Способ снижения анизотропии листовых металлов лазерной обработкой
Номер инновационного патента: 26795
Опубликовано: 15.04.2013
Формула / Реферат
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке деталей на листоштамповочных многопозиционных автоматах (ЛМА).
Для повышения пластичности листовых материалов за счет снижения анизотропии, позволяющей создать устойчивые технологические процессы глубокой вытяжки полых деталей, обеспечивающих качество и точность вытянутого стакана и снижение фестонообразования (гофрообразования) способ включает воздействие на обрабатываемый металл в зоне деформирующего контакта импульсным лазерным излучением со скоростью 0,5±0,01 м/с с фиксируемой мощностью излучения в пределах 500 - 600 Вт при толщине листового металла в пределах S=0,5-4,0 мм
Текст
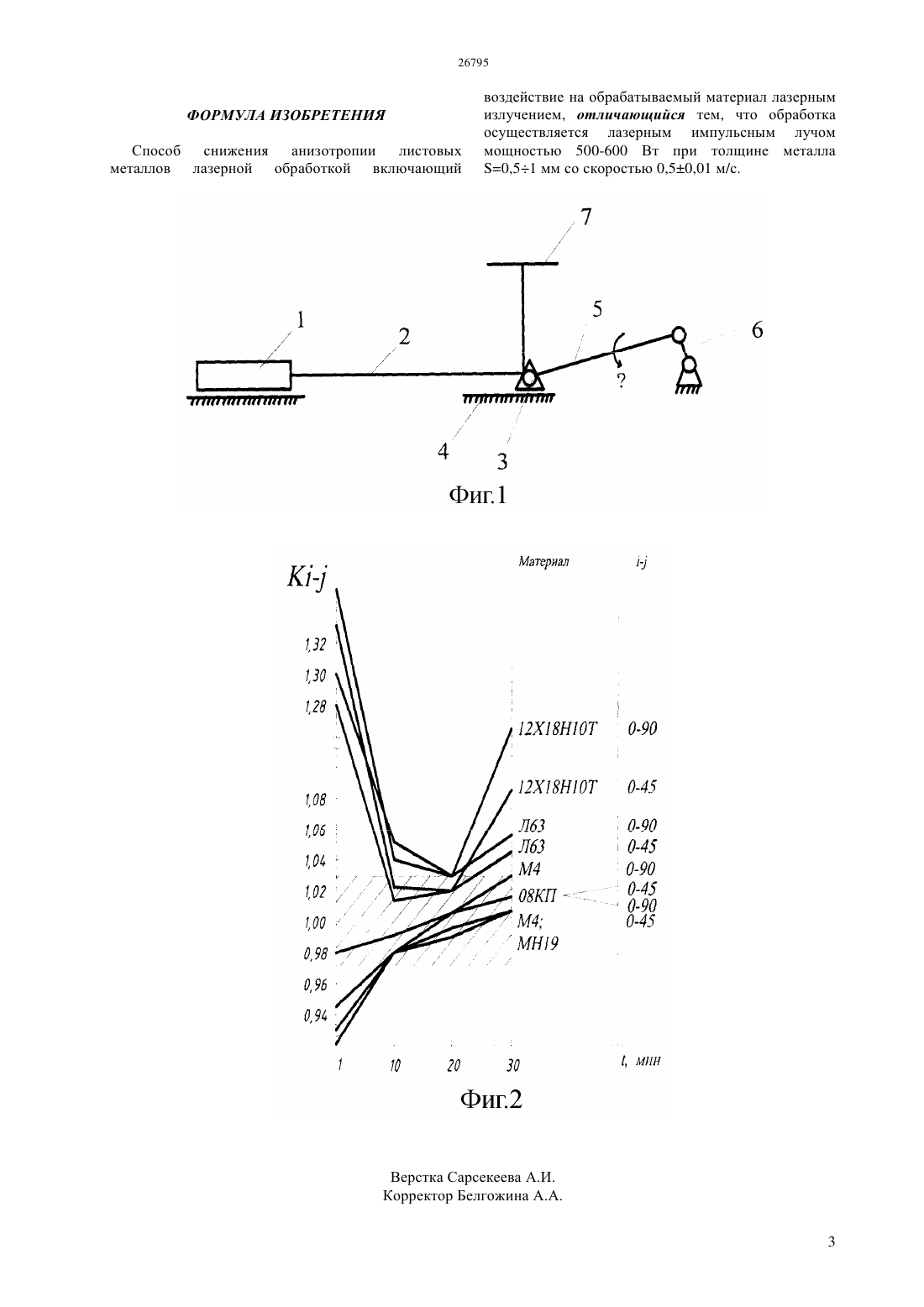
(51) 21 1/09 (2006.01) 22 1/16 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН(57) Изобретение относится к обработке металлов давлением и может быть использовано при штамповке деталей на листоштамповочных многопозиционных автоматах (ЛМА). Для повышения пластичности листовых материалов за счет снижения анизотропии,позволяющей создать устойчивые технологические процессы глубокой вытяжки полых деталей,обеспечивающих качество и точность вытянутого стакана и снижение фестонообразования(гофрообразования) способ включает воздействие на обрабатываемый металл в зоне деформирующего контакта импульсным лазерным излучением со скоростью 0,50,01 м/с с фиксируемой мощностью излучения в пределах 500 - 600 Вт при толщине листового металла в пределах 0,54,0 мм.(72) Орлова Елена Петровна Поветкин Виталий Васильевич(73) Республиканское государственное предприятие на праве хозяйственного ведения Казахский национальный технический университет им. К.И.Сатпаева Министерства образования и науки Республики Казахстан(56) Авторское свидетельство РФ 2345148, кл. С 21 1/09, опубл. 27.01.2009 г(54) СПОСОБ СНИЖЕНИЯ АНИЗОТРОПИИ ЛИСТОВЫХ МЕТАЛЛОВ ЛАЗЕРНОЙ ОБРАБОТКОЙ Изобретение относится к обработке металлов давлением и может быть использовано при штамповке деталей па листоштамповочных многопозиционных автоматах (ЛМА). Известен способ А.с. СССР 462886, 22 1/08. Опубл. 05.03.1975 Бюл. 9 наложение ультразвуковых колебаний (УЗК) в зоне контакта деформируемого инструмента с деформируемым металлом, для увеличения пластичности при холодной обработке. Этот способ заключается в том, что плоский прокат из сплавов па медной основе подвергают ультразвуковой обработке в диапазоне частот от 15 до 21,5 кГц в месте контакта с роликами при протяжке его со скоростью 2040 мм/сек в среде, содержащей 95-99 глицерина и 1-5 трансформаторного масла. Недостатками известного способа является ультразвуковые колебания влияют не только на деформируемый металл, но и на деформирующий инструмент, что отрицательно сказывается на механической стойкости последнего,т.к. деформирующий инструмент выходит из строя значительно быстрее,чем без наложения ультразвуковых колебаний. Влияние УЗК на пластичность зависит от анизотропии, что приводит к неравномерности деформаций и ухудшает механические свойства. Скорость деформирования при наложении УЗК допускается сравнительно небольшая (20-40 мм/сек),что не соответствует современным требованиям,например, в штамповке скорость деформирования 500 мм/сек. Наиболее близким техническим решением является способ лазерной обработки А.с РФ 2345148, 21 1/09 Опубл. 27.01.2009,заключающийся в воздействии на обрабатываемый материал непрерывным лазерным излучением,сфокусированным в световое пятно в виде отрезка,перемещаемым по заданной траектории с постоянной или переменной скоростью, при предварительно определяемой допустимой максимальной температуре на поверхности обрабатываемого материала,превышающей температуру необходимого структурного или фазового превращения, скорости перемещения светового отрезка и максимальной температуры вдоль линии перемещения светового отрезка в центре и на расстоянии х/2 от центра, гдеширина зоны обработки, по этим параметрам настраивают мощность и распределение плотности мощности лазерного излучения, а длинусветового отрезка выбирают в диапазоне значений (1,0 1,3). Недостатком известного технического решения является то, что в данном способе используется обработка определенной зоны металлов и не металлических материалов. Задачей изобретения является повышения пластичности листовых материалов за счет снижения анизотропии, позволяющей создать устойчивые технологические процессы глубокой вытяжки полых деталей, обеспечивающих качество и точность вытянутого стакана. 2 Повышение пластичности достигается тем, что оказывается воздействие на обрабатываемый металл в зоне деформирующего контакта импульсным лазерным излучением со скоростью 0,50,01 м/с с фиксируемой мощностью излучения в пределах 500- 600 Вт при толщине листового металла в пределах 0,51,0 мм. При вытяжке анизотропных материалов в связке с фестонообразованием(гофроооразованием),обусловленным различием механических свойств в разных направлениях, толщина стенки изменяется не только по образующей, но и по периметру,причем в большей степени изменение толщины происходит по впадине, и в меньшей, по фестону. Очевидно, что в этом случае разнотолщинность стенки по образующей и по периметру характеризует качество и точность вытянутого стакана. Предлагаемый способ позволяет достигнуть снижения анизотропии (получения изотропной для пластичности структуры, коэффициент анизотропии пластичности становится равным единице) и снижение фестонообразования (гофрообразования) лазерной обработкой. Способ иллюстрируется схемой, представленной на фиг.1. На фиг.1 позициями обозначены 1- лазер 2 излучение 3 - зеркало 4 - направляющие 5,6 привод 7 - лента или полоса металла. Лазер 1 укреплен на регулируемой подставке. Излучение 2 попадает на зеркало 3 и, отражаясь,попадает на ленту или полосу металла 7. Для сканирования в плоскости листа призма с зеркалом движется в направляющих 4 под действием привода 5 и 6. Металл движется в плоскости,перпендикулярной чертежу. Таким образом,создается плоская развертка луча лазера. Скоростьпривода 6 и скорость подачи металла 7 подбираются таким образом, чтобы импульс лазерного воздействия обработки был равен скорости штамповки, установка может работать полностью в автоматическом режиме без присутствия человека. Предлагаемый способ воздействия импульсного лазерного излучения на поверхность металлов снижает анизотропию (создается изотропная структура металла), что увеличивает пластичность в плоскости листа. Пример. На фиг.2 показана зависимость коэффициента анизотропии пластичности образцов от времени воздействия лазерного излучения для различных металлов. Анализ фиг.2 показывает, что предельная пластичность цветных металлов возрастает при воздействии излучения на 17-25, а нержавеющих на 40-68 по сравнению с пластичностью без воздействия излучения. Техническое преимущество описанного способа заключается в том, что пластичность нержавеющих сталей с наложением УЗК увеличивается в среднем на 15-20 , а с наложением излучения лазера - до 60 (в 3-4 раза). Стойкость штампов при наложении УЗК на 20-30 ниже стойкости инструмента при наложении лазерного излучения (экономический эффект). ФОРМУЛА ИЗОБРЕТЕНИЯ Способ снижения анизотропии листовых металлов лазерной обработкой включающий воздействие на обрабатываемый материал лазерным излучением, отличающийся тем, что обработка осуществляется лазерным импульсным лучом мощностью 500-600 Вт при толщине металла 0,51 мм со скоростью 0,50,01 м/с.
МПК / Метки
Метки: листовых, снижения, анизотропии, металлов, обработкой, лазерной, способ
Код ссылки
<a href="https://kz.patents.su/3-ip26795-sposob-snizheniya-anizotropii-listovyh-metallov-lazernojj-obrabotkojj.html" rel="bookmark" title="База патентов Казахстана">Способ снижения анизотропии листовых металлов лазерной обработкой</a>
Способ изготовления или восстановления детали из тугоплавкого металла очищенным лазерной обработкой и плавлением тугоплавким металлом и его сплавом
Номер предварительного патента: 17770
Опубликовано: 15.09.2006
Авторы: Кумар, Прабхат, АЙМОН, Поль, Р., ДЖЕПСОН, Питер, Р.
МПК: C23C 26/00
Метки: изготовления, очищенным, металлом, детали, лазерной, тугоплавким, металла, тугоплавкого, обработкой, сплавом, способ, плавлением, восстановления
Формула / Реферат:
Изобретение относится к способу изготовления детали из тугоплавкого металла, который включает:(a) загрузку частиц порошка металла в бункер для подачи в лазерную аддитивную камеру,(b) подачу субстрата в лазерную аддитивную камеру,(c) подачу частиц порошка металла в аддитивную камеру на последовательные точки на субстрате по линии,(d) плавление субстрата и порошка лучом лазера и создание множественных покрытий регулируемой микроструктуры,(e)...
Способ модификации поверхности углеродистой стали импульсной лазерной обработкой
Номер предварительного патента: 7409
Опубликовано: 15.04.1999
Авторы: Кудинцев Эдуард Максимович, Пометелин Рудольф Виньяминович, Назаров Юрий Константинович
МПК: C21D 1/09
Метки: поверхности, модификации, лазерной, углеродистой, обработкой, импульсной, стали, способ
Формула / Реферат:
Изобретение относится к технологии термической обработки стали и может быть применено в строительной, дорожной, нефтедобывающей технике.
Для повышения прочности и износоустойчивости поверхностного слоя стали проводят импульсную лазерную обработку поверхностного слоя образца из стали 45, выбирают оптимальные параметры облучения лазером: энергию 250 Дж и расположение облучаемого образца в фокусе линзы лазера.
Способ формообразования деталей из листовых заготовок
Номер инновационного патента: 26058
Опубликовано: 14.09.2012
Авторы: Богомолов Алексей Витальевич, Сержанов Радул Идаятович, Быков Петр Олегович, Науразбаева Айгуль Асылхановна
МПК: B21D 7/00
Метки: способ, формообразования, деталей, заготовок, листовых
Формула / Реферат:
Изобретение относится к обработке металлов давлением и направлено на совершенствование формообразования деталей из листовых заготовок.Техническим результатом изобретения является повышение качества металлоизделий за счет уменьшения пружинения листовой заготовки и обеспечения необходимых пластических свойств материала в зоне деформации, за счет нагрева зоны деформации листовой заготовки, ограниченной ширинойН = πR/2,где R - радиус гиба листовой...
Способ получения арсенатов металлов
Номер предварительного патента: 7392
Опубликовано: 15.04.1999
Авторы: Буркитбаев Мукаш Мырзабаевич, Турдиева Урият Тохтахуновна
МПК: C01G 28/02
Метки: металлов, арсенатов, способ, получения
Формула / Реферат:
Изобретение относится к химической технологии получения неорганических солей. И может быть использовано, в частности, для получения арсенатов металлов.Для создания радиационно-химического способа получения арсенатов металлов, упрощения процесса и улучшения экологических условий осуществления процесса при одинаковом выходе продукта используют способ получения арсенатов металлов, включающий окисление мышьяксодержащего материала с последующим...
Способ снижения содержания примесей щелочного металла в растворах металлата аммония
Номер предварительного патента: 17081
Опубликовано: 15.03.2006
Авторы: Виктор Штоллер, Герхард Гилле, Юлиане Меезе-Марктшеффель, Михаель Эрб, Армин Ольбрих
МПК: C01G 1/00
Метки: растворах, аммония, металлата, снижения, щелочного, способ, примесей, содержания, металла
Формула / Реферат:
Способ снижения содержания примесей щелочного металла, в частности, калия, в растворах металлата аммония, причем раствор металлата аммония подвергают мембранной фильтрации, и причем пермеат, образующийся при мембранной фильтрации, для удаления сконцентрированных в нем примесей щелочного металла обрабатывают катионитом и после такой обработки присоединяют к ретентату.
Предыдущий патент: Способ выплавки конвертерной стали
Следующий патент: Способ холодной прокатки
Случайный патент: Способ изменения оптической силы линзы искусственного хрусталика и искусственный хрусталик Курилова.