесения, тяжелонагруженных, рабочие, поверхности, способ, колес, защитных
Формула / Реферат:
Изобретение относится к области технологии машиностроения, а именно к зубчатым передачам, и может быть использовано для упрочнения тяжелонагруженных зубчатых колес привода шаровых мельниц.После предварительной приработки зубчатой передачи шаровой мельницы в течение 10-12 часов и перевода шаровой мельницы в рабочий режим, в зону зубчатого зацепления подается смазочно-охлаждающая жидкость с повышенным содержанием хлорида меди с целью «залечивания»...
Устройство для гидроабразивной обработки зубьев зубчатых колес
Номер предварительного патента: 13009
Опубликовано: 15.05.2003
Авторы: Шарипов Талип Ахметувалиевич, Беков Думан Алмасович
МПК: B23F 9/00
Метки: обработки, гидроабразивной, зубчатых, устройство, зубьев, колес
Формула / Реферат:
Изобретение относится к машиностроению, в частности, к обработке зубчатых колес. Техническим результатом является уменьшение числа перестановок инструмента при обработке зубьев. Это достигается тем, что в устройстве для гидроабразивной обработки зубьев зубчатых колес, содержащем предназначенный для закрепления обрабатываемого колеса шпиндель с приводом и установленный на валу инструмент, имеющий зубья с выполненными между ними щелевыми...
Способ и устройство термомеханического упрочнения стальных колес
Номер инновационного патента: 24102
Опубликовано: 15.06.2011
Авторы: Быков Петр Олегович, Романов Николай Александрович, Нарбутин Бауыржан Мамыржанович, Сержанов Радул Идаятович, Суюндиков Мерхат Мадениевич, Богомолов Алексей Витальевич
МПК: C21D 9/34
Метки: устройство, стальных, колес, способ, упрочнения, термомеханического
Формула / Реферат:
Изобретение относится к металлургии и машиностроению и направлено на совершенствование термической обработки стальных колес.Техническим результатом изобретения является повышение механических свойств закаливаемого колеса, путем достижения эффекта термомеханической обработки, за счет обеспечения дополнительного прижатия колеса приводными роликами с помощью гидроцилиндров, при которой подавляется развитие рекристаллизационных процессов и создается...
Индуктор-спрейер для термообработки ведущих колес тракторов
Номер предварительного патента: 3210
Опубликовано: 15.03.1996
Авторы: Качанов Александр Николаевич, Королева Татьяна Геннадьевна, Дранкович Николай Титович
Метки: индуктор-спрейер, термообработки, тракторов, колес, ведущих
Формула / Реферат:
Изобретение относится к области высокочастотного нагрева металлов, в частности к индукторам для закалки зубчатых колес.Для - повышения качества термообработки колес индуктор-спрейер дополнительно содержит повторяющий контур зубчатого венца индуктирующий провод, на внутренней поверхности которого выполнены отверстия для охлаждения колес после нагрева и позубные впадины, а также внизу под индуктором короткозамкнутый виток для оттеснения основного...
Устройство для раскрутки колес шасси самолета

Номер патента: 262
Опубликовано: 30.12.1993
Авторы: Майлибаев Марат Муратович, Шураев Кенес Мирзаханович
МПК: B64C 25/40
Метки: шасси, раскрутки, устройство, колес, самолета
Формула / Реферат:
Изобретение относится к авиационной технике, а именно к устройствам для раскрутки колес шасси. Целью изобретения является уменьшение габаритов устройства Устройство для раскрутки колес шасси самолета установлено на боковой части поверхности ступицы 1 колеса и выполнено в виде радиальной турбины с рабочими лопатками 2, установленными с взаимным перекрытием, рабочие лопатки выполнены в поперечном сечении выпуклыми во внешнюю сторону бочкообразно...
Предыдущий патент: Ветроэнергетическая установка
Следующий патент: Устройство для непрерывного прессования металла
Случайный патент: Тормозная система подвижного состава (варианты) и клапан ограничения давления зарядки запасного резервуара