Электродное покрытие
Номер патента: 11619
Опубликовано: 16.04.2007
Авторы: Абдурахманов Рустамбек Убайдуллаевич, Айтуреев Мурат Жарылкасынович, Джалилов Карим Асанович, Есимов Беген Омарович, Рашев Акылбек Орынбасарович
Формула / Реферат
Изобретение относится к области сварочного производства, в частности, к покрытиям электродов, используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей.
Технический результат изобретения - повышение устойчивости горения сварочной дуги, достигается использованием электродного покрытия при следующем соотношении компонентов, мас. %: мрамор - 0,5-18, ферромарганец - 10-20, каолин - 1-10, целлюлозу - 0,5-8, коллективный рутил-ильменитовый концентрат - 30-78, полевой шпат - 0,5-24, карбоксиметилцеллюлоза - 0,1-1,8, слюда мусковит - 4-26.
Текст
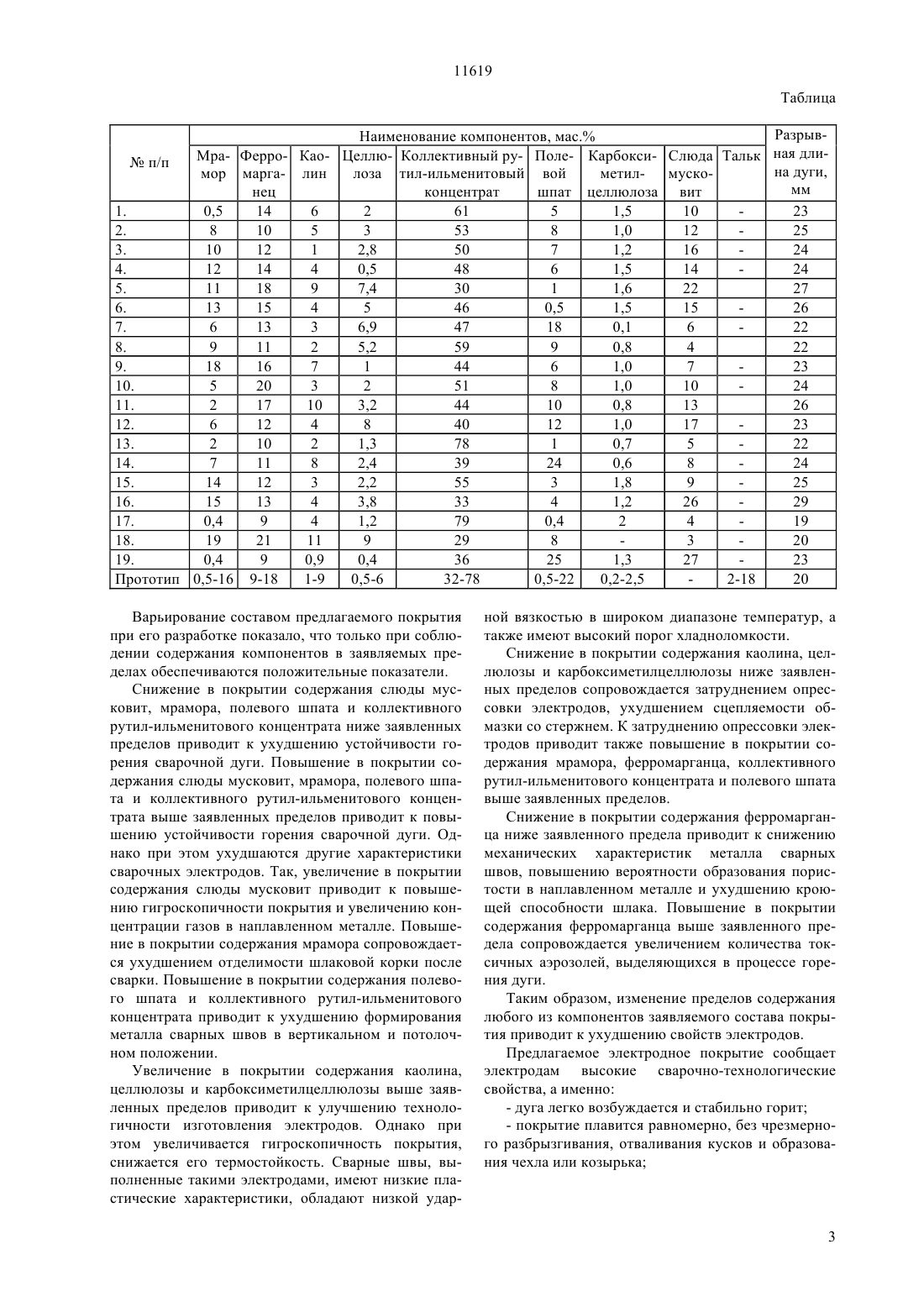
КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Изобретение относится к области сварочного производства, в частности, к покрытиям электродов,используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей. Технический результат изобретения - повышение устойчивости горения сварочной дуги, достигается использованием электродного покрытия при следующем соотношении компонентов, мас.мрамор(72) Есимов Беген Омарович Абдурахманов Рустамбек Убайдуллаевич Айтуреев Мурат Жарылкасынович Джалилов Карим Асанович Рашев Акылбек Орынбасарович(56) Предварительный патент РК 10308, Б.И.6, 2001 11619 Изобретение относится к сварочному производству, в частности, к покрытиям электродов, используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей. Известно электродное покрытие (а. с 831466,кл. 23 К 35/365, 1981), используемое для сварки низколегированных сталей, содержащее, мас. рутиловый концентрат 25-35 мрамор 18-20 тальк 8-12 ферромарганец 14-17 каолин 3-5 целлюлоза 1,5-2 дистен-силиманитовый концентрат 1-3 15-25 ильменитовый концентрат Недостатком приведенного состава электродного покрытия является то, что оно не обеспечивает достаточно устойчивого горения сварочной дуги и легкого прессования электродов. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является электродное покрытие (предпатент К 10308, кл. В 23 К 35/365, 2001), используемое для сварки малоуглеродистых и низколегированных сталей, содержащее, мас.мрамор 0,5-16 тальк 2-28 ферромарганец 9-18 каолин 1-9 целлюлоза 0,5-6 коллективный рутил-ильменитовый концентрат 32-78 полевой шпат 0,5-22 карбоксиметилцеллюлоза 0,2-2,5 Однако данное электродное покрытие не обеспечивает достаточно устойчивого горения сварочной дуги. Технический результат изобретения - повышение устойчивости горения сварочной дуги, который достигается тем, что электродное покрытие для сварки малоуглеродистых и низколегированных сталей,включающее мрамор, ферромарганец, каолин, целлюлозу, коллективный рутил-ильменитовый концентрат, полевой шпат, карбоксиметилцеллюлозу,дополнительно содержит слюду мусковит, при следующем соотношении компонентов, мас.мрамор 0,5-18 ферромарганец 10-20 каолин 1-10 целлюлоза 0,5-8 коллективный рутил-ильменитовый концентрат 30-78 полевой шпат 0,5-24 карбоксиметилцеллюлоза 0,1-1,8 слюда мусковит 4-26. Коллективный рутил-ильменитовый концентрат в электродном покрытии выполняет функции шлакообразующего компонента. Его введение способствует улучшению сварочно-технологических свойств электродов. Ферромарганец выполняет функции раскисляющего и легирующего компонента. Каолин выполняет функции пластификатора и шлакообразующего компонента. Функции пластификаторов в электродном покрытии выполняют также целлюлоза и карбоксиметилцеллюлоза. Целлюлоза, кроме того, выполняет функции газообразующего компонента, а карбоксиметилцеллюлоза функции связующего компонента. Мрамор в электродном покрытии выполняет функции шлакообразующего, газообразующего и стабилизирующего компонента, а полевой шпат - функции шлакообразующего и стабилизирующего компонента. Слюда мусковит вводится в состав покрытия в качестве стабилизирующего, пластифицирующего и шлакообразующего компонента. При приготовлении электродного покрытия его замешивают в жидком калиевом, калиевонатриевом или натриевом стекле, имеющем плотность 1,31,5 г/см 3 и модуль 2,8-3,6. Количество жидкого стекла к массе сухой шихты берется в пределах 18-26 . Перед замешиванием в жидком стекле компоненты электродного покрытия сушат и измельчают. Размер зерен должен находиться в пределах 40- 200 мкм. Приготовленную мокрую смесь брикетируют, а затем прессуют под давлением 140-260 атм. Предварительную сушку (провяливание) электродов осуществляют при температуре 40-70 С в течение 2530 минут. После провяливания электроды прокаливают при температуре 130-190 С в течение 40-60 минут. Конкретные составы предлагаемого электродного покрытия и их свойства представлены в таблице. Оценку устойчивости горения сварочной дуги производили классическим способом путем замера расстояния между испытываемым электродом и изделием после естественного обрыва стоячей дуги. В качестве материала стержня электродов использовали сварочную проволоку марки Св 08 А диаметром 4,0 мм. Внешний диаметр обмазки находился в пределах 6,2-6,3 мм. Сварку и наплавку производили на переменном и постоянном токе прямой и обратной полярности, используя пластины из стали марок Ст 3 и 12 ГС. Разрывную длину определяли при сварке на постоянном токе прямой полярности, питая дугу от сварочного выпрямителя марки ВД-302. 11619 Таблица РазрывНаименование компонентов, мас. Мра- Ферро- Као- Целлю- Коллективный ру- Поле- Карбокси- Слюда Тальк ная дли п/п на дуги,мор марга- лин лоза тил-ильменитовый вой метил- мускомм нец концентрат шпат целлюлоза вит 1. 0,5 14 6 2 61 5 1,5 10 23 2. 8 10 5 3 53 8 1,0 12 25 3. 10 12 1 2,8 50 7 1,2 16 24 4. 12 14 4 0,5 48 6 1,5 14 24 5. 11 18 9 7,4 30 1 1,6 22 27 6. 13 15 4 5 46 0,5 1,5 15 26 7. 6 13 3 6,9 47 18 0,1 6 22 8. 9 11 2 5,2 59 9 0,8 4 22 9. 18 16 7 1 44 6 1,0 7 23 10. 5 20 3 2 51 8 1,0 10 24 11. 2 17 10 3,2 44 10 0,8 13 26 12. 6 12 4 8 40 12 1,0 17 23 13. 2 10 2 1,3 78 1 0,7 5 22 14. 7 11 8 2,4 39 24 0,6 8 24 15. 14 12 3 2,2 55 3 1,8 9 25 16. 15 13 4 3,8 33 4 1,2 26 29 17. 0,4 9 4 1,2 79 0,4 2 4 19 18. 19 21 11 9 29 8 3 20 19. 0,4 9 0,9 0,4 36 25 1,3 27 23 Прототип 0,5-16 9-18 1-9 0,5-6 32-78 0,5-22 0,2-2,5 2-18 20 Варьирование составом предлагаемого покрытия при его разработке показало, что только при соблюдении содержания компонентов в заявляемых пределах обеспечиваются положительные показатели. Снижение в покрытии содержания слюды мусковит, мрамора, полевого шпата и коллективного рутил-ильменитового концентрата ниже заявленных пределов приводит к ухудшению устойчивости горения сварочной дуги. Повышение в покрытии содержания слюды мусковит, мрамора, полевого шпата и коллективного рутил-ильменитового концентрата выше заявленных пределов приводит к повышению устойчивости горения сварочной дуги. Однако при этом ухудшаются другие характеристики сварочных электродов. Так, увеличение в покрытии содержания слюды мусковит приводит к повышению гигроскопичности покрытия и увеличению концентрации газов в наплавленном металле. Повышение в покрытии содержания мрамора сопровождается ухудшением отделимости шлаковой корки после сварки. Повышение в покрытии содержания полевого шпата и коллективного рутил-ильменитового концентрата приводит к ухудшению формирования металла сварных швов в вертикальном и потолочном положении. Увеличение в покрытии содержания каолина,целлюлозы и карбоксиметилцеллюлозы выше заявленных пределов приводит к улучшению технологичности изготовления электродов. Однако при этом увеличивается гигроскопичность покрытия,снижается его термостойкость. Сварные швы, выполненные такими электродами, имеют низкие пластические характеристики, обладают низкой удар ной вязкостью в широком диапазоне температур, а также имеют высокий порог хладноломкости. Снижение в покрытии содержания каолина, целлюлозы и карбоксиметилцеллюлозы ниже заявленных пределов сопровождается затруднением опрессовки электродов, ухудшением сцепляемости обмазки со стержнем. К затруднению опрессовки электродов приводит также повышение в покрытии содержания мрамора, ферромарганца, коллективного рутил-ильменитового концентрата и полевого шпата выше заявленных пределов. Снижение в покрытии содержания ферромарганца ниже заявленного предела приводит к снижению механических характеристик металла сварных швов, повышению вероятности образования пористости в наплавленном металле и ухудшению кроющей способности шлака. Повышение в покрытии содержания ферромарганца выше заявленного предела сопровождается увеличением количества токсичных аэрозолей, выделяющихся в процессе горения дуги. Таким образом, изменение пределов содержания любого из компонентов заявляемого состава покрытия приводит к ухудшению свойств электродов. Предлагаемое электродное покрытие сообщает электродам высокие сварочно-технологические свойства, а именно- дуга легко возбуждается и стабильно горит- покрытие плавится равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька- образующийся при сварке шлак обеспечивает правильное формирование валиков шва, легко удаляются после охлаждения- в металле шва отсутствуют трещины, надрывы и поры- электродами возможна сварка на переменном и постоянном токе прямой н обратной полярности во всех пространственных положениях, включая нижнее, горизонтальное, вертикальное снизу вверх. Предлагаемое электродное покрытие обеспечивает достаточно хорошую технологичность при изготовлении электродов методом прессования. ФОРМУЛА ИЗОБРЕТЕНИЯ Электродное покрытие, включающее мрамор,ферромарганец, каолин, целлюлозу, коллективный рутил-ильменитовый концентрат, полевой шпат,карбоксиметилцеллюлозу, отличающееся тем, что оно дополнительно содержит слюду мусковит, при следующем соотношении компонентов, мас. мрамор 0,5-18 ферромарганец 10-20 каолин 1-10 целлюлоза 0,5-8 коллективный рутил 30-78 ильменитовый концентрат полевой шпат 0,5-24 карбоксиметилцеллюлоза 0,1-1,8 слюда мусковит 4-26
МПК / Метки
МПК: B23K 35/365
Метки: покрытие, электродное
Код ссылки
<a href="https://kz.patents.su/4-11619-elektrodnoe-pokrytie.html" rel="bookmark" title="База патентов Казахстана">Электродное покрытие</a>
Электродное покрытие
Номер предварительного патента: 10308
Опубликовано: 15.06.2001
Авторы: Есимов Беген Омарович, Беймбетов Асан Нурланович, Джалилов Карим Асанович, Абдурахманов Рустамбек Убайдуллаевич, Айтуреев Мурат Жарылкасынович
МПК: B23K 35/365
Метки: электродное, покрытие
Формула / Реферат:
относится к области сварочного производства, в частности к покрытиям электродов, используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей.Технический результат изобретения - повышение устойчивости горения сварочной дуги и облегчения прессуемости электродов, что достигается использованием электродного покрытия при следующем соотношении компонентов, мас.%: мрамор - 0,5-16, тальк - 2-28, ферромарганец - 9-18, каолин -...
Электродное покрытие
Номер предварительного патента: 10309
Опубликовано: 15.06.2001
Авторы: Айтуреев Мурат Жарылкасынович, Джалилов Карим Асанович, Беймбетов Асан Нурланович, Есимов Беген Омарович, Абдурахманов Рустамбек Убайдуллаевич
МПК: B23K 35/365
Метки: покрытие, электродное
Формула / Реферат:
Изобретение относится к области сварочного производства, в частности к покрытиям электродов, используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей.Технический результат изобретения - повышение ударной вязкости сварных швов при низких температурах и облегчение прессуемости электродов, что достигается использованием электродного покрытия при следующем соотношении компонентов, мас.%: мрамор - 28-58, плавиковый шпат -...
Электродное покрытие
Номер предварительного патента: 15286
Опубликовано: 17.01.2005
Авторы: Беймбетов Асан Нурланович, Абдурахманов Рустамбек Убайдуллаевич, Есимов Беген Омарович, Айтуреев Мурат Жарылкасынович, Джалилов Карим Асанович
МПК: B23K 35/365
Метки: покрытие, электродное
Формула / Реферат:
Изобретение относится к области сварочногопроизводства, в частности, к покрытиям электродов,используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей.Решаемая изобретением задача - повышениемеханических свойств металла сварных швов и соединений. Это достигается использованием электродного покрытия при следующем соотношениикомпонентов, мас.%: коллективный рутил-ильменитовый концентрат - 28-45, мрамор - 3-20, тальк 1-12,...
Электродное покрытие
Номер патента: 11618
Опубликовано: 14.04.2006
Авторы: Есимов Беген Омарович, Абдурахманов Рустамбек Убайдуллаевич, Айтуреев Мурат Жарылкасынович, Джалилов Карим Асанович
МПК: B23K 35/365
Метки: покрытие, электродное
Формула / Реферат:
Изобретение относится к сварочному производству, в частности, к покрытиям электродов, используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей.Технический результат изобретения - облегчение прессуемости электродов, тем, достигается использованием электродного покрытия при следующем соотношении компонентов, мас. %: мрамор 25-56, плавиковый шпат 7-43, ферромарганец 6-14, ферросилиций 5-12, ферротитан 4-15,...
Электродное покрытие
Номер патента: 11620
Опубликовано: 14.04.2006
Авторы: Айтуреев Мурат Жарылкасынович, Абдурахманов Рустамбек Убайдуллаевич, Есимов Беген Омарович, Джалилов Карим Асанович
МПК: B23K 35/365
Метки: электродное, покрытие
Формула / Реферат:
Изобретение относится к сварочному производству, в частности, к покрытиям электродов, используемых для ручной дуговой сварки малоуглеродистых и низколегированных сталей.Технический результат изобретения - получение сварных швов, обладающих при низких температурах более высокой ударной вязкостью, что достигается использованием электродного покрытия при следующем соотношении компонентов, мас. %: мрамор 24-52, плавиковый шпат 6-40,...
Предыдущий патент: Устройство для контроля времени выполнения программы
Следующий патент: Способ подземного выщелачивания металлов через систему технологических скважин
Случайный патент: Способ дезактивации почвы (варианты)