Способ периодической бухтовой прокатки труб
Номер патента: 12715
Опубликовано: 17.01.2005
Авторы: Креймер Эдуард Львович, Ухов Александр Васильевич, Кашуба Марина Владимировна, Сульменев Виталий Сергеевич, Мышкин Олег Николаевич
Формула / Реферат
Изобретение относится к трубопрокатному
производству и может быть использовано при изготовлении труб из цветных металлов.
Предложен способ периодической бухтовой прокатки труб, включающий порционную подачу заготовки и обжатие каждой порции ручьевыми валками
на плавающей оправке, при этом ручьевые валки
совершают между обжатиями поворот вокруг
продольной оси заготовки, что обеспечивает стабильность прокатки, получение труб высокого качества и осуществление процесса с высокой производительностью.
Текст
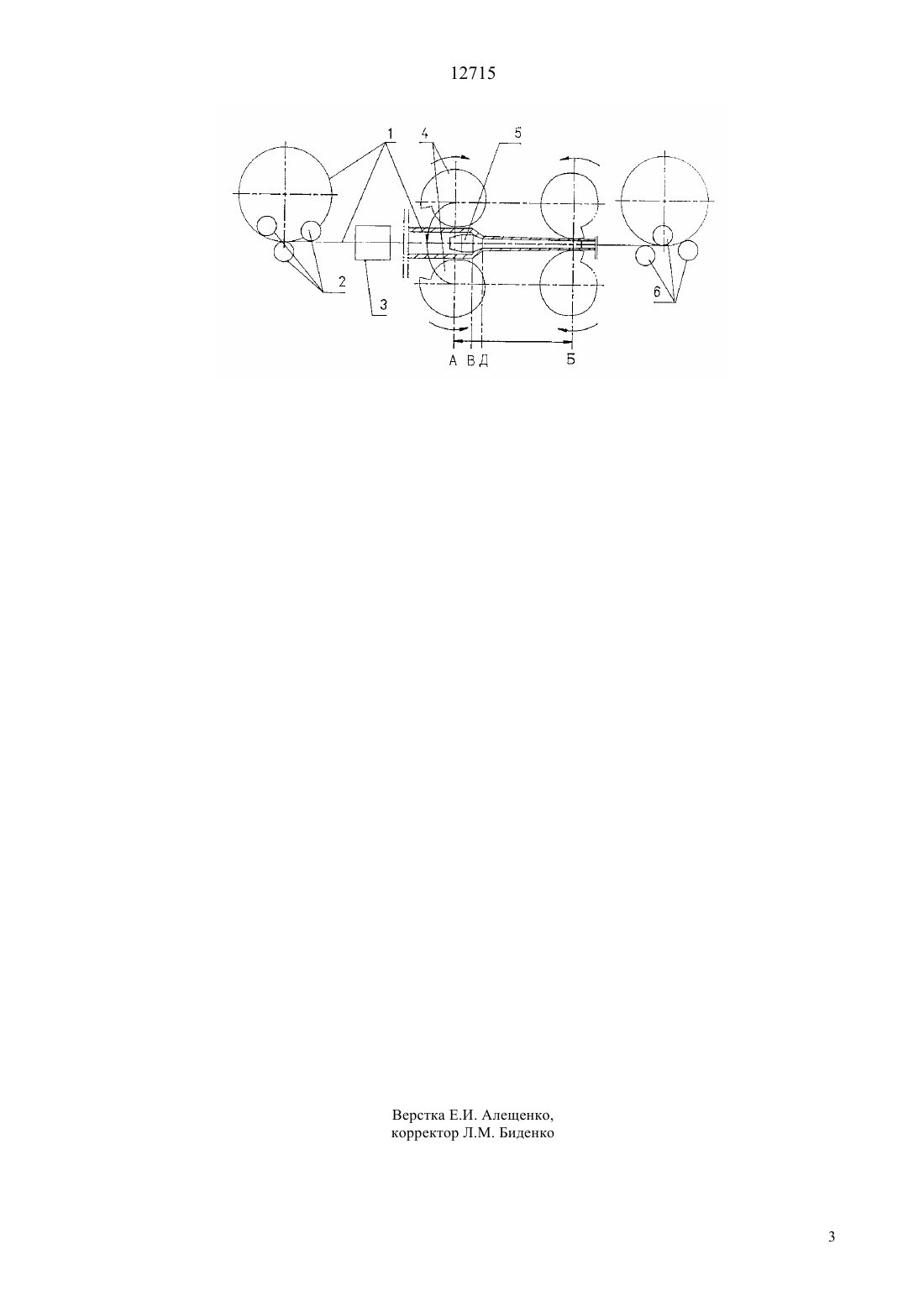
(51)7 21 21/00 ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ КАЗАХСТАН(76) Ухов Александр ВасильевичСульменев Виталий СергеевичМышкин Олег НиколаевичКашуба Марина ВладимировнаКреймер Эдуард Львович(54) СПОСОБ ПЕРИОДИЧЕСКОЙ БУХТОВОЙ ПРОКАТКИ ТРУБ(57) Изобретение относится к трубопрокатному производству и может быть использовано при изготовлении труб из цветных металлов. Предложен способ периодической бухтовой прокатки труб, включающий порционную подачу заготовки и обжатие каждой порции ручьевыми валками на плавающей оправке, при этом ручьевые валки совершают между обжатиями поворот вокруг продольной оси заготовки, что обеспечивает стабильность прокатки, получение труб высокого качества и осуществление процесса с высокой производительностью. 12715 Изобретение относится к трубопрокатному производству и может быть использовано при изготовлении труб из цветных металлов. Известен способ периодической прокатки труб,включающий деформацию заготовки в зоне конуса деформации валками с ручьем переменного профиля на плавающей оправке с поворотом в момент отсутствия контакта валков с заготовкой. Для раскатки заусенцев по обе стороны зоны конуса деформации прикладывают крутящий момент поворачивающим устройством. При этом на участке трубы с конусом деформации осуществляют знакопеременный поворот трубы и каждое поперечное сечение имеет постоянное тангенциальное перемещение,равное углу поворота (а. с. СССР 403454, кл. В 21 В 21/00, 1973). Способ позволяет осуществлять бухтовую прокатку труб, но в связи с уменьшением крутящего момента на концевых участках бухтовой заготовки в зоне конуса деформации значительно затрудняется раскатка выпусков на концевых участках заготовки. Это является недостатком способа, так как снижается выход годного из-за необходимости удалять концевой участок заготовки с нераскатанными выпусками. Известен способ периодической бухтовой прокатки труб, включающий порционную подачу заготовки, обжатие каждой порции ручьевыми валками на плавающей оправке и поворот между обжатиями передним и задним патронами части заготовки, расположенной между ними. Способ предусматривает раскатку выпусков на концевых участках заготовок,для чего после выхода из заднего патрона конца заготовки его поворачивают между обжатиями принудительно поворачиваемой оправкой и передним патроном (а. с. СССР 644565, кл. В 21 В 21/00,1979). Исключение необходимости удаления концевых участков заготовок с нераскатанными выпусками позволяет повысить выход годного. К основным недостаткам способа следует отнести то, что труба в процессе прокатки скручивается,что приводит к ее деформации, ухудшается качество труб и резко падает производительность процесса прокатки. Кроме того, в известном способе возможно нарушение стабильности процесса прокатки, так как поворот конца заготовки через хвостовик плавающей оправки, на которой обжимается заготовка,приводит к возникновению дополнительного сопротивления перемещению плавающей оправки, а обжатие заготовки на хвостовике исключает поступление смазки непосредственно к плавающей оправке в зоне прокатки трубы. Задачей настоящего изобретения является разработка стабильного процесса бухтовой прокатки труб на плавающей оправке, а техническим результатом,получаемым от использования изобретения, - улучшение качества прокатываемых труб и повышение производительности процесса. Указанный технический результат достигается в способе периодической бухтовой прокатки труб, 2 включающем порционную подачу заготовки и обжатие каждой порции ручьевыми валками на плавающей оправке, при этом ручьевые валки совершают между обжатиями поворот вокруг продольной оси заготовки. Основное отличие предлагаемого способа от известного заключается в том, что в известном способе поворачивается труба, а в предлагаемом клеть с ручьевыми валками совершает поворот вокруг продольной оси трубной заготовки. В результате не происходит деформации трубы, что позволяет улучшить качество труб и одновременно увеличить производительность процесса. Кроме того, отсутствие в предлагаемом способе поворота трубной заготовки позволяет исключить негативные факторы,влияющие на стабильность процесса прокатки. На фигуре показана схема осуществления предлагаемого способа. Способ осуществляют следующим образом. Заготовку 1 разматывают из бухты правильными роликами 2 и порционно подают патроном подачи 3 в ручьевые валки 4, которые на участке А-Б совершают возвратно-поступательное перемещение вдоль заготовки, а на участке А-В совершают между обжатиями поворот вокруг продольной оси заготовки на угол в пределах 60-90 градусов, т. е. полный поворот валков вокруг заготовки происходит за несколько циклов обжатия. На участке А-Б внутри заготовки 1 расположена плавающая оправка 5, на которой производится обжатие трубы ручьевыми валками 4. Далее прокатанная заготовка сворачивается в бухту роликами 6. В процессе прокатки ручьевые валки 4 и плавающая оправка 5 контактируют с заготовкой 1 следующим образом. На участке А-В ручьевые валки 4 не контактируют с заготовкой. На этом участке производится порционная подача заготовки 1 вместе с плавающей оправкой 5 и поворот ручьевых валков 4 вокруг заготовки 1. На участке В-Д начинается обжатие заготовки 1 ручьевыми валками 4 до соприкосновения с плавающей оправкой 5, которая под воздействием сил,возникающих в зоне обжатия, смещается в сторону патрона подачи 3 на величину подачи. На участке Д-Б продолжается обжатие заготовки 1 без смещения плавающей оправки 5. Использование предлагаемого способа прокатки обеспечивает по сравнению с известным способом стабильность прокатки, получение труб высокого качества и осуществление процесса с высокой производительностью. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ периодической бухтовой прокатки труб,включающий порционную подачу заготовки и обжатие каждой порции ручьевыми валками на плавающей оправке, отличающийся тем, что между обжатиями совершают поворот ручьевых валков вокруг продольной оси заготовки.
МПК / Метки
МПК: B21B 21/00
Метки: труб, прокатки, способ, периодической, бухтовой
Код ссылки
<a href="https://kz.patents.su/3-12715-sposob-periodicheskojj-buhtovojj-prokatki-trub.html" rel="bookmark" title="База патентов Казахстана">Способ периодической бухтовой прокатки труб</a>
Предыдущий патент: Гербицидно-действующее средство и способ борьбы с сорняками
Следующий патент: Сошник для подпочвенного разбросного внесения удобрений
Случайный патент: Зрелищное сооружение из сборных элементов