Способ обработки цилиндрических отверстий и зенкер-протяжка для его осуществления
Номер инновационного патента: 20973
Опубликовано: 16.03.2009
Авторы: Дудак Николай Степанович, Итыбаева Галия Тулеубаевна
Формула / Реферат
Способ обработки цилиндрических отверстий и зенкер-протяжка для его осуществления.
Изобретение относится к области обработки резанием и металлорежущих инструментов. Применяется для обработки деталей типа втулок, гильз, колец и т.п. в мелкосерийном, серийном и массовом производствах по 7-8 квалитетам точности на токарно-винторезном станке с использованием нового способа обработки, сочетающего в одном процессе зенкерование и протягивание и режущего инструмента зенкера-протяжки.
Способ обработки цилиндрических отверстий и зенкер-протяжка для его осуществления, в котором используют установку заготовки или инструмента в патроне или на суппорте токарно-винторезного станка, сочетание имеющихся на станке вращательного и поступательного движений патрона и суппорта с инструментом или заготовкой, причём хвостовик и направляющую инструмента вставляют в отверстие заготовки, закрепляют инструмент и заготовку, заготовке или инструменту сначала сообщают вращательное движение, а затем поступательное и производят снятие стружки и обработку отверстий,
Зенкер-протяжка для обработки цилиндрических отверстий, имеющий передний и задний хвостовики, переднюю и заднюю направляющие, режущую и калибрующую части, винтовые зубья, выполненные с направлением, одноимённым с направлением резания, стружечную канавку со стандартным или специальным идентифицированным профилем и образованные им равноширокие винтовые зубья, заднюю направляющую как продолжение винтовых зубьев.
Текст
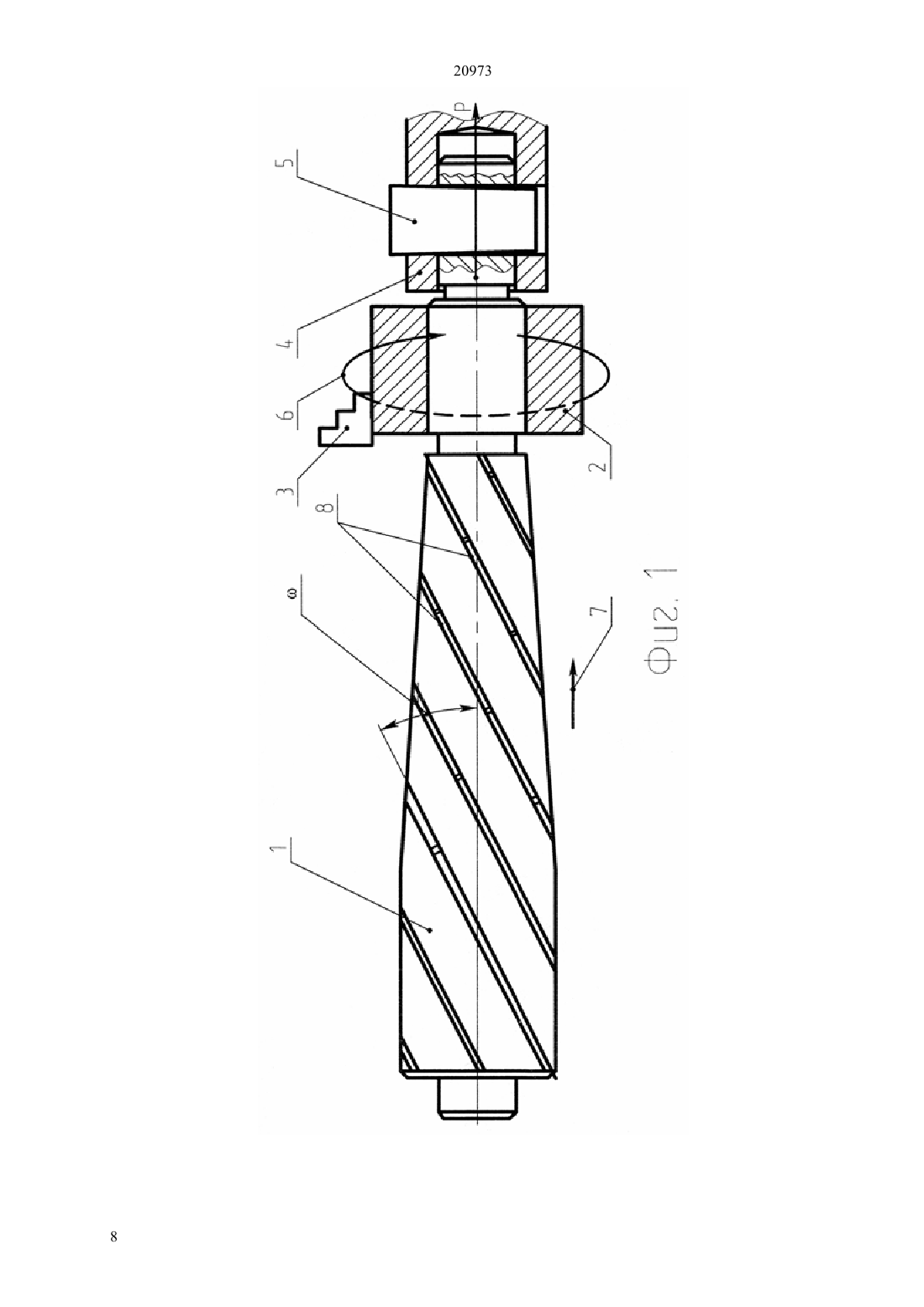
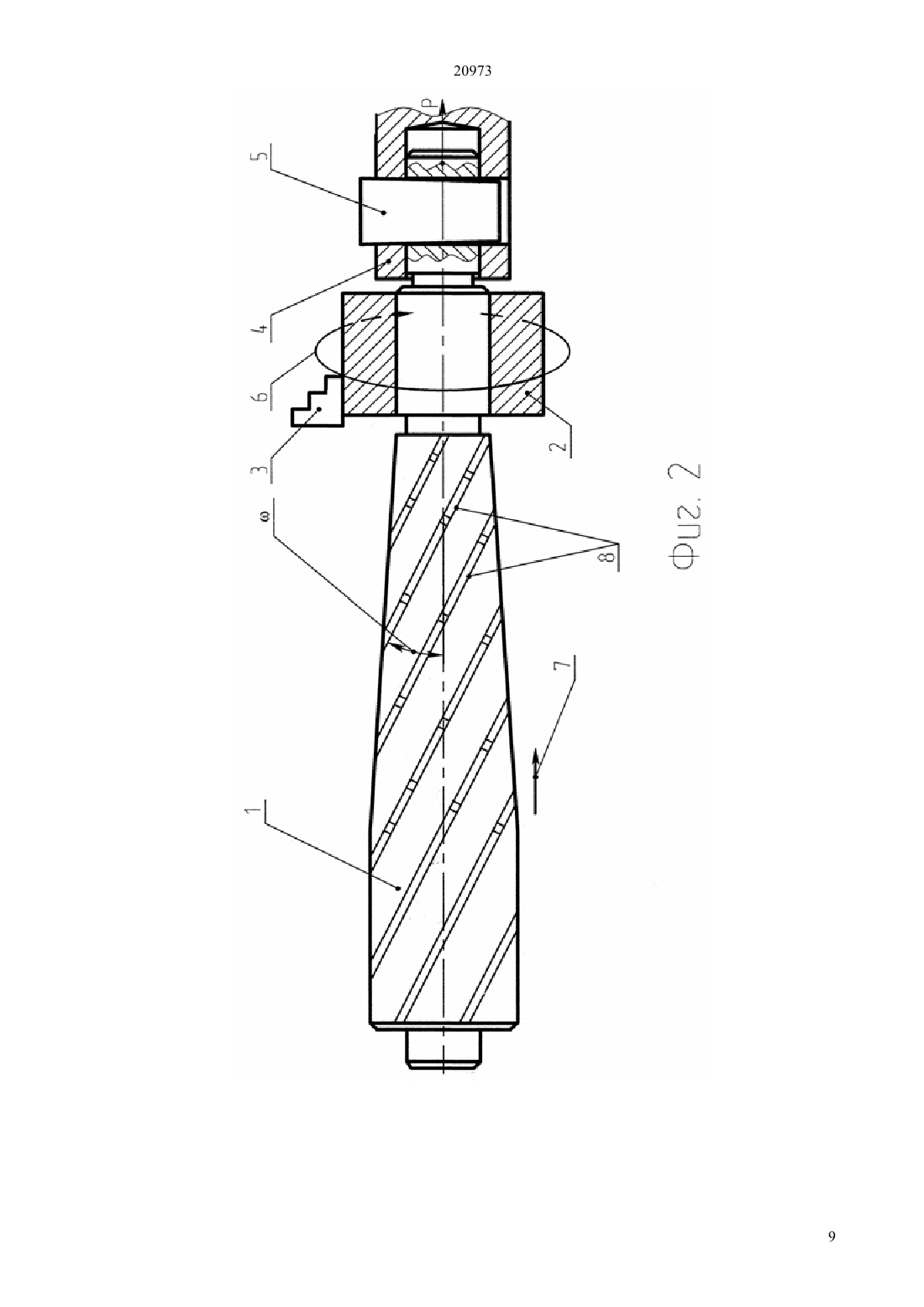
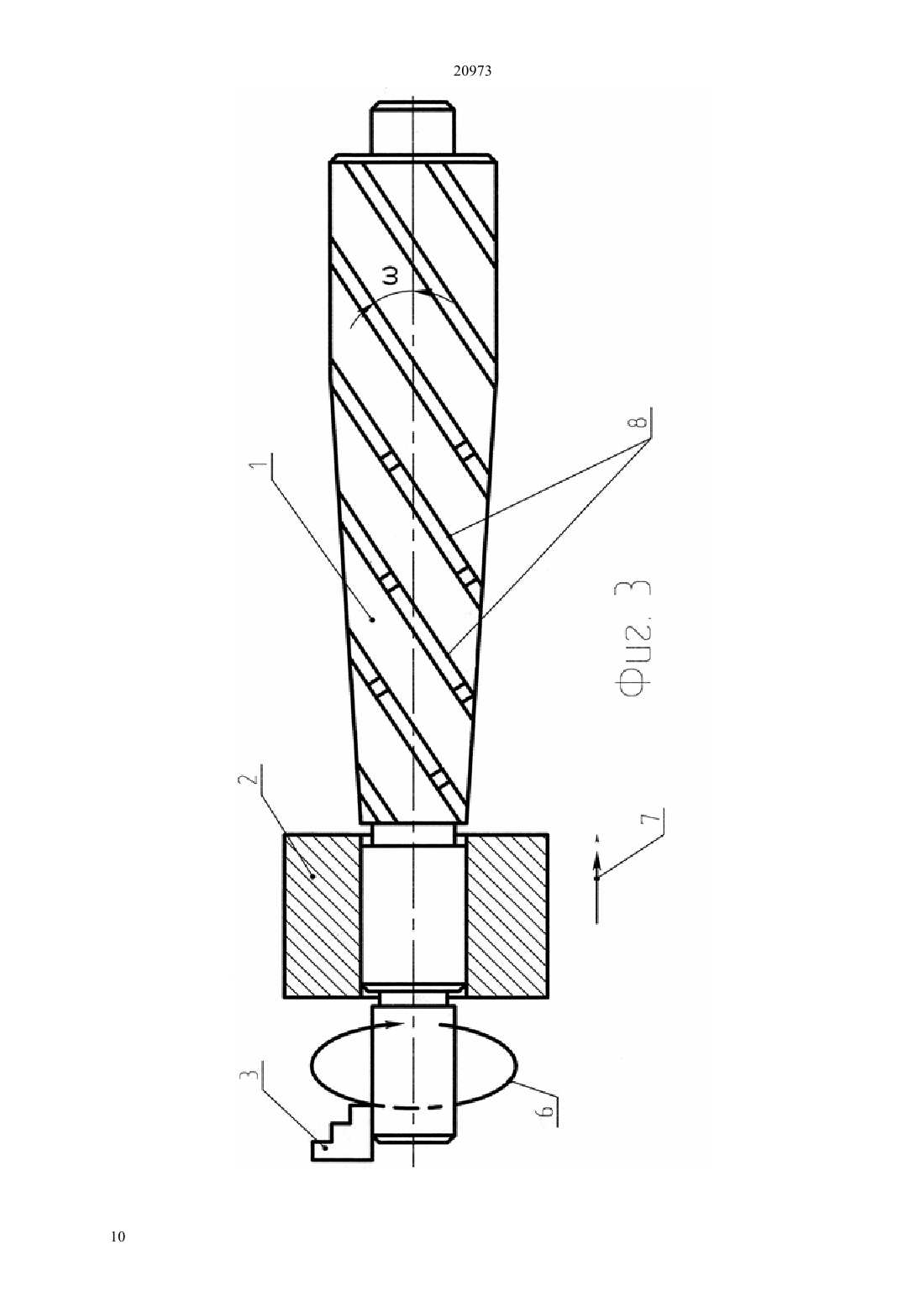
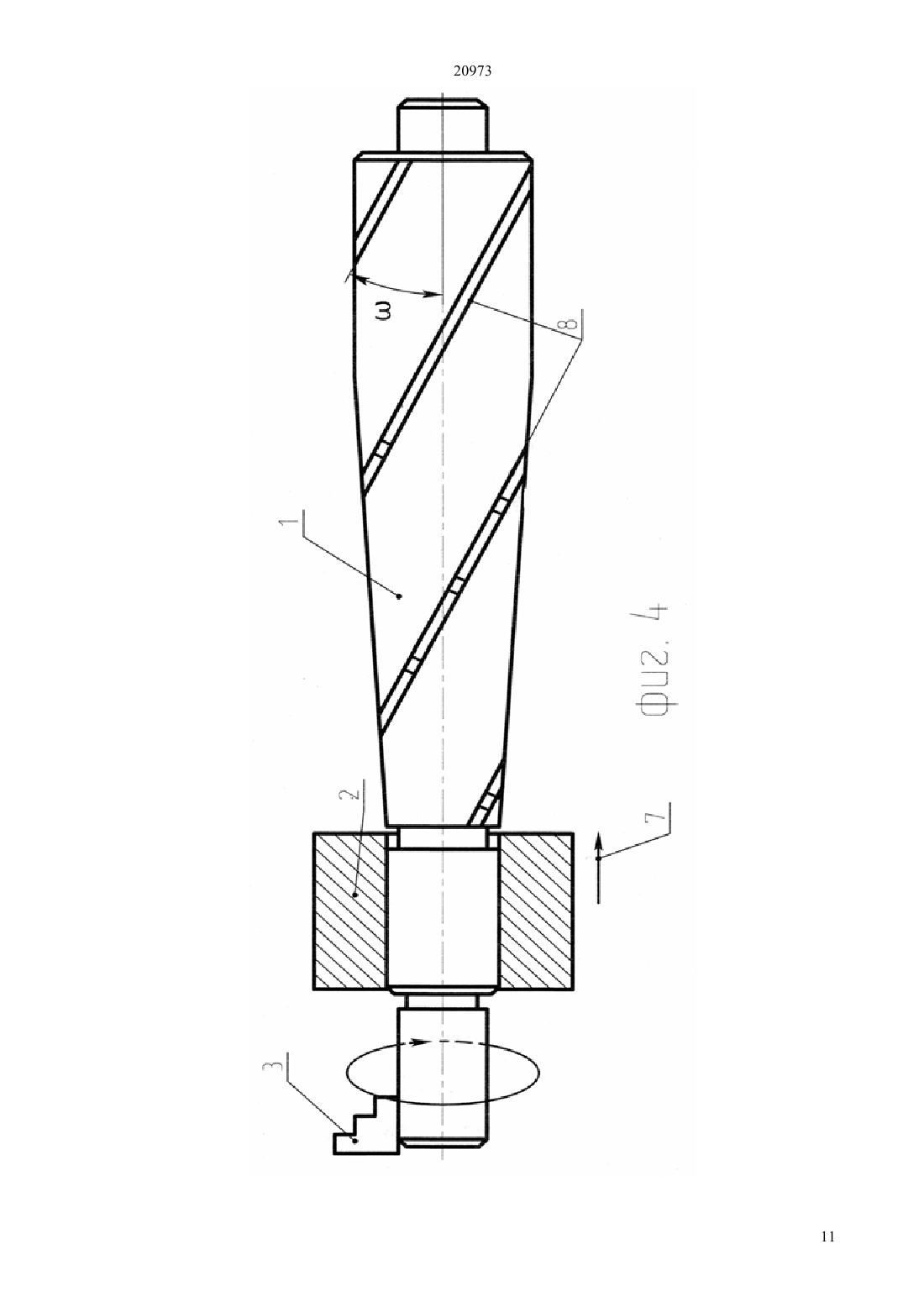
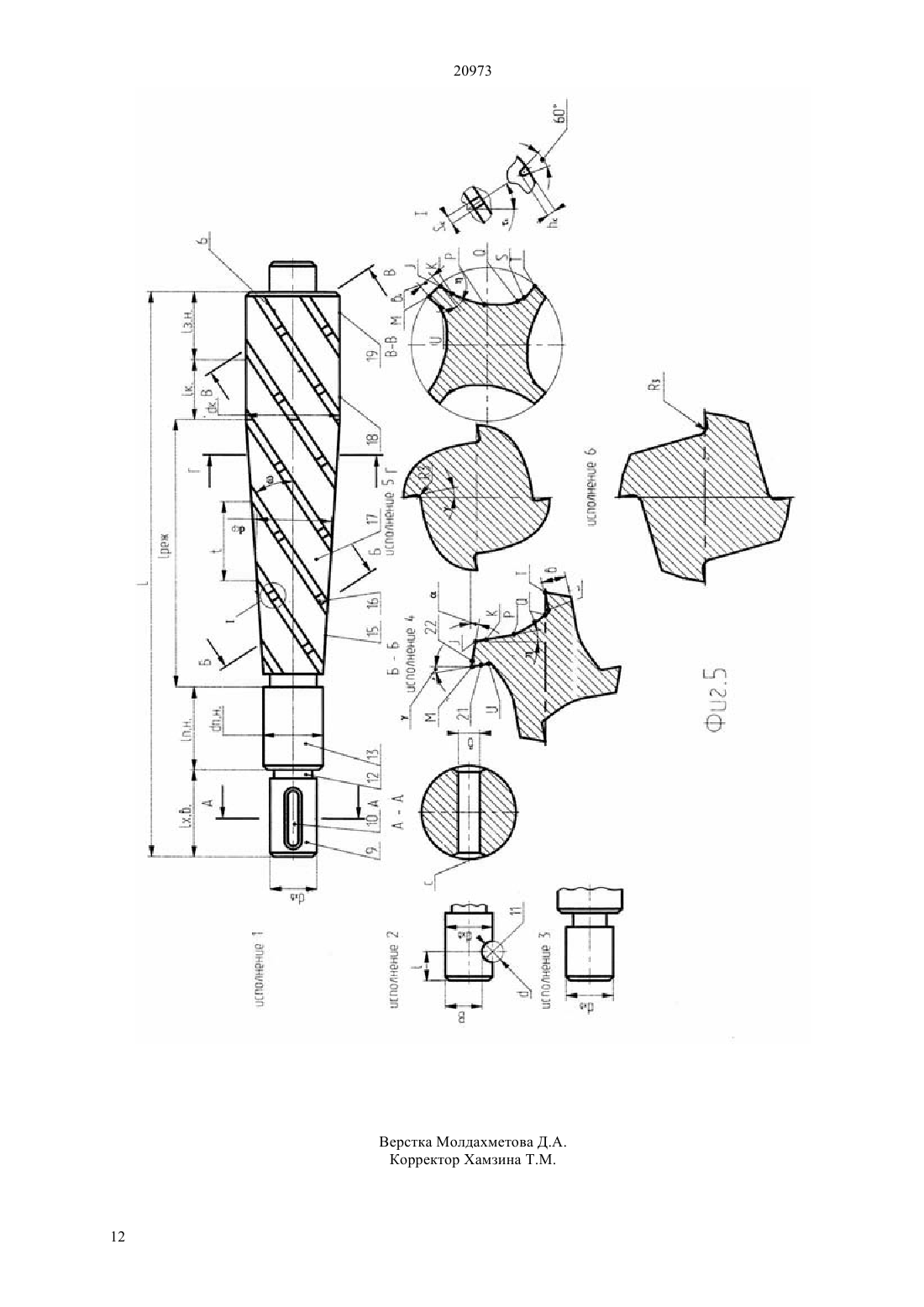
(51) 23 51/10 (2006.01) 23 37/02 (2006.01) 23 37/04 (2006.01) 23 43/02 (2006.01) 23 43/06 (2006.01) 23 13/00 (2006.01) КОМИТЕТ ПО ПРАВАМ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МИНИСТЕРСТВА ЮСТИЦИИ РЕСПУБЛИКИ КАЗАХСТАН ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ИННОВАЦИОННОМУ ПАТЕНТУ на токарно-винторезном станке с использованием нового способа обработки, сочетающего в одном процессе зенкерование и протягивание и режущего инструмента зенкера-протяжки. Способ обработки цилиндрических отверстий и зенкер-протяжка для его осуществления, в котором используют установку заготовки или инструмента в патроне или на суппорте токарно-винторезного станка,сочетание имеющихся на станке вращательного и поступательного движений патрона и суппорта с инструментом или заготовкой,причм хвостовик и направляющую инструмента вставляют в отверстие заготовки, закрепляют инструмент и заготовку, заготовке или инструменту сначала сообщают вращательное движение, а затем поступательное и производят снятие стружки и обработку отверстий,Зенкер-протяжка для обработки цилиндрических отверстий, имеющий передний и задний хвостовики,переднюю и заднюю направляющие, режущую и калибрующую части, винтовые зубья, выполненные с направлением, одноимнным с направлением резания, стружечную канавку со стандартным или специальным идентифицированным профилем и образованные им равноширокие винтовые зубья,заднюю направляющую как продолжение винтовых зубьев.(72) Дудак Николай Степанович Итыбаева Галия Тулеубаевна(73) Республиканское государственное казенное предприятие Павлодарский государственный университет им. С. Торайгырова, Министерства образования и науки РК(56) Барсов А. И. Технология инструментального производства. М., Маш. 1947, с.273, с.70, фиг. 22,переход 4 - зенкерование отверстия. Предварительный патент РК 16167 кл. 23 43/02,2005. Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л.,Гречишников В.А. Металлорежущие инструменты. М., Маш. 1989, с.328, фиг. 2.67(54) СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ И ЗЕНКЕРПРОТЯЖКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Способ обработки цилиндрических отверстий и зенкер-протяжка для его осуществления. Изобретение относится к области обработки резанием и металлорежущих инструментов. Применяется для обработки деталей типа втулок,гильз, колец и т.п. в мелкосерийном, серийном и массовом производствах по 7-8 квалитетам точности 20973 Изобретение относится к обработке резанием и металлорежущим инструментам и представляет собой новый способ обработки на токарном станке инструментом зенкером-протяжкой, в котором соединены (в один инструмент) признаки зенкера и протяжки, отверстий деталей типа гильз, втулок,колец и. т.д. в серийном, крупносерийном и массовом производствах по 7-8 квалитетам точности. Уровень техники Известен способ-аналог зенкерования цилиндрических отверстий Барсов А.И. Технология инструментального производства. М. Маш. 1947,с.273, с.70, фиг. 22, переход 4 -зенкерование отверстия, Алексеев Г.А., Аршинов В.А.,Кричевская Конструирование инструмента. М.,Маш. 1979. с. 384, с. 121, фиг. 84 режущим инструментом - зенкером. В первом случае зенкер установлен во втулке револьверной головки и совершает поступательное движение вместе с головкой и суппортом, а заготовке сообщается вращательное движение вместе с патроном и шпинделем токарно-револьверного станка. Во втором случае заготовка - закреплена на столе вертикально-сверлильного станка, а продольное и вращательное движения сообщаются зенкеру. Известен способ-аналог протягивания цилиндрических отверстий режущим инструментом протяжкой Кацев П.Г. Обработка протягиванием. М., Маш. 1986, с.272, с.11, 12, Табл. 2,горизонтальный, вертикальный - как названы представленные в таблице схемы. Способ протягивания отверстия протяжкой при перемещении протяжки вдоль оси детали и протаскивании е через деталь реализуется при горизонтальной и вертикальной компоновке станков, что в части способа равноценно. Недостатки способов-аналогов при зенкеровании вся работа резания сосредоточена на сравнительно небольшой (до 15 миллиметров) по длине режущей части, режущая часть воспринимает большие механические и тепловые нагрузки, потому достигаются невысокие точность обработки и шероховатость отверстия при протягивании существующими протяжками, обычно с круглыми зубьями, из-за низкой стойкости инструмента снижается качество обработки и стойкость протяжек. В качестве способа-прототипа выбраны способ зенкерования цилиндрических отверстий Барсов А.И. Технология инструментального производства. М., Маш. 1947, с.273, с.70, фиг. 22, переход 4 зенкерование отверстия режущим инструментом зенкером - и способ протягивания цилиндрических отверстий режущим инструментом - протяжкой, представленной в приведенном источнике Кацев П.Г. Обработка протягиванием. М., Маш. 1986,с.272, с.11. 12, Табл. 2. Известны зенкеры-аналоги Сахаров Г.Н.,Арбузов О.Б., Боровой Ю.Л., Гречишников В. А. Металлорежущие инструменты. М., Маш. 1989,с.328, с.120, фиг. 2.67, предназначенные для повышения точности размера и формы 2 цилиндрических отверстий, полученных после сверления, отливки, ковки, кузнечной прошивки и др. для предварительной и окончательной обработки отверстий с допуском по 9-11 квалитетам и параметром шероховатости поверхности 2040 мкм или для обработки отверстий под последующее развртывание, имеющие режущую и калибрующую части, шейку, хвостовик, и шесть геометрических параметров передний и задний углы,вспомогательный задний угол на вспомогательной режущей кромке, угол наклона главной режущей кромки, угол в плане и вспомогательный угол в плане в пределах обратной конусности. Известны протяжки Кацев П.Г. Обработка протягиванием. М., Маш. 1986, с.272, с.55,56, фиг. 4,5 для протягивания круглых отверстий по 7-8 квалитетам точности в серийном, крупносерийном,и массовом производствах, с разным исполнением зубьев, в зависимости от принятой схемы резания,которые имеют передний и задний хвостовики,шейку, переходный конус, переднюю и заднюю направляющие, рабочую и калибрующую части,образуемые режущими и калибрующими зубьями,предназначенными для протягивания отверстий в деталях средней длины. Известна также протяжка с винтовыми зубьями Кацев П.Г. Обработка протягиванием. М., Маш. 1986, с.272, с.58, фиг. 8, а именно с числом винтовых зубьев, равным двум, предназначенная для протягивания цилиндрических отверстий большой длины малого диаметра - не более 25 мм известна также протяжка с одним винтовым зубом,предназначенная для протягивания коротких деталей без ограничения величины диаметра. Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л.,Гречишников В.А. Металлорежущие инструменты. М., Маш. 1989. с.328., с.76, фиг. 2.30 з), и) и протяжка с винтовыми зубьями со специальным профилем винтовой канавки Дудак Н.С.,Шерниязов М.А. Республика Казахстан. Предварительный патент 16167 Протяжка с винтовыми зубьями для протягивания круглых отверстий среднего и большого диаметра. Заявка 2002/1608.1. Дата регистрации предварительного патента 15.06.2005 г. (19) (13)(11) 16167 (51) МКИ В 23 43/02. А.с.45224. Недостаток протяжек большие габариты и большой расход инструментального материала. Недостаток протяжки с круглыми зубьями малый задний угол (23) и усиленный износ, снижение качества обработки, стойкости и ресурса. При обработке деталей в мелкосерийном и индивидуальном производствах выгоднее производить обработку зенкером-протяжкой на станках токарной группы. Недостаток зенкеров короткая режущая часть и потому неблагоприятные условия резания высокая температура в зоне резания, повышенный износ, сравнительно низкая стойкость станке новым режущим инструментом,сочетающим в себе признаки зенкера и протяжки и обеспечивающим повышение производительности и качества обработки. 20973 Технический результат - повышение качества обработки,уменьшение износа,повышение стойкости и ресурса инструмента, повышение производительности. Технический результат достигается тем, что используется новый способ обработки, который основан на использовании кинематики относительных движений инструмента и заготовки и новый инструмент, который характеризуется особенностями в осевом направлении конструктивные признаки заявленного инструмента соответствуют признакам протяжки (передний хвостовик, передняя направляющая, рассчитанная по методике для протяжек длинная режущая часть,калибрующая часть,соответствующая по параметрам протяжкам, задняя направляющая), а в поперечном направлении - признакам зенкера(количество, форма, направление винтовых зубьев),как показано на фиг. 5,6,7,8. Заявленный способ обработки является комбинированным способом и отличается использованием при работе движений, присущих протягиванию (продольная подача) и зенкерованию(вращательное движение с относительным сочетанием направления вращения и зубьев инструмента, как при зенкеровании, и продольная подача) и заявленного режущего инструмента зенкера-протяжки, что в совокупности приводит к повышению производительности,соответствующему отношению длины винтовой линии зуба к длине режущей части, и повышению точности обработки по сравнению с зенкерованием. Заявленный инструмент зенкер-протяжка в части признаков зенкера имеет признаки, совпадающие с признаками прототипа-зенкера режущую и калибрующую части зубья на режущей и калибрующей частях винтовые направление винтовых зубьев одноимнно с направлением резания не основные исполнения формы поперечного сечения стружечной канавки совпадают с формой стружечных канавок зенкеров форма зубьев в поперечном сечении с профилем стружечной канавки и количество зубьев в соответствии с требованиями стандарта,идентифицируемые на фиг. 5 (исполнения 5 и 6), а также рабочие движения (сочетание вращательного и поступательного движений), направление зубьев левое или правое, при соответственно прямом(правом) и обратном (левом) вращении заготовки,закреплнной в патроне токарного станка направление зубьев - также левое или правое, при соответственно прямом (правом) и обратном (левом) вращении зенкера-протяжки, закреплнной в патроне токарного станка, идентифицируемые на фиг. 1-4 относительное направление вращения зенкера-протяжки и заготовки является одноимнным с направлением зубьев, что требуется для зенкеров. Заявленный инструмент зенкер-протяжка в части признаков протяжки имеет признаки, совпадающие с признаками прототипа-протяжки с винтовыми зубьями передний хвостовик передняя цилиндрическая направляющая режущие и калибрующие винтовые зубья (толщина среза на режущих зубьях соответствует толщине среза на винтовых зубьях протяжки) равноширокие зубья,т.е., как указано в описании прототипа-протяжки и в описании конструкции заявленного инструмента(фиг.5, исполнение 4), равной ширины на заданной высоте зуба за счт равенства переднего угла и угла на прямолинейной части затылка зуба длина режущей части задняя направляющая, образованная продолжением винтовых зубьев, обработанных снаружи по цилиндрической поверхности величина заднего угла принята равной 47 для улучшения условий работы и повышения качества обработки переточка при эксплуатации возможна по задней поверхности с целью повышения качества заточки и обработки за счт увеличенной длины калибрующей части для создания запаса на переточку. При основном исполнении профиля равноширокого зуба или стружечной канавки (идентифицированных на фиг. 5, исполнение 4) зенкер-протяжка при эксплуатации может перетачиваться по задней поверхности, как прототип-протяжка, что повышает качество заточки и возвращает инструменту качество нового инструмента по состоянию задней поверхности, в отличие от протяжки-аналога, а точность обработки и другие параметры качества улучшаются (точность размера, формы, уменьшение шероховатости). При этом величина заднего нормативного угла для внутренних протяжек с 2-3 градусов (неблагоприятных для условий резания) при заданном способе переточки выполнена в пределах от 4 до 7 градусов, что способствует снижению шероховатости и уменьшению износа протяжки по задней поверхности. Новая схема переточки заявленного инструмента, в отличие от протяжки-аналога с круглыми зубьями,обеспечивает увеличение запаса на переточку и повышает экономичность обработки заготовок. Для предлагаемого зенкера-протяжки с винтовыми зубьями подъм на зуб (или конструктивная подача) за счт конусности режущей части сохраняется постоянным, что обеспечивает стабильность процесса резания. Уменьшается толщина среза,работа резания распределена на большей длине режущих кромок,уменьшается удельная деформация и температура в зоне резания, что способствует повышению стойкости и улучшению качества обработки. Задняя направляющая образована цилиндрическими участками продолжения винтовых зубьев. Признаки, отличающие зенкер-протяжку от прототипа-зенкера и прототипа-протяжки режущий инструмент зенкер-протяжка имеет отличительные особенности в осевом направлении конструктивные признаки заявленного инструмента соответствуют признакам протяжки (передний хвостовик, передняя направляющая, рассчитанная по методике для протяжек длинная режущая часть, калибрующая часть, соответствующая по параметрам протяжкам,задняя направляющая), а в поперечном направлении признакам зенкера 20973 значительно более длинная (сотни миллиметров),чем у зенкера (пределах 10-15 миллиметров),потому работа резания распределена по постоянно меняющимся участкам более длинной режущей части с винтовыми зубьями и установлена скорость резания, толщина среза, как при протягивании, в отличие от обработки зенкером, расположение хвостовика спереди и имеет переднюю и заднюю направляющие, как у протяжки, в отличие от прототипа-зенкера зенкер-протяжка выполнен также с исполнением равношироких зубьев, как у прототипа-протяжки, задний цилиндр-цапфа после калибрующей части у заднего торца для удобства обращения с инструментом, не функционального назначения задний угол назначается из диапазона от 4 до 7 для наружных протяжек, когда ресурс инструмента больше, чем при величине заднего угла 2-3 зенкер-протяжка, в отличие от прототипапротяжки, выполнена с исполнением 5 и 6 с зубьями, форма которых соответствует стандартной форме зубьев зенкера зенкер-протяжка (в части признаков протяжки) имеет отличия от аналога и прототипа-протяжки передний хвостовик для закрепления в патроне токарного станка - цилиндр без кольцевой выточки или других элементов в отличие от хвостовиков протяжек, на которых выполняются элементы крепления у протяжек и улучшения качества обработанной поверхности зенкер-протяжка не имеет присущих протяжкам шейки и переходного конуса между хвостовиком и передней направляющей, а лишь кольцевую канавку, благодаря чему его общая длина меньше длины протяжки после передней направляющей перед режущей частью выполнена кольцевая канавка в отличие от протяжки-аналога с круглыми зубьями и от зенкера-аналога зенкер-протяжка может перетачиваться по задней поверхности без потери установленного размера диаметра за счт предусмотренного удлинения калибрующей части,которая постепенно укорачивается при переточках за счт сдвига конуса режущей части к хвостовику Перечень фигур чертежей и иных материалов На фиг. 1 показан способ обработки детали типа втулки зенкером-протяжкой при закреплении заготовки в патроне токарного станка, а зенкерапротяжки - чекой-клином на суппорте станка сочетание прямого (правого) вращательного движения заготовки и поступательного движения зенкера-протяжки создат условия работы и относительное движение зенкера-протяжки и заготовки, как при зенкеровании отверстий, при котором заготовка совершает правое вращение навстречу направлению левых зубьев зенкерапротяжки, что имитирует левое направление вращения (резания) зенкера при зенкеровании отверстий и обеспечивает одноимнность направления зубьев и резания при невращающейся заготовке на других станках. Конструктивные признаки зенкера-протяжки в продольном направлении,соответствующие протяжке с винтовым равношироким зубом, при продольном перемещении зенкера-протяжки создают условия 4 работы протяжки с винтовыми зубьями и относительное движение, как при протягивании. На фиг. 2 показан способ обработки детали типа втулки зенкером-протяжкой при закреплении заготовки в патроне токарного станка, а зенкерапротяжки - чекой-клином на суппорте станка сочетание обратного (левого) вращательного движения заготовки и поступательного движения зенкера-протяжки создат условия работы и относительное движение зенкера-протяжки и заготовки как при зенкеровании отверстий, при котором заготовка совершает левое движение навстречу направлению правых зубьев зенкерапротяжки, что имитирует правое направление вращения (резания) зенкера при зенкеровании отверстий при невращающейся заготовке и обеспечивает одноимнность направления зубьев и резания, что и выдержано на данной схеме обработки. Конструктивные признаки зенкерапротяжки в продольном направлении,соответствующие протяжке с винтовым равношироким зубом, и в этом случае при продольном перемещении зенкера-протяжки создают условия работы протяжки с винтовыми зубьями и относительное движение, как при протягивании. На фиг. 3 показан обработки заготовки детали типа втулки зенкером-протяжкой при закреплении заготовки на суппорте токарного станка, а зенкерапротяжки - в патроне токарного станка при этом положение режущей части зенкера-протяжки сменилось на противоположное по сравнению с фиг. 1 в этом случае на фиг. 3 прямое (правое) вращательное движение зенкера-протяжки превращается в обратное (левое) сочетание обратного (левого) вращения зенкера-протяжки и поступательного движения заготовки создат условия работы и относительное движение зенкерапротяжки и заготовки как при зенкеровании отверстий, при котором зенкер с левыми зубьями совершает левое вращательное движение, что обеспечивает одноимнность направления зубьев и резания и имеет место при обработке по данной схеме. Конструктивные признаки зенкера-протяжки в продольном направлении, соответствующие протяжке с винтовым равношироким зубом, при продольном перемещении зенкера-протяжки также создают условия работы протяжки с винтовыми зубьями и относительное движение, как при протягивании. На фиг. 4 показан способ обработки детали типа втулки зенкером-протяжкой при закреплении заготовки на суппорте токарного станка, а зенкерапротяжки - в патроне токарного станка при этом положение режущей части зенкера-протяжки сменилось на противоположное по сравнению с фиг. 2 в этом случае на фиг. 4 обратное (левое) вращательное движение зенкера-протяжки превращается в прямое (правое) сочетание прямого(правого) вращения зенкера-протяжки и поступательного движения заготовки создат условия работы и относительное движение зенкерапротяжки и заготовки как при зенкеровании отверстий, при котором зенкер с правыми зубьями 20973 совершает правое вращательное движение, что обеспечивает одноимнность направления зубьев и резания и имеет место при обработке по данной схеме. Конструктивные признаки зенкера-протяжки в продольном направлении, соответствующие протяжке с винтовым равношироким зубом, при продольном перемещении зенкера-протяжки и в этом случае создают условия работы протяжки с винтовыми зубьями и относительное движение, как при протягивании. Таким образом, на фиг. 1-4 показан заявленный способ обработки, при котором сочетание вращательного и поступательного движений таково,что инструмент всегда надвигается на заготовку набегающим по винтовой нарезке зубом со стороны тупого угла между режущими кромками зубьев и осью зенкера-протяжки заявленного инструмента и для инструмента создаются условия работы зенкера и протяжки. На фиг. 5 изображена конструкция зенкерапротяжки для обработки цилиндрических отверстий, общий вид, с нанесением необходимых позиций и разрезов, обозначений для идентификации существенных признаков зенкерапротяжки идентифицируется конструкция винтовых зубьев в разрезе А-А, Б-Б, нормальном к направлению зубьев, и конструкция винтовой стружечной канавки для получения заданной конструкции зубьев, раскрывается (идентифицируется) конструкция переднего и заднего хвостовиков для закрепления переднего хвостовика в патроне или с помощью чеки-клина и чекиштифта. Сведения,подтверждающие возможность осуществления изобретения,относящиеся к способу. Описание способа обработки На фиг. 1-4 приведены обозначения элементов,движений и описание заявленного способа обработки с использованием заявленного устройства. На фиг. 1 показана схема обработки заявленным способом при закреплении заготовки в патроне токарного станка, а зенкера-протяжки - в тяговом патроне, закреплнном в резцедержателе, причм,заготовку предварительно насаживают на направляющую часть зенкера-протяжки перед е закреплением в патроне, при этом обозначены 1 зенкер-протяжка с левым направлением зубьев(винтовых стружечных канавок), протаскиваемая через заготовку 2 - заготовка 3 - патрон станка, в котором закрепляется заготовка 4 - тяговый патрон 5 - чека-клин для закрепления зенкера-протяжки в тяговом патроне 6 - прямое вращение патрона с закрепленной заготовкой 7 продольное перемещение зенкера-протяжки 8 - режущие кромки левонаправленных зубьев зенкерапротяжки Р - осевое усилие протягивания- угол наклона винтовой стружечной канавки зенкерпротяжка усилием Р протягивается (протаскивается) через заготовку при зенкеровании относительное движение зенкера и заготовки и направление зубьев одноимнные другой признак зенкер врезается в заготовку зубом со стороны тупого угла между режущей кромкой зуба и осью зенкера аналогичные требования и для относительного движения зенкерапротяжки и заготовки и для направления его зубьев,что и выдержано при данном заявленном способе обработки. На фиг. 2 показана схема обработки заявленным способом при закреплении заготовки в патроне токарного станка, а зенкера-протяжки - в тяговом патроне, закреплнном в резцедержателе, при обратном (левом) вращении патрона с заготовкой и правом направлении зубьев зенкера-протяжки,причм, заготовку предварительно насаживают на направляющую часть зенкера-протяжки перед е закреплением в патроне, при этом обозначены 1 зенкер-протяжка с правым направлением зубьев(винтовых стружечных канавок) 2 - заготовка 3 патрон станка, в котором закрепляется заготовка 4 тяговый патрон 5 - чека-клин для закрепления зенкера-протяжки в тяговом патроне 6 -обратное вращение патрона с закрепленной заготовкой 7 продольное перемещение зенкера-протяжки 8 режущие кромки правонаправленных зубьев зенкера-протяжки Р - осевое усилие протягивания- угол наклона винтовой стружечной канавки зенкер-протяжка усилием Р протягивается(протаскивается) через заготовку при зенкеровании относительное движение зенкера и заготовки и направление зубьев одноимнные другой признак зенкер врезается в заготовку зубом со стороны тупого угла между режущей кромкой зуба и осью зенкера аналогичные требования и для относительного движения зенкера-протяжки и заготовки и для направления его зубьев, что и выдержано при данном заявленном способе обработки. На фиг. 3 представлена схема обработки заявленным способом с закреплением заявленного зенкера-протяжки в патроне токарного станка за передний хвостовик, а заготовки - в приспособлении на суппорте, причм, заготовку предварительно насаживают на направляющую часть зенкерапротяжки перед е закреплением в патроне, и показаны 1 - зенкер-протяжка с левым направлением зубьев (винтовых стружечных канавок) 2 - заготовка, закреплнная на суппорте токарного станка 3 - патрон токарного станка 6 прямое вращение патрона с закреплнным зенкером-протяжкой 7 - продольное перемещение зенкера-протяжки 8 режущие кромки левонаправленных зубьев зенкера-протяжки угол наклона винтовой стружечной канавки продольное перемещение заготовки создат условия, при которых зенкер-протяжка усилием протягивания протягивается (протаскивается) через заготовку при зенкеровании относительное движение зенкера и заготовки и направление зубьев одноимнные другой признак зенкер врезается в заготовку зубом со стороны тупого угла между режущей кромкой зуба и осью зенкера аналогичные требования и для относительного движения зенкерапротяжки и заготовки и для направления его зубьев,- что и выдержано при данном заявленном способе обработки. 5 20973 На фиг. 4 представлена схема обработки заявленным способом с закреплением заявленного зенкера-протяжки в патроне токарного станка за передний хвостовик, а заготовки - в приспособлении на суппорте, причм, заготовку предварительно насаживают на направляющую часть зенкерапротяжки перед е закреплением в патроне, и показаны 1 - зенкер-протяжка с правым направлением зубьев (винтовых стружечных канавок) 2 - заготовка, закреплнная на суппорте токарного станка 3 - патрон токарного станка 6 обратное вращение патрона с закреплнным зенкером-протяжкой 7 - продольное перемещение зенкера-протяжки 8 - кромки правонаправленных зубьев зенкера-протяжки- угол наклона винтовой стружечной канавки продольное перемещение заготовки создат условия, при которых зенкерпротяжка усилием протягивания протягивается(протаскивается) через заготовку при зенкеровании относительное движение зенкера и заготовки и направление зубьев одноимнные другой признак зенкер врезается в заготовку зубом со стороны тупого угла между режущей кромкой зуба и осью зенкера аналогичные требования и для относительного движения зенкера-протяжки и заготовки и для направления его зубьев, что и выдержано при данном заявленном способе обработки. Таким образом, подводя итог описанию сущности изобретения способа обработки цилиндрического отверстия - отметим, что заявленный способ реализуется с помощью кинематики, т.е. сочетания относительного вращательного и поступательного движений заявленного инструмента и заготовки, в котором используют установку заготовки или инструмента в патроне или на суппорте токарно-винторезного станка,сочетание имеющихся на станке вращательного и поступательного движений патрона и суппорта с инструментом или заготовкой, причм хвостовик и направляющую инструмента вставляют в отверстие заготовки, закрепляют инструмент и заготовку,заготовке или инструменту сначала сообщают вращательное движение, а затем поступательное, и производят снятие стружки и обработку отверстий,для обработки используют новый инструмент зенкер-протяжку с правонаправленными или левонаправленными зубьями, в зависимости от принятой схемы обработки, а также рабочие движения (сочетание вращательного и поступательного движений), направление зубьев - левое или правое,при соответственно прямом (правом) и обратном(левом) вращении заготовки, закреплнной в патроне токарного станка направление зубьев также левое или правое, при соответственно прямом хвостовик трх исполнений для закрепления развртки-протяжки в тяговом патроне чекойклином или чекой-штифтом - исполнения соответственно 1 и 2 или в патроне токарного станка- исполнение 3 10 - продольный паз для чеки клина 11 - цилиндрическое углубление для чеки-штифта 12 - шейка в виде кольцевой канавки 13 - передняя направляющая 15 - коническая режущая часть,образованная винтовыми зубьями на конической части зенкера-протяжки 16 - стружкоделительная канавка 17 - стружечная канавка 18 - калибрующая часть, образованная винтовыми зубьями на цилиндрической части зенкера-протяжки 19 -задняя направляющая,образованная наружными поверхностями выступов,полученных при фрезеровании стружечных канавок вместо заднего хвостовика для удобства обращения с инструментом выполнен цилиндр-цапфа на заднем торце- угол наклона винтовых зубьев зенкера-протяжки 8 режущая кромка зуба (фиг. 1 на фиг. 5 условно не обозначена и совпадает с вершиной зубьев,обозначенной буквой М на исполнении 4 и в сечении В-В,) хв-диаметр хвостовика В расстояние до цилиндрического углубления на диаметре хвостовика от образующей цилиндра хвостовика- расстояние до оси цилиндрического углубленияна оси хвостовика исполнения 2 в разрезе А-А показан поперечный разрез паза ширинойдля закрепления протяжки чекойклином с - фаска по периметру паза с обеих сторонп.н- длина передней направляющей п.н - диаметр передней направляющей- угол наклона стружкоделительной канавки-/, где ос осевая подача на один оборот при работе зенкерапротяжки- текущий (средний) диаметр на режущей части-выделенный элемент (стружкоделительная канавка) 60 - угол профиля стружкоделительной канавки к - ширина стружкоделительной канавки- глубина стружкоделительной канавки- угол винтовой стружечной канавки зенкера-протяжки величина углаопределяется из соображения режущая кромка должна быть перпендикулярна вектору результирующей скорости резания, т.е. , Б - Б сечение, в котором показано поперечное сечение и форма зубьев зенкера-протяжки с предпочтительной формой зуба в поперечном сечении (исполнение 4)- передний угол- задний угол - угол на спинке зубадля образования равноширокого зуба и возможности переточки по задней поверхности исполнение 4 по форме зубьев (овал сечения условно заменн окружностью) - - размер задней поверхности - - линия, параллельная передней поверхности -, -, -, -, - - линии,очерчивающие профиль стружечной канавки -, , прямые, образующие передние поверхности соседних зубьев 1 2 3 - радиусы кривых на участках -, -, - 21 - передняя поверхность 22 - задняя поверхность В - В - сечение, в котором показана форма направляющих выступов на направляющей части и профиль канавки между направляющими выступами с участками МИ(прямая, где 0) - - прямая -, -, - кривые, описанные радиусами 123 радиальная прямая- ширина направляющего выступа на направляющей частидругая форма зубьев (неравношироких) и стружечной канавки (исполнение 5 - с криволинейной спинкой неравноширокого зуба исполнение 6 - с прямолинейными участками спинки неравноширокого зуба количество неравношироких зубьев при исполнении 5 и 6 выбирается в соответствии с нормативными требованиями для зенкеровреж - длина режущей частик - длина калибрующей части к -диаметр калибрующей частиз.н - длина задней направляющей з.н диаметр задней направляющей. Таким образом, подводя итог описанию сущности изобретения в части конструкции заявленного зенкера-протяжки, отметим, что зенкерпротяжка для обработки цилиндрических отверстий,имеет передний и задний хвостовики, переднюю и заднюю направляющие, режущую и калибрующую части,винтовые зубья,выполненные с направлением, одноимнным с направлением резания, стружечную канавку со стандартным или специальным идентифицированным профилем и образованные им равноширокие винтовые зубья,заднюю направляющую как продолжение винтовых зубьев, передний хвостовик (имеет функциональное назначение для передачи крутящего момента и протаскивания инструмента через заготовку, а задний хвостовик-цапфа предназначен для предохранения направляющих от забоин), число зубьев (стружечных канавок) у зенкера-протяжки по Сахаров Г.Н., Арбузов О.Б., Боровой Ю.Л.,Гречишников В.А. Металлорежущие инструменты. М. Маш. 1989. с. 328, с.120,121, фиг. 2.67 принимается равным 4 .6 по нормативным данным для зенкеров (в зависимости от диаметра) направление зубьев (правое или левое, соответственно при правом и левом резании), противоположно их направлению у развртки. Предлагаемый новый инструмент зенкерпротяжка позволяет повысить эффективность обработки отверстий по сравнению с протягиванием и зенкерованием за счт соединения в одном инструменте признаков зенкера и протяжки повышения стойкости, общего ресурса инструмента,возможности переточки зенкера-протяжки по задней поверхности и повышения качества обрабатываемой поверхности, снижения температуры в зоне резания. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ обработки цилиндрических отверстий,в котором используют установку заготовки или инструмента в патроне или на суппорте токарновинторезного станка, сочетание имеющихся на станке вращательного и поступательного движений патрона и суппорта с инструментом или заготовкой, причм хвостовик и направляющую инструмента вставляют в отверстие заготовки, закрепляют инструмент и заготовку, заготовке и инструменту сначала сообщают вращательное движение, а затем поступательное и производят снятие стружки и,обработку отверстий, отличающийся тем, что для обработки используют новый инструмент - зенкерпротяжку с правонаправленными и левонаправленными зубьями, в зависимости от принятой схемы обработки, а также рабочие движения(сочетание вращательного и поступательного движений), направление зубьев левое или правое, при соответственно прямом(правом) и обратном (левом) вращении заготовки,закрепленной в патроне токарного станка направление зубьев - также левое или правое, при соответственно прямом (правом) и обратном (левом) вращении зенкера-протяжки, закрепленной в патроне токарного станка. 2. Зенкер-протяжка для обработки цилиндрических отверстий, имеющая передний и задний хвостовики,переднюю и заднюю направляющие, режущую и калибрующую части,винтовые зубья, выполненные с направлением,одноименным с направлением резания, стружечную канавку со стандартным или специальным идентифицированным профилем и образованные им равноширокие винтовые зубья,заднюю направляющую как продолжение винтовые зубья,заднюю направляющую как продолжение винтовых зубьев, отличающийся тем, что передний хвостовик имеет функциональное назначение для передачи крутящего момента и протаскивания инструмента через заготовку, а задний хвостовик предназначен для предохранения направляющих от забоин, число зубьев (стружечных канавок) у зенкера-протяжки принимают равным 46 по нормативным данным для зенкеров (в зависимости от диаметра). 3. Зенкер-протяжка по п.2, отличающийся тем,что длина калибрующей части увеличена на расчетную длину запаса на переточку по задней поверхности. 4. Зенкер-протяжка по п.2. отличающийся тем,что передний хвостовик выполнен в виде гладкого цилиндра или цилиндр снабжен продольным пазом для чеки-клина или цилиндрическим углублением для чеки-штифта. 5. Зенкер-протяжка по п.2, отличающийся тем,что для равноширокого винтового зуба назначен задний угол в пределах 4-7. 6. Зенкер-протяжка по п.2, отличающийся тем,что у заднего торца снабжена цилиндром-цапфой. 7. Зенкер-протяжка по п.2, отличающийся тем,что после переднего хвостовика выполнена кольцевая канавка. 8. Зенкер-протяжка по п.2, отличающийся тем,что после передней направляющей выполнена кольцевая канавка.
МПК / Метки
МПК: B23D 37/02
Метки: осуществления, цилиндрических, способ, отверстий, зенкер-протяжка, обработки
Код ссылки
<a href="https://kz.patents.su/12-ip20973-sposob-obrabotki-cilindricheskih-otverstijj-i-zenker-protyazhka-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Казахстана">Способ обработки цилиндрических отверстий и зенкер-протяжка для его осуществления</a>
Зенкер-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий
Номер предварительного патента: 20206
Опубликовано: 17.11.2008
Авторы: Мусина Жанара Керейовна, Тастенов Ерлан Кайроллинович, Итыбаева Галия Тулеубаевна, Касенов Асылбек Жумабекович, Дудак Николай Степанович
МПК: B23D 43/04, B23B 51/10, B23D 43/06...
Метки: пластинками, зенкер-протяжка, отверстий, обработки, твердого, сплава, цилиндрических
Формула / Реферат:
Изобретение относится к металлорежущим инструментам и представляет собой зенкер-протяжку с пластинками твёрдого сплава для высокопроизводительной обработки цилиндри-ческих отверстий; применяется для обработки деталей типа втулок, гильз, колец и др. по 7-8 квалитетам точности. Инструмент имеет признаки синтеза: в продольном направлении имеет признаки протяжки с винтовыми зубьями (передний хвостовик, шейку или кольцевую канавку после хвостовика,...
Зенкер-протяжка для обработки цилиндрических отверстий
Номер предварительного патента: 20384
Опубликовано: 15.12.2008
Авторы: Дудак Николай Степанович, Итыбаева Галия Тулеубаевна
Метки: цилиндрических, зенкер-протяжка, обработки, отверстий
Формула / Реферат:
Изобретение относится к области металлорежущих инструментов и представляет собой стержневой инструмент зенкер-протяжку для высокопроизводительной обработки цилиндрических отверстий. Применяется для обработки деталей типа втулок, гильз, колец и т.п. в мелкосерийном, серийном и массовом производствах по 7-8 квалитетам точности. В осевом направлении конструктивные признаки и кинематика заявленного инструмента соответствуют признакам протяжки...
Протяжка для обработки цилиндрических отверстий средних и больших диаметров
Номер предварительного патента: 16167
Опубликовано: 15.09.2005
Авторы: Дудак Николай Степанович, Шерниязов Мейрам Алиевич
МПК: B23D 43/02
Метки: цилиндрических, больших, протяжка, средних, обработки, диаметров, отверстий
Формула / Реферат:
Изобретение относится к металлорежущемуинструменту, в частности, к протяжкам для обработки отверстий деталей типа гильз, втулок и т. д. всерийном, крупносерийном и массовом производствах по 7-8 квалитетам точности.Технический результат - повышение стойкостипротяжек и качества обрабатываемых заготовок, засчёт снижения шероховатости обрабатываемой поверхности и износа зубьев, а также снижение себестоимости обработки деталей.Протяжка для обработки...
Развертка-протяжка с пластинками твердого сплава для обработки цилиндрических отверстий
Номер предварительного патента: 20210
Опубликовано: 17.11.2008
Авторы: Тастенов Ерлан Кайроллинович, Дудак Николай Степанович, Мусина Жанара Керейовна, Итыбаева Галия Тулеубаевна, Касенов Асылбек Жумабекович
МПК: B23D 77/02, B23D 43/04, B23D 43/06...
Метки: обработки, твердого, пластинками, отверстий, сплава, развертка-протяжка, цилиндрических
Формула / Реферат:
Изобретение относится к металлорежущим инструментам и представляет собой развертку-протяжку с пластинками твёрдого сплава, в котором соединены признаки развёртки с пластинками твердого сплава и протяжки, для обработки цилиндрических отверстий в деталях типа гильз, втулок, колец и. т.д. в серийном, крупносерийном и массовом производствах по 7-8 квалитетам точности.Технический результат изобретения заключается в повышении качества обработки...
Способ обработки цилиндрических отверстий развёрткой-протяжкой
Номер инновационного патента: 20811
Опубликовано: 16.02.2009
Авторы: Дудак Николай Степанович, Касенов Асылбек Жумабекович
МПК: D23D 77/12, B23P 13/00, B23D 43/08...
Метки: отверстий, цилиндрических, развёрткой-протяжкой, обработки, способ
Формула / Реферат:
Изобретение относится к области обработки резанием и металлорежущих инструментов. Применяется для обработки деталей типа втулок, гильз, колец и т.п. в мелкосерийном, серийном и массовом производствах по 7-8 квалитетам точности на токарно-винторезном станке с использованием нового способа обработки, сочетающего в одном процессе развёртывание и протягивание и режущего инструмента развёртки-протяжки.Способ обработки цилиндрических отверстий...
Предыдущий патент: Двухвершинное спиральное сверло без поперечной кромки с подточкой передней поверхности
Следующий патент: Способ регулирования числа оборотов шпинделя металлорежущего станка
Случайный патент: Способ измерения зазоров в подшипниках кривошипно-шатунного механизма двигателей внутреннего сгорания.