Спиральное сверло зигзаг без поперечной кромки с наклоном главных режущих кромок и поднутрением
Формула / Реферат
Сверло для эффективного производительного сверления стали, чугунов и других металлов и сплавов. Спиральные (винтовые) стружечные канавки образованы сочетанием винтовых линейчатых поверхностей (в сечении, перпендикулярном оси, имеющих форму прямых линий или сочетание прямых линий и окружностей); перья сверла выполнены разной ширины, асимметрично расположены, между ними расположена косая перемычка, на косой перемычке выполнена разделительная канавка в виде углубления вдоль оси сверла на всей площади косой перемычки, которая соединяет перья, образуя в поперечном сечении форму «зигзаг» в виде асимметричной стилизованной буквы «Z». Внешнее перо узкое и расположено на периферии, внутреннее перо образовано срезанием внешней части широкого сверла. Точка перехода широкого пера в косую перемычку совмещена с осью сверла, т.е. стружечная канавка при широком пере распространяется от периферии до оси и тем самым сверло лишено сердцевины, что позволило расположить режущие кромки сверла на одной диаметральной линии и срезать поперечную кромку сверла, создать благоприятные условия резания, исключить повышенный нагрев (который имеет место в зоне сердцевины у традиционных сверл с поперечной кромкой), увеличенное трение и износ сверла, повысить стойкость сверла, увеличить скорость резания (производительность) при работе спирального сверла зигзаг без поперечной кромки.
Поперечная кромка устранена путем прорезания канавки и срезания косой перемычки между перьями до образования внешнего лезвия на коротком пере. Срезанием внешней части широкого пера образовано внутреннее лезвие сверла. Работа лезвий разделена: внутреннее лезвие срезает стружку на площади поперечного сечения, соответствующей 0,5 диаметра отверстия, внешнее лезвие срезает стружку на остальной части поперечного сечения отверстия. У затылка перьев на периферии выполнена выглаживающая ленточка. В приосевой зоне внутреннего пера выполнена подточка и образован ломающий у ступ для обламывания несрезанной части металла вдоль оси отверстия. Сверло имеет прямые или круговые режущие кромки. Прямые режущие кромки для плавности работы наклонены относительно оси. Угол при вершине сверла 2φ≤180°.
Текст
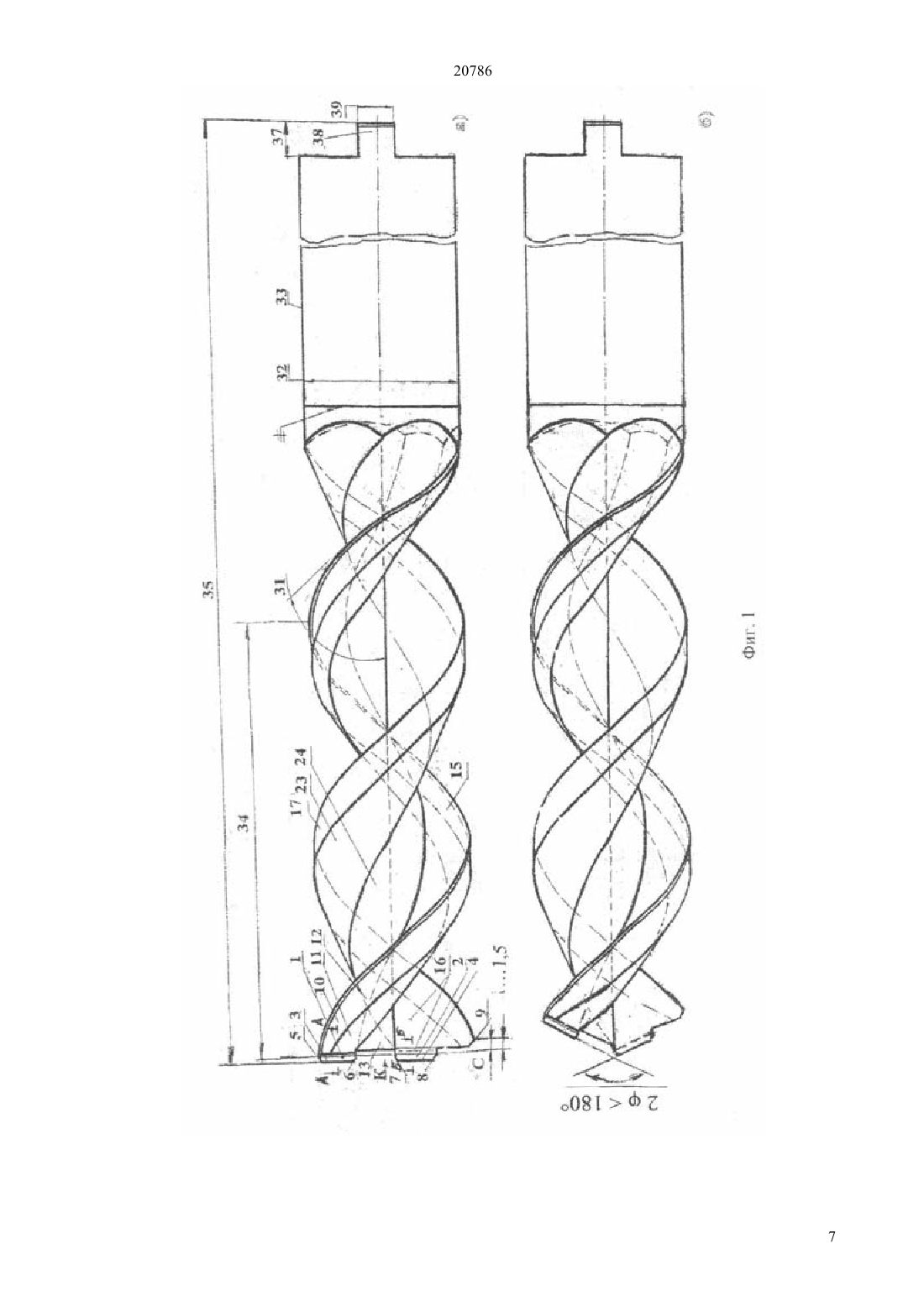
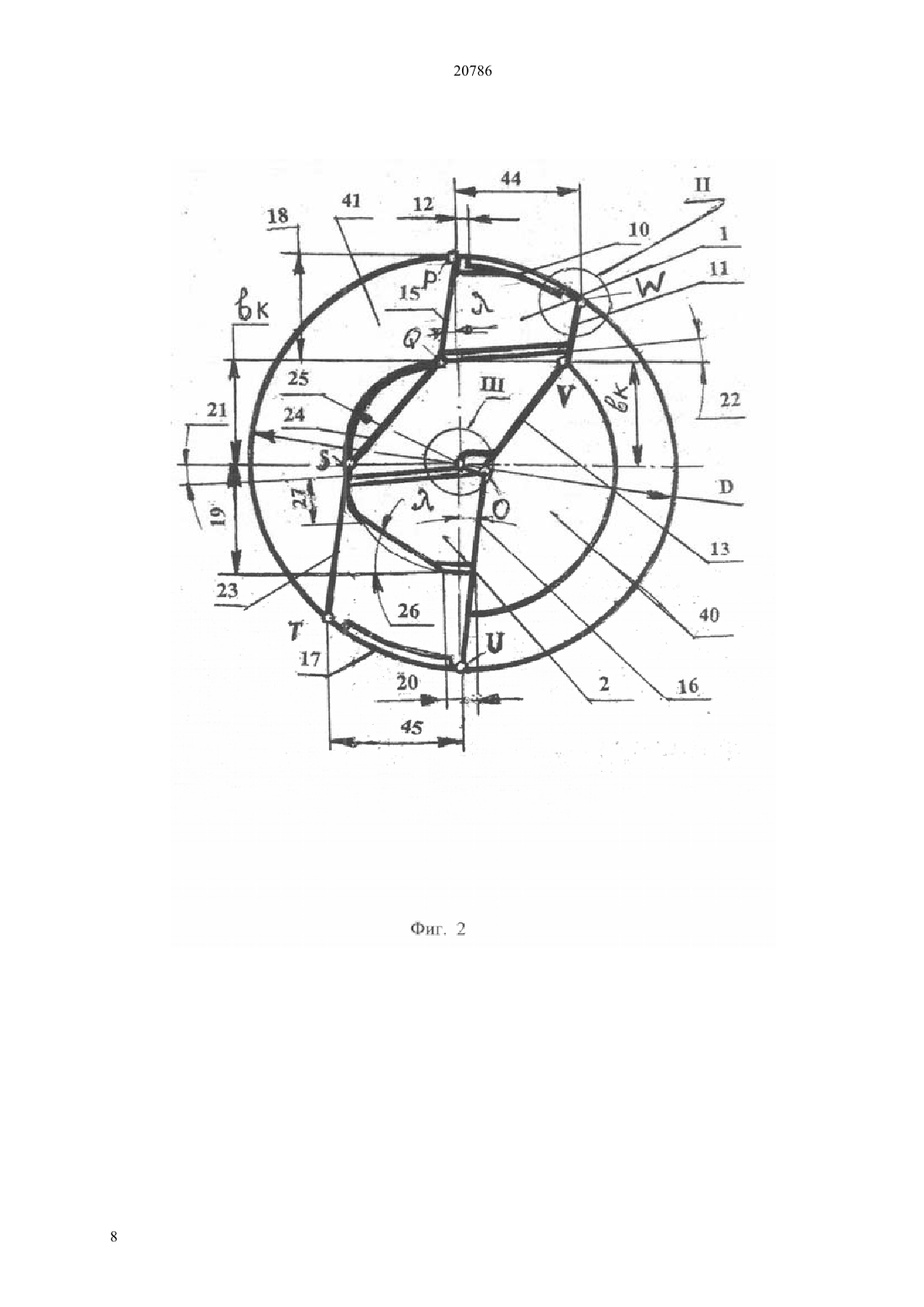
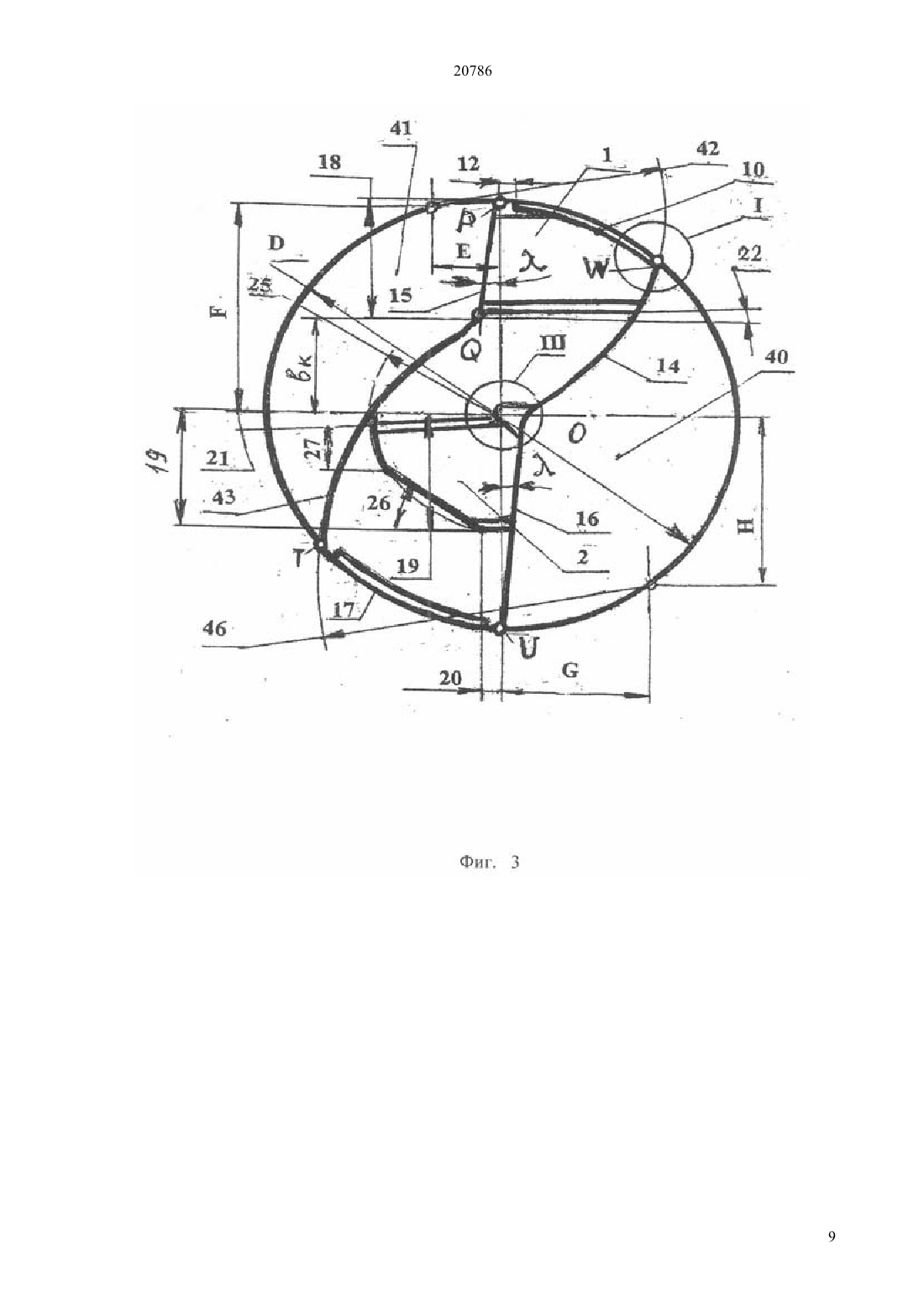
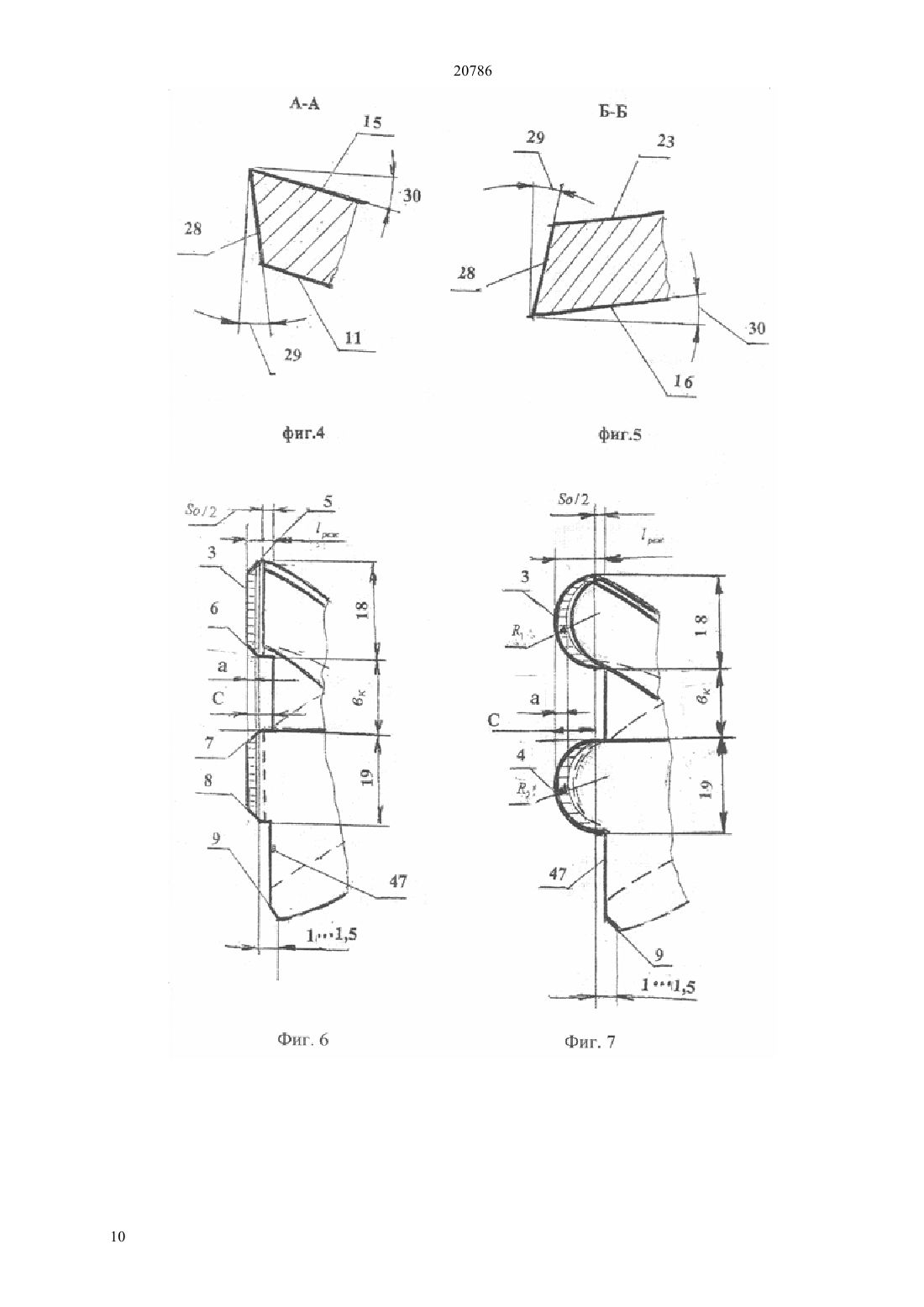
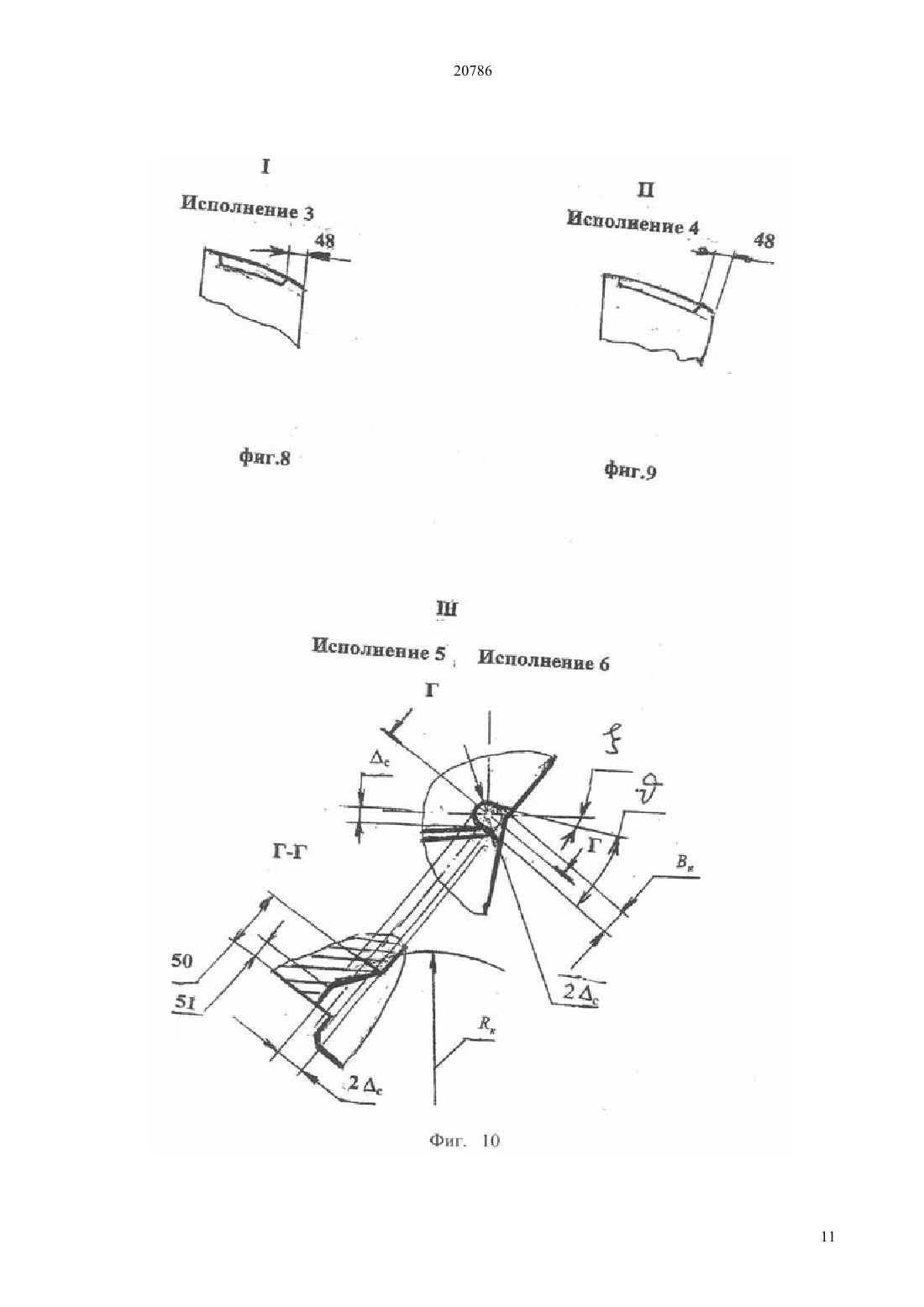
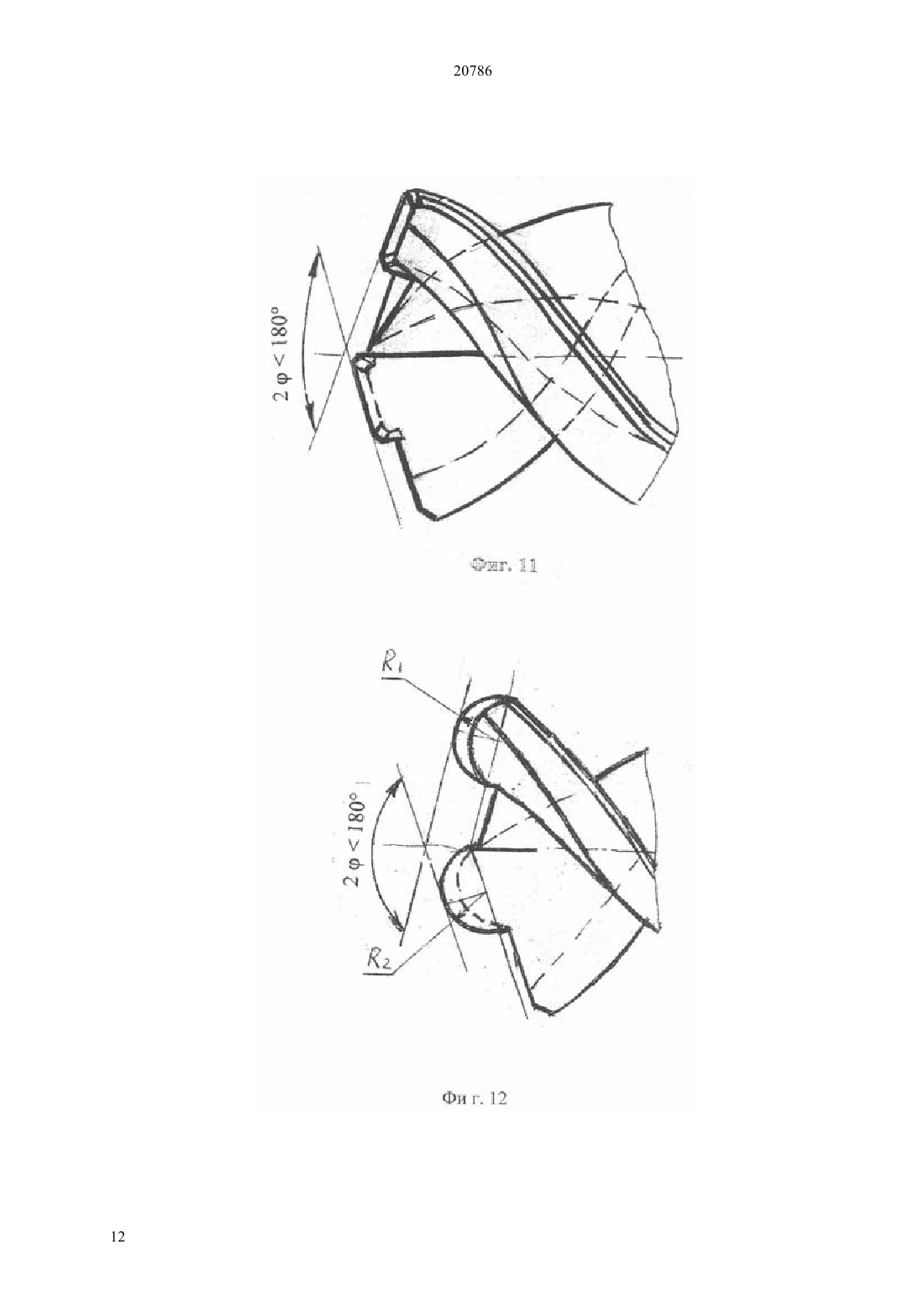
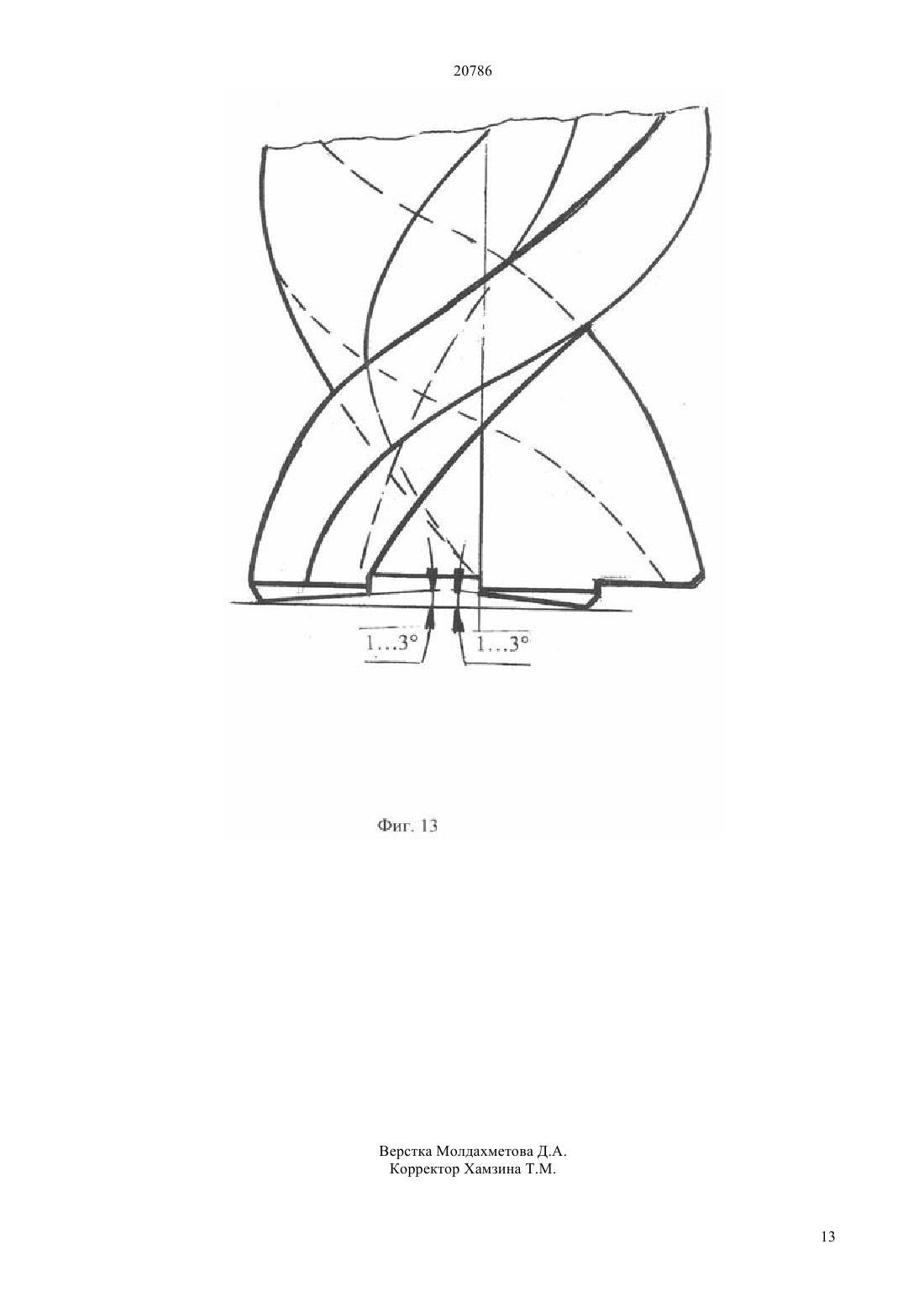
(51) 23 51/02 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ пера в косую перемычку совмещена с осью сверла,т.е. стружечная канавка при широком пере распространяется от периферии до оси и тем самым сверло лишено сердцевины, что позволило расположить режущие кромки сверла на одной диаметральной линии и срезать поперечную кромку сверла, создать благоприятные условия резания,исключить повышенный нагрев (который имеет место в зоне сердцевины у традиционных сверл с поперечной кромкой), увеличенное трение и износ сверла, повысить стойкость сверла, увеличить скорость резания (производительность) при работе спирального сверла зигзаг без поперечной кромки. Поперечная кромка устранена путем прорезания канавки и срезания косой перемычки между перьями до образования внешнего лезвия на коротком пере. Срезанием внешней части широкого пера образовано внутреннее лезвие сверла. Работа лезвий разделена внутреннее лезвие срезает стружку на площади поперечного сечения,соответствующей 0,5 диаметра отверстия, внешнее лезвие срезает стружку на остальной части поперечного сечения отверстия. У затылка перьев на периферии выполнена выглаживающая ленточка. В приосевой зоне внутреннего пера выполнена подточка и образован ломающий у ступ для обламывания несрезанной части металла вдоль оси отверстия. Сверло имеет прямые или круговые режущие кромки. Прямые режущие кромки для плавности работы наклонены относительно оси. Угол при вершине сверла 2180.(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова Министерства образования и науки Республики Казахстан(54) СПИРАЛЬНОЕ СВЕРЛО ЗИГЗАГ БЕЗ ПОПЕРЕЧНОЙ КРОМКИ С НАКЛОНОМ ГЛАВНЫХ РЕЖУЩИХ КРОМОК И ПОДНУТРЕНИЕМ(57) Сверло для эффективного производительного сверления стали, чугунов и других металлов и сплавов. Спиральные (винтовые) стружечные канавки образованы сочетанием винтовых линейчатых поверхностей(в сечении,перпендикулярном оси, имеющих форму прямых линий или сочетание прямых линий и окружностей) перья сверла выполнены разной ширины,асимметрично расположены,между ними расположена косая перемычка, на косой перемычке выполнена разделительная канавка в виде углубления вдоль оси сверла на всей площади косой перемычки, которая соединяет перья, образуя в поперечном сечении форму зигзаг в виде асимметричной стилизованной буквы . Внешнее перо узкое и расположено на периферии,внутреннее перо образовано срезанием внешней части широкого сверла. Точка перехода широкого 20786 Изобретение относится к металлорежущим инструментам для обработки отверстий в деталях из металла, пластмасс по 11 - 13 квалитетам точности и представляет собой сверло спиральное с измененным поперечным сечением, отличающееся расположением режущих кромок в осевой плоскости, отсутствием сердцевины и поперечной режущей кромки, может использоваться исполнение для правого и левого резания. Известны спиральные сврла 1, с.103, рисунок 2.55 с цилиндрическим и коническим хвостовиком,правые и левые, без подточки и с подточкой поперечной кромки для улучшения условий резания при обработки сталей, чугуна и других материалов. В качестве аналога и прототипа выбрано спиральное сверло 1, с.103, рисунок 2.55. Основные конструктивные элементы сверлааналога рабочая часть, которая состоит из режущей и калибрующей частей, режущая часть имеет угол 2 при вершине и две главные режущие симметричные кромки, поперечную кромку калибрующая часть имеет обратную конусность(уменьшение диаметра к хвостовику для уменьшения трения) на режущей и калибрующей частях имеются две спиральные стружечные канавки для отвода стружки, диаметр сердцевины,обозначенный через о и с шейка, конический или цилиндрический хвостовик, лапка. Все разновидности существующих сврл,включая аналог, имеют сердцевину и поперечную кромку с особо неблагоприятными условиями смятия, скобления и выдавливания вместо резания из-за большого отрицательного (до - 57) переднего угла, большую долю (до 80) от осевой силы,приходящейся на поперечную кромку, что приводит к усиленному износу сврл и снижает их стойкость. Задача изобретения создать принципиально отличающуюся от существующих сврл конструкцию сверла с благоприятными условиями резания. Заявленное сверло имеет признаки специальный профиль в поперечном сечении в виде стилизованной буквы . Профиль сверла в поперечном сечении является асимметричным,образован сочетанием широкого пера, передняя поверхность которого достигает оси сверла и исключает сердцевину, узкого пера, примерно равного по ширине четверти диаметра сверла, и косой перемычки между ними. Поперечная кромка срезана выполненной канавкой между лезвиями шириной Вк и созданы благоприятные условия резания с нормативными передним и задним углами в условиях отсутствия скобления, смятия и выдавливания материала поперечной кромкой с передним угломдо - 57), повышенные температуру и износ и пониженную стойкость при использовании традиционных стандартных сврл. Узкое перо по всей ширине образует внешнее режущее лезвие сверла, широкое перо срезано на периферии (на участке 0,25 -, где- диаметр сверла, а- величина перекрытия лезвий до полного срезания материала в отверстии) и образовано внутреннее лезвие. 2 Работа лезвий разделена внутреннее лезвие срезает материал на приосевом участке отверстия около 0,5 (половины диаметра отверстия), а внешнее лезвие срезает оставшуюся часть материала поперечного сечения отверстия. Заявленное сверло позволяет повысить скорость резания и уменьшить износ сверла (повысить его стойкость). Заявленная конструкция сверла позволяет сверлить отверстие в облегченных условиях резания двумя кромками двух режущих лезвий сверла с положительными передними углами и рациональными задними углами, углом наклона главной режущей кромки, соответствующими нормативам, в результате чего повышается плавность работы и стойкость сверла, уменьшается тепловыделение, по краям режущих лезвий выполняются подточки для уменьшения износа (на краях лезвий в месте пересечения главных режущих кромок вспомогательными) вспомогательные режущие кромки выполнены на режущем лезвии после фаски и расположены параллельно оси сверла или с поднутрением 1 для уменьшения увода сверла подточенное перо (для образования внутреннего режущего лезвия) на внешней стороне имеет направляющую поверхность для обеспечения нормальных условий резания и исключения затирания по обработанной поверхности лезвие затачивается для создания боковых углов на внутренних вспомогательных режущих кромках при угле при вершине, меньшем 180, сверло легче врезается в материал и самоцентрируется. Технический результат - повышение стойкости сверла и скорости резания при сверлении, снижении затрат на инструмент и снижение себестоимости обработки, а также изготовление самого сверла из-за простоты его профиля и простоты плоской заточки. Технический результат достигается тем, что введены принципиально новые признаки специальный профиль сверла зигзаг и наклон главных режущих кромок, позволяющий по-новому расположить режущие кромки (с наклоном относительно одной линии диаметра, проходящего через периферийные точки перьев), исключить сердцевину сверла и поперечную кромку, создать благоприятные условия резания и повысить производительность и экономичность обработки. Ниже приводится перечень фигур. На фиг. 1 изображено спиральное сверло зигзаг без поперечной кромки бессердцевинноес необходимыми размерами,обозначениями,сечениями, с цилиндрическим хвостовиком,конический хвостовик и цилиндрические хвостовики с лыской и с резьбой условно не показаны. На фиг. 2 показан вид по стрелке К и идентифирована конструкция сверла в поперечном сечении стружечные винтовые канавки сверла линейчатые поверхности, образованные прямыми линиями - исполнение 1. На фиг. 3 показан вид по стрелке К и идентифицирована конструкция сверла в поперечном сечении исполнения 2. Стружечные 20786 канавки образованы линейчатыми поверхностями(передними поверхностями перьев) и окружностями затылков соседних перьев и косой перемычки. На фиг. 4 показано сечение А - А режущего лезвия 1, передний и задний углы и поверхности лезвия 1. На фиг. 5 показано сечение Б - Б режущего лезвия 2, передний и задний углы и поверхности лезвия 2. На фиг. 6 показаны элементы срезаемого слоя и конструкция режущей части при 2180 - для сверла с торцовыми лезвиями при 2180. На фиг. 7 показано исполнение лезвий при 2 180 по радиусу 1 2 На фиг. 8, 9 показано исполнение 3, 4 сврл с направляющими ленточками на перьях. На фиг. 10 показано исполнение 5 и 6 сврл с двумя типами поперечного сечения исполнений 1 и 2 прорезанные канавки шириной Вк для исключения участка лезвия с нулевой скоростью резания и образования остаточного стержня диаметром, равным 2 С, который постоянно обламывается при упоре в переходную часть канавки (ломающий уклон) и уносится стружкой. На фиг. 11 показано исполнение сверла с углом при вершине сверла 2180. На фиг. 12 показано исполнение сверла с радиально закругленными лезвиями и и углом при вершине 2180. На фигуре 13 показано исполнение сверла с углом в плане, равным 180, с поднутрением торцовых режущих кромок 1. Для подтверждения возможности осуществления изобретения ниже приводится подробное описание конструкции сверла и его работы. На фиг. 1 показан общий вид сверла с асимметрично расположенными перьями разной ширины с углом при вершине 2180, 2180 и обозначены 1 - режущее лезвие на периферии сверла (внешнего узкого пера) 2 - режущее лезвие у оси сверла (режущее лезвие внутреннего пера,образованного срезанием внешней части широкого пера) лезвия 1 и 2 асимметрично расположены 3 режущая кромка лезвия 1 длиной 0,25, гдедиаметр сверла,- величина перекрытия лезвия у оси сверла от 0,5 до 3 мм 4 - режущая кромка лезвия 2 длиной 0,25, 5 - фаска 4560 на режущем лезвии 1 у иериферии сверла 6 -фаска 4560 на режущем лезвии 1 с внутренней стороны 7 - фаска 4560 на лезвии 2 на внутренней стороны у оси 8 - фаска 4560 на внутренней стороне лезвия 2 фаски предназначены для уменьшения механического и термического напряжений на лезвиях 1 и 2 и повышения стойкости сверла 9 - фаска 4560 на нерабочей части пера на периферии у лезвия 2 для направления сверла при его входе в засверленное отверстие 10 спинка внешнего узкого пера (лезвия) 1 11 затылок пера сверла с лезвием 1 12 - фаска на калибрующей части сверла 13 - задняя стенка косой перемычки между перьями сверла с исполнением 1 профиля спиральных (винтовых) стружечных канавок или поперечного сечения сверла 15 передняя поверхность внешнего лезвия сверла линейчатая винтовая поверхность, образованная прямой линией, проходящей через ось сверла с углом наклона к оси 90- прямой геликоид 16 передняя поверхность внутреннего лезвия сверла линейчатая винтовая поверхность, образованная прямой линией, проходящей через ось сверла с углом наклона к оси 90 - прямой геликоид 17 направляющая поверхность широкого пера сверла 23 - затылок пера с внутренним лезвием 2 и режущей кромкой 4 24 - передняя стенка косой перемычки между перьями сверла исполнения 1 31- угол наклона спиральной стружечной канавки сверла 070 32 - диаметр цилиндрического хвостовика сверла, конический и другие типы цилиндрических хвостовиков условно не показаны 33 - цилиндрический хвостовик сверла 34 - шаг винтовой стружечной канавки сверла 35 - общая длина сверла 36 - длина рабочей части сверла 37 длина лапки 38 - лапка 39 - ширина лапки главные режущие кромки при угле при вершине, равном 180, в поперечном сечении касаются одной плоскости, перпендикулярной оси, а при вершине,меньшем 180, касаются поверхности конуса,образованного углом при вершине сверла размер от режущих лезвий до направляющей на широком пере определяется из расчта обеспечения расстояния 1 1,5 мм от точки начала сформированного отверстия до направляющей на периферии широкого пера) лезвия 1 и 2 выполнены с поднутрением 1 (в силу малости углов поднутрение условно не показано). На фиг. 2 показано поперечное сечение сверла и профиль поперечного сечения винтовых стружечных канавок, образованный сочетанием прямых линий, очерчивающих профиль перьев и косой перемычки и обозначены 1 - внешнее лезвие сверла 2 -внутреннее лезвие сверла 10 - спинка лезвия 1 11 - затылок лезвия 1, образованный линейчатой винтовой поверхностью, прямая линия которой в винновом движении находится на расстоянии 44 от оси винтового движения (оси сверла) 12 - ленточка на спинке пера с внешним режущим лезвием 1, а также на периферии (спинке) широкого пера (условно не показана) 13 - задняя стенка косой перемычки между перьями сверла,образованная линейчатой винтовой поверхностью с прямой линией, перпендикулярной к оси винтового движения 15 - передняя поверхность режущего лезвия 1 сверла - линейчатая винтовая поверхность 16 - передняя поверхность режущего лезвия 2 сверла- линейчатая винтовая поверхномгь 17 направляющая на периферии широкого пера 18 длина главной режущей кромки внешнего лезвия или проекция главной режущей кромки на плоскость, перпендикулярную оси, при угле 2180 19 - длина главной режущей кромки внутреннего лезвия или проекция главной режущей кромки на плоскость, перпендикулярную оси, при угле 2180 на краях режущих лезвий выполнены фаски для повышения стойкости сверла,на фасках выполнены задние углы 20 - ленточка на периферии лезвия 2, образованная выполненным 3 20786 срезом спинки пера (лезвия) 2 под углом 26 21 задний боковой угол на внутренней стороне лезвия 2 22 - задний боковой угол на внутренней стороне лезвия 1 23 - затылок пера с лезвием 2 - винтовая линейчатая поверхность, образованная прямой линией с углом наклона к оси винтового движения 90 на расстоянии 45 от оси сверла 24 - передняя часть косой перемычки - линейчатая винтовая поверхность, образованная прямой линией с углом наклона 90 к оси винтового движения и не пересекающей е 25 - расстояние от оси до спинки внутреннего лезвия 2 (радиус проекционной окружности, образованной проекцией винтовой пространственной линиина плоскость чертежа ) 26 - угол на спинке пера с внутренним лезвием 2 27- затылок лезвия 2 40 - стружечная канавка для отвода стружки, срезаемой лезвием 2 41 стружечная канавка для отвода стружки, срезаемой лезвием 1 44 - ширина пера с лезвием 1 45 ширина пера с лезвием 2 косая перемычка соединяет перья, образуя в поперечном сечении форму зигзаг в виде стилизованной буквывк - ширина канавки между перьями (равна четверти диаметра сверла минус перекрытие лезвий) без наличия канавки между перьями при заточке режущих лезвий на косой перемычке образуется поперечная кромка с очень неблагоприятными условиями резания поперечная кромка устраняется выполненной канавкой между перьями для идентификации специального безаналового профиля сверла исполнения 1 введены обозначения узловых точек на пересечении линий, очерчивающих профиль таким образом, профиль заявленного сверла исполнения 1 однозначно идентифицируется на фиг. 2 - - - Т- О --- Р между передними поверхностями перьев и поверхностями косой перемычки выполнены закругления по радиусу, выбираемому конструктивно (условно не показаны) На фиг. 3 представлена поперечная форма сечения сверла повышенной жсткости (винтовых стружечных канавок), образованных сочетанием прямых линий, образующих передние поверхности перьев, и окружностей на затылочных частях перьев и косой перемычки и обозначены 1 - лезвие 1 2 лезвие 2 на краях режущих лезвий выполнены фаски для повышения стойкости сверла, на фасках выполнены задние углы 10 - спинка лезвия 1 12 ленточка на периферии пера с лезвием 1, а также на спинке широкого пера 14 - затылок пера с лезвием 1 - линейчатая винтовая поверхность, образованная винтовым движением окружности с радиусом 42,равным 0,5 (диаметром сверла), с координатами центра окружности Е и 15 - главная режущая кромка внешнего пера передняя поверхность лезвия 1 - линейчатая винтовая поверхность 16 - главная режущая кромка внутреннего лезвия передняя поверхность лезвия 2 - линейчатая винтовая поверхность- угол наклона главных режущих кромок внешнего и внутреннего лезвия 18 - длина режущей кромки лезвия 1, равная 0,25 величина перекрытия лезвий 19 - длина режущей кромки лезвия 2, равная 0,2520 - ленточка на 4 периферии лезвия 2, выполнена путм срезания спинки под углом 26 25 - радиус спинки пера лезвия 2 26 - угол на спинке лезвия 2 27 направляющая на затылке лезвия 2 40 - стружечная канавка для отвода стружки, срезаемой лезвием 2 41 - стружечная канавка для отвода стружки,срезаемой лезвием 1 42 - радиус спинки косой перемычки внешнего пера с координатами центра Е и 43 - спинка пера и косой перемычки с лезвием 2, очерченная в поперечном сечении по радиусу 46 винтовая поверхность, образованная винтовым движением окружности 46 вдоль оси винтового движения (оси сверла) с координатами центра окружностии Н для повышения жсткости сверла его поперечное сечение в исполнении 2 усиливается путм введения криволинейных участков, увеличивающих площадь поперечного сечения криволинейные участки описаны радиусами 42 и 46 профиль поперечного сечения зигзаг в виде стилизованной буквыбк ширина канавки между перьями (равна четверти диаметра сверла минус перекрытие лезвий) без наличия канавки между перьями при заточке режущих лезвий на косой перемычке образуется поперечная кромка с очень неблагоприятными условиями резания поперечная кромка устраняется выполненной канавкой между перьями для идентификации специального безаналового профиля сверла исполнения 2 введены обозначения узловых точек на пересечении линий, очерчивающих профиль таким образом, профиль заявленного сверла исполнения 2 однозначно идентифицируется на фиг. 3 Р -- Т- О -- Р между передними поверхностями перьев и криволинейными поверхностями косой перемычки выполнены закругления по радиусу,выбираемому конструктивно (условно не показаны). На фиг. 4 показано сечение А - А с конструктивными и геометрическими элементами лезвия 1 и обозначены 11 - затылок пера с лезвием 1 15 - передняя поверхность лезвия 1 28 - задняя поверхность лезвия 1 29 - задний угол лезвия 1 30 передний угол лезвия 1. На фиг. 5 показано сечение Б - Б с конструктивными и геометрическими элементами лезвия 2 и обозначены 16 -передняя поверхность лезвия 2 28 - задняя поверхность лезвия 2 29 задний угол лезвия 2 30 - передний угол лезвия 2. На фиг. 6 показаны элементы срезаемой стружки, конструкция режущей части и е геометрия при 2 180 и обозначены реж- длина режущей части, равная/2, где- размер фаски в торцовой плоскости,- угол фаски 4560,0 - осевая подача на один оборот сверла 5 - фаска с размеромна периферии 3 - режущая кромка лезвия 1 6 - фаска на внутренней стороне лезвия 1 а - толщина срезаемой стружки с - глубина канавки шириной бк между лезвиями 1 и 2 (расстояние от лезвий до дна канавки или высота режущих выступов, равная минимум 20 - 25 осевых подач на один оборот сверла) 7, 8 - фаски соответственно на внутренней и внешней стороне лезвия 2 9 - фаска на периферии сверла с лезвием 2 (фаска на 20786 направляющей) после фасок на боковых сторонах лезвий выполнены вспомогательные кромки параллельно оси сверла или с поднутрением 1 фаска 9 должна завершаться на расчетном расстоянии от режущих лезвий (из расчта обеспечения расстояния 1 1,5 мм от точки начала сформированного отверстия до направляющей на периферии широкого пера) 18 - длина режущей кромки лезвия 1, равная ширине срезаемого слоя лезвием 1 19 - линия режущей кромки лезвия 2,равная ширине срезаемого слоя лезвием 2 при работе сверла лезвия 1 и 2 перекрываются на величину А и полностью срезают стружку по всему диаметру плоского торца отверстия глухие отверстия имеют плоское дно, что часто приходится обрабатывать специальном резцом или другим специальным инструментом - стандартным, но предназначенным для выполнения именно таких работ 47 -торцовая плоскость срезанной части широкого пера вк - канавка между режущими лезвиями, равная четверти диаметра сверла минус перекрытие лезвий. На фиг. 7 представлено исполнение сверла с 2180 и -формой режущих кромок -для уменьшения износа сверла на изгибах режущих кромок с фасками 5, 6, 7, 8 на фиг.6 и повышения стойкости сверла (-форма может применяться во всех случаях, кроме получения глухого отверстия с плоским донышком -форма, радиальная форма общепринятый технический термин -форма режущего лезвия -форма стандартного центрового отверстия в осевом сечении и т.д.) 9 - фаска на срезанной части пера с внутренним лезвием 2 18 и 19 - ширина режущих выступов (внешнего и внутреннего) сверла срезаемый слой имеет переменную толщину с наибольшей толщиной среза в середине выступа с-высота режущего лезвия длина режущей кромки 3 равна длина режущей кромки 4 равна 0,25 режущей части расстояние от точки начала сформированного отверстия до направляющей на периферии широкого пера. На фиг. 8 покачана выглаживающая ленточка па спинке у затылка пера с лезвием 1 исполнения 3(1) 48 - размер выглаживающей ленточки. На фиг 9 показана выглаживающая ленточка на спинке у затылка пера с лезвием 2 на периферии широкого пера - исполнение 4 48 - размер выглаживающей ленточки. На фиг. 10 представлено исполнение сверла 5 для всех форм режущих лезвий и величин углов при вершине сверла с подточкой по представленной схеме для поперечного сечения сверла исполнения 1 50 - длина подточки 51 - параллельная оси сверла часть подточки до ломающего уступа (его длина определяется как разность размеров 50 и 51),очерченного радиусом- радиус дискового шлифовального круга Вк - ширина круга (канавки) с-смещение режущей кромки лезвия 2 для образования стержня диаметром 2 с в центре просверливаемого отверстия для облегчения работы устранения режущей кромки с нулевой скоростью резания исполнение сверла 6 исполнение сверла повышенной жсткости с криволинейными затылочными частями перьев и косой перемычки 2 с подточкой по описанной выше схеме углыи- углы подточки. На фиг. 11 показано исполнение сверла 7,отличающегося углом при вершине 2180 с прямыми лезвиями, внешним и внутренним. На фиг. 12 показано исполнение сверла 8,отличающегося углом при вершине 2180 с лезвиями, закругленными по радиусам 1, 2. На фиг, 13 показано поднутрение торцовых лезвий 1-3 для облегчения врезания сверла. Заявленное сверло работает следующим образом при вращении сверла и осевой подаче (при 2180 возможно предварительное засверливание отверстия на глубину до 0,5 диаметра) сверло врезается в обрабатываемый материал и каждое лезвие-выступ на передней части сверла срезает стружку, толщина которой соответствует толщине среза, равной половине осевой подачи на один оборот сверла стружка отводится из зоны резания по спиральным(винтовым) стружечным канавкам режущие кромки 18 внешнего и 19 внутреннего лезвий на фиг. 2 и 3 перекрывают друг друга и срезают стружку по всему поперечному сечению для улучшения условий работы внутреннего режущего лезвия в приосевой зоне (фиг. 2 и 3) на выноске ,показанной на фиг. 10, выполнено укорочение внутреннего лезвия у оси на величину с с целью исключения приосевого участка внутреннего режущего лезвия с нулевой и близкой к нулю скоростями ломающий уступ с параметрами 51(длина подточки) 50 определяют длину уклона как разность этих размеров и обламывают образующийся центральный стержень в отверстии,который уносится стружкой для исключения слабых мест в местах пересечения с фасками на краях лезвий, наиболее сильно подвергающихся износу, выполнено исполнение сверла с лезвиями,затачиваемыми по радиусу (фиг. 7, 12) для уменьшения износа и повышения стойкости сврл Сверло спиральное зигзаг бессердцевинное без поперечной кромки с торцевыми лезвиями и наклонными к оси лезвиями (с углом пи вершине 2180) значительно эффективнее спирального сверла с поперечной кромкой, так как обеспечивает более благоприятные условия резания, исключая отрицательный передний угол до - 57 в зоне поперечной кромки и неблагоприятные условия резания. На обоих режущих лезвиях обеспечиваются положительные передние углы. Уменьшаются износ, осевая сила, увеличивается скорость резания, стойкость сверла. Источники информации 1. Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л.,Гречишников В.А., Киселев А.С. Металлорежущие инструменты, М. Машиностроение, 1989. - 227 с. 5 20786 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Спиральное сверло для обработки металла и пластмасс, имеющее перья с режущими кромками(режущую часть), калибрующую часть, шейку,конический или цилиндрический (гладкий или резьбовой) хвостовик, лапку, ленточку на калибрующей части, на рабочей части (режущая и калибрующая) спиральные (винтовые) стружечные канавки для отвода стружки, отличающееся тем,что винтовые стружечные канавки образованы сочетанием винтовых линейчатых поверхностей (в сечении, перпендикулярном оси, имеющих форму прямых линий или сочетание прямых линий и окружностей) перья сверла выполнены разной ширины, асимметрично расположены, между ними выполнена разделительная канавка в виде углубления вдоль оси сверла на всей площади косой перемычки шириной бк, которая соединяет перья,образуя в поперечном сечении форму зигзаг,разделительная канавка начинается от продольной оси сверла и срезает поперечную кромку. 2. Сверло по п.1, отличающееся тем, что передние и затылочные стороны перьев сверла и поверхности косой перемычки образованы в поперечном сечении прямыми линиями, на периферииокружностями, или затылочная сторона перьев и косая перемычка между перьями выполнены криволинейными и очерчены окружностями (и на периферииокружностями). 3. Сверло по п.1, отличающееся тем, что главные режущие прямолинейные кромки сверла расположены наклонно относительно радиуса(диаметральной линии сверла) и при угле при вершине, равном 180 градусам, выполнены с поднутрением 1-3. 4. Сверло по п. 1, отличающееся тем, что ширина разделительной канавки между перьями для сверла, число лезвий которого равно двум, равна четверти диаметра минус величина перекрытий лезвий. 5. Сверло по п. 1, отличающееся тем, что у затылка перьев по периферии выполнена выглаживающая ленточка. 6. Сверло по п. 1, отличающееся тем, что часть внутреннего лезвия у оси сверла срезана и выполненной канавкой шириной Вк и радиусомобразован ломающий уступ. 7. Сверло по п. 1, отличающееся тем, что сверло снабжено прямолинейными режущими кромками или кромками радиальной формы. 8. Сверло по п. 1, отличающееся тем, что внутреннее перо образовано срезанием внешней части широкого пера, равной четверти диаметра сверла минус перекрытие лезвий. 9. Сверло по п. 1, отличающееся тем, что ленточка на внутреннем пере образована выполненным срезом периферийной части пера под заданным углом. 10. Сверло по п. 1, отличающееся тем, что на внутренних боковых сторонах режущих лезвий выполнены боковые задние углы. 11. Сверло по п. 1, отличающееся тем, что между передними сторонами перьев и косой перемычкой в поперечном сечении сверла выполнены переходные закругления по радиусу. 12. Сверло по п. 1, отличающееся тем, что на прямых режущих кромках перьев по краям выполнены фаски. 13. Сверло по п. 1, отличающееся тем, что на фасках по краям режущих кромок выполнены задние углы. 14. Сверло по п. 1, отличающееся тем, что на боковых сторонах внутреннего и на внутренней стороне внешнего режущего лезвия после фаски выполнены вспомогательные режущие кромки параллельно оси сверла или с поднутрением 1. 15. Сверло по п. 1, отличающееся тем, что на внешней части широкого пера выполнена центрирующая фаска на расстоянии от режущих лезвий, зависящем от конструктивных параметров лезвий. 16. Сверло по п. 1, отличающееся тем, что высота режущих выступов-лезвий перьев сверла равна 20-25 осевых подач сверла.
МПК / Метки
МПК: B23B 51/02
Метки: сверло, зигзаг, режущих, поднутрением, наклоном, поперечной, кромки, кромок, спиральное, главных
Код ссылки
<a href="https://kz.patents.su/13-ip20786-spiralnoe-sverlo-zigzag-bez-poperechnojj-kromki-s-naklonom-glavnyh-rezhushhih-kromok-i-podnutreniem.html" rel="bookmark" title="База патентов Казахстана">Спиральное сверло зигзаг без поперечной кромки с наклоном главных режущих кромок и поднутрением</a>
Предыдущий патент: Электроразрядное устройство для очистки поверхностей полых изделий
Следующий патент: Способ изготовления строительных изделий
Случайный патент: Привод штангового глубинного насоса